复循环双极膜电渗析处理煤化工含盐废水制备酸碱的研究
2023-05-26 12:42薛上峰刘春红祁志福高强生沈江南
膜科学与技术 2023年2期
董 隽, 薛上峰, 刘春红*, 祁志福, 高强生, 沈江南
(1. 浙江浙能技术研究院有限公司,杭州 311121; 2. 浙江省工业新水源工程中心, 杭州 311121; 3. 浙江工业大学 化工学院, 杭州 310014)

双极膜电渗析(Bipolar membrane electrodialysis,BMED)技术以传统电渗析为基础,利用双极膜独特的结构(阴离子交换层、中间层和阳离子交换层),在电场的作用下将H2O解离成H+和OH-,通过与阴阳离子交换膜交替排列,可在不引入其他组分的情况下同时实现废水脱盐与酸、碱制备[6].与传统含盐废水处理方法相比,BMED具有能耗低、污染少等优点,在煤化工等行业含盐废水的处理和资源化中有望发挥重要作用.
但是,常规BMED工艺直接应用于煤化工含盐废水处理尚存在一些难题.由于BMED系统对进水水质要求极高,因此,废水需经过一系列复杂的除杂、除硬、除硅、除有机物等预处理工艺以满足进水指标[7].为了提高BMED系统的效率,经过预处理后的废水在进入双极膜装置前往往需要进行浓缩,将含盐量从1%~3%提升至约12%~15%[8-9],但浓缩过程中Ca2+、Mg2+等易结垢离子浓度也会随之升高,导致了浓缩后需要进行二次除硬,处理成本升高.
较为常见的BMED工艺多为单循环工艺,即:盐室初始进料的体积和酸、碱室初始液的体积相等,盐、酸、碱分别循环,直至反应结束后同时排空盐室和酸、碱室溶液.与此相比,笔者提出如下新运行工艺:通过增加盐室与酸、碱室的体积比和盐室循环次数,从而实现BMED在低浓度进盐条件下产生高浓度酸、碱.具体为:设置盐室初始进料的体积大于酸、碱室初始液的体积,进行BMED过程;每当盐室溶液浓度下降到一定程度后,将盐室的进水更换为原水溶液,而酸、碱室溶液不进行更换,继续开始BMED;反复更换盐室进水,直至完成预设的全部盐室循环次数.在上述工艺条件下,无需对原水进行提浓预处理即可获得较高浓度的再生酸、碱.然而,研究表明,BMED过程中的物料迁移受到浓差扩散、同离子泄漏与水分子迁移等的制约[10],因此,制得的酸、碱浓度存在上极限,且需要与反应能耗、电流效率等进一步权衡,以寻求优化方案.
有鉴于此,笔者采用正交实验法,探究膜堆电压、盐/碱(酸)室体积比和盐室循环次数等因素对复循环双极膜电渗析煤化工含盐废水的影响,对反应程度、再生酸碱浓度、纯度、反应能耗、电流效率等指标开展研究与讨论,并得出优化工艺条件.研究结果可为BMED在煤化工废水的应用提供新的工艺方案与研究基础.
1 实验部分
1.1 实验装置
采用实验室规模的BMED装置开展酸、碱制备实验.该装置主要由膜堆、储液罐(4个)、循环泵(4个)、流量计、直流电源和管路系统等组成.膜堆构成方式如图1所示,膜堆为BP-A-C-BP三隔室构型,共含有10组膜,每组膜由1张NEOSEPTA®BP-1E双极膜,1张AHA阴离子交换膜和1张CMX阳离子交换膜依次排列形成.表1列出了工作中使用的离子交换膜的主要性能参数.单张膜尺寸为27 cm×11 cm,有效面积为189 cm2.相邻膜之间采用1张厚度0.7 cm的塑料隔板隔开.电极采用钛涂钌铱材料.

表1 离子交换膜的种类及主要性能参数Table 1 Membrane types and properties
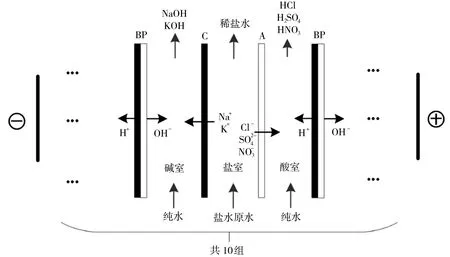
图1 双极膜电渗析膜堆构型Fig.1 Membrane stack configuration of bipolar membrane electrodialysis
1.2 实验原水
本实验依据某煤化工公司“预处理-纳滤分盐”的工艺,以配置的溶液模拟纳滤产水作为BMED的原水.模拟纳滤产水的成分如表2所示,总含盐量约2.0%.由于经过混凝、除硬、除硅、除有机物等预处理,盐水中Ca2+、Mg2+等杂质的含量较低,满足BMED的进水要求.

表2 实验原水成分Table 2 Wastewater composition used in the experiment 质量浓度/(mg·L-1)
1.3 实验方法
实验采用间歇进料模式运行.使用1.5 L质量分数为3%的Na2SO4溶液作为极液;盐室初始进料为1.5 L实验原水溶液;酸、碱室的初始体积相同,初始液为去离子水.实验过程中膜堆的循环流量为90 L/h.
实验采用恒电压操作,每5 min记录1次电流、电压、各储液罐电导率和体积等变化,并取样分析.当盐室溶液电导率<1.0 mS/cm或维持平衡状态(即在某电导率值维持>10 min且无法继续下降)时,认为单次循环反应结束.若实验工况中包含>1次盐室循环次数,则排空盐室溶液并替换为1.5 L实验原水(酸、碱室溶液不进行更换),并重新按上述步骤进行下一次循环反应.
采用L16(45)正交实验表,以膜堆电压、盐/碱(酸)室体积比和盐室循环次数作为3因素,每个因素设置4水平,具体如表3所示.其中,最高膜堆电压(28 V)根据膜堆的极限电流密度而控制;为了尽可能提高产品酸、碱的浓度,将盐室与酸、碱室的体积比设置为(2~5)∶1,盐室循环次数设置为1~4次.实验结果采用极差分析法和方差分析法进行比较[11].

表3 正交实验表Table 3 Orthogonal experiment table
1.4 评价指标
BMED的性能主要由再生酸碱浓度、再生酸碱纯度、反应能耗、电流效率等作为评价指标,分析和计算方法如下.
(1) 再生酸碱浓度
采用酸碱滴定法测定再生酸、碱的浓度.OH-的浓度采用HCl标准溶液滴定,以甲基橙为指示剂,溶液由黄色变为橙黄色判定为滴定终点;H+的浓度采用NaOH标准溶液滴定,以酚酞为指示剂,溶液由无色变为浅红色判定为滴定终点.
(2) 再生酸碱纯度

(1)

(3) 反应能耗
对于每个实验工况,分别计算每单次循环反应的能耗,以及该工况下的平均反应能耗,通过式(