
铝合金顶盖充液成形工艺研究
2019-01-24 05:18安徽江淮汽车集团股份有限公司崔礼春马国礼
世界制造技术与装备市场 2018年6期
安徽江淮汽车集团股份有限公司 王 平 崔礼春 马国礼 佘 威
本文通过铝合金汽车顶盖充液成形过程的试验研究,分析了充液成形过程中关键工艺参数对顶盖成形性的影响,模拟成形过程中缺陷的发生位置,并对模拟结果进行了验证分析。
随着社会的不断发展和科技的持续进步,人们越来越重视资源的有限性和日益扩大的环境污染给人类的健康带来的严重危害,可持续发展战略和科学发展观日益成为人们普遍关注的焦点[1]。充液成形是一种先进的柔性成形技术[2-3],与传统工艺方法相比具有诸多优点,它既节约了能源,降低了成本,又适应了当今产品的小批量、多品种的柔性发展方向。
一、充液成形原理
充液成形技术主要分为主动式和被动式两种,其原理如图所示。被动式充液成形:流体作为辅助手段,先在凹模内充满液体,放上拉深坯料,施加一定的压边力,凸模下行进行拉深,同时启动液压系统使液体保持一定的压力,直到拉深结束,然后抬起凸模、压边圈,取出成形零件。主动式充液成形:流体作为主动加压方式,夹持装置与板材之间一般有密封装置,以防止液体的外泄。板材充液拉深成形技术由于流体压力介质辅助成形,可增加变形坯料与拉深凸模之间的有益摩擦,克服拉深凸模圆角部位坯料的破裂,提高零件的成形性及成形极限,具有节省工序、简化模具结构、降低成本、提高尺寸精度等优点。
相对于主动式充液成形技术,被动式充液成形技术发展和应用更为迅速,也是本文采用的主要形式[4-5]。

图1 板材充液成形原理
二、充液成形工艺方案设计
顶盖充液成形有两种方式可选。若在装配完成状态下观察顶盖,发现顶盖形状与草帽类似,均由顶部和边缘组成,且除直壁段外,其余部分均为上凸形状,故取某一截面进行说明,如图2所示。

图2 选取截面示意图
充液成形模具型面(即板料成形时形状)可分为两种情况,其一顶盖方位与装车方位相同,即顶盖顶部在顶盖边缘的上方,记为A型模面,如图3所示;其二则相反,顶盖顶部位于顶盖边缘下方,记为V型模面,如图4所示。

图3 A型模面

图4 V型模面
上述所有示意图,冲压方向均向下。
对于A型模面,在冲压过程中,板料首先贴紧顶盖顶部,在贴紧后,由于摩擦力的作用,顶盖顶部在后续工艺过程中变形量很小,因此不利于顶盖顶部获得足够的变形。另一方面,顶盖底部圆角处,经历较大拉延变形(拉延深度较大),容易产生破裂。
相反,V型模面则可较好避免上述两个问题,其顶盖顶部拉延深度最大,有利于顶部变形,而圆角处拉延深度较小,利于圆角处的成型。
综上所述,应选用V型模面。
三、充液成形关键工艺参数模拟
1 .压力加载行程的确定
根据充液成形工艺的特性,当加压后板料收到液压作用,紧紧贴在凸模上,此时由于摩擦力的作用,板料变形难度增大。而基于顶盖的成形特性(顶部需到达一定的变形量,且四个角处不能出现破裂),液压加载时间越晚越有利于顶部变形量的增大,但圆角及四边中间部分(破裂危险处)越容易出现破裂。因此需要确定压力加载时间,在凸模距最终位置为10mm、30mm、50mm、70mm时开始加压,最大液体压力为0.2MPa,压边力为1.45x106N。分析结果如图5所示。随着剩余行程的增加(即加压时间提前),顶部减薄率逐渐减小,且最大减薄率先减小、后增大。为满足顶盖刚度要求,顶部变形量越大越好,而为避免破裂的出现,最大减薄率越小越好,因此加压时间越晚越好,这也与上述分析一致。根据上述分析,确定凸模行程剩余10mm时加液体压力较好。

图5 压力加载行程对减薄率的影响
2. 最大液室压力的确定
为确定最大加载压力对成形结果的影响,使用压边力为1.45x106N,凸模行程最后10mm时加载液体压力,取最大液体压力分别为0.2MPa、0.7MPa、2MPa和5MPa。分析结果如图6所示。由图可知,当液体压力小于1MPa时,顶部减薄率随着最大液室压力的增大迅速减小,最大减薄率则迅速增大,因此增大液室压力不利于顶盖的成形。当液体压力大于1MPa时,顶部减薄率和最大减薄率变化不大。当液体压力为0.7MPa时,顶部减薄率为2.836%,略小于3%,最大减薄率为15.084%,略大于15%。因此液室压力应小于0.5MPa。

图6 最大液室压力对减薄率的影响
3. 压边力的确定
为确定压边力对成形结果的影响,使用上述分析中较优的结果,即最大液室压力位0.2MPa,凸模行程最后10mm开始加载液室压力。模拟结果如图7所示,可见随着压边力的增大,顶部减薄率和最大减薄率均相应增大,且顶部减薄率变化速度小于最大减薄率变化速度,由图可知,顶部减薄率增大0.7%,而最大减薄率增大5.14%。另外,压边力也不能过小,当压边力为1.00x106N时,顶部减薄率仅为2.59%。而压边力取1.45x106N时,顶部减薄率和最大减薄率均能满足要求,故而采用该压边力。
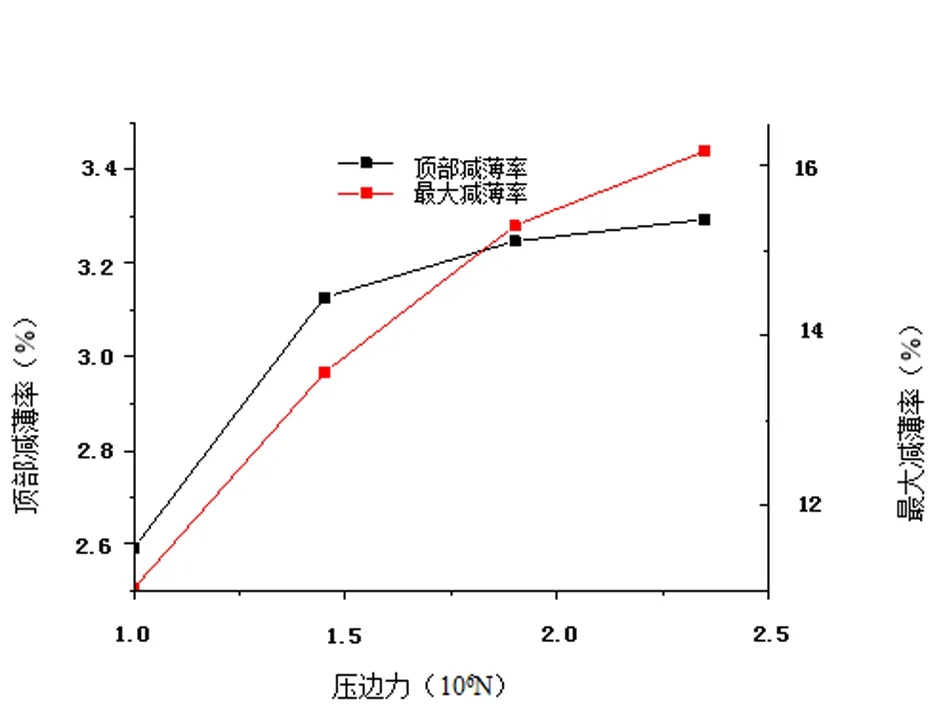
图7 压边力对减薄率的影响
四、充液成形模拟结果分析
减薄率分析如图8所示,可见顶部及顶角处减薄率均能满足要求,而侧壁处减薄率最大为14.8%,即不超过15%满足铝合金成形要求,且与顶角处减薄率接近,满足一致性要求。最大增厚出现在底角处,如图9,其增厚量为4.74%,此增厚量不会产生明显皱纹。

图9 底角增厚情况
如图10成形极限图所示,顶部成形充分,且顶角处无破裂,但侧边有破裂危险(安全余量为7%),根据经验,此处处于安全范围,但在后续修模过程仍应注意该区域。同时从成形极限图可以看出,底角处有轻微起皱趋势。
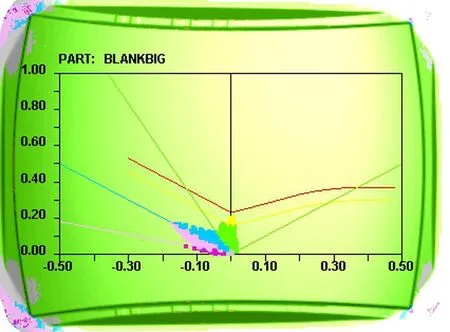

图10 成形极限图
板料流料情况如图11所示,单位为mm,由图可知,右侧板料流动量相对较少(比左侧少3~4.5mm),尤其是左侧圆角处,板料流动较小,其对成形的影响是有利于圆角的成形,即减小圆角的破裂危险。

图11 板料流动量
五、结论
综上所述,顶盖零件使用该工艺加工,其最大减薄率为14.8%,最大增厚量为4.74%,顶部变形量均大于3%。该结果既能满足顶部变形量的要求,又没有破裂(最大减薄率为)和起皱等缺陷的产生。 □
猜你喜欢
锻造与冲压(2022年14期)2022-07-21
制造技术与机床(2022年1期)2022-01-19
焊管(2021年10期)2021-11-04
空间科学学报(2020年3期)2020-07-24
制造技术与机床(2018年8期)2018-10-09
锻造与冲压(2017年14期)2017-08-01
电力与能源(2017年6期)2017-05-14
化工管理(2015年16期)2015-10-19
安徽工业大学学报(自然科学版)(2014年4期)2014-07-11
锻压装备与制造技术(2013年5期)2013-08-16
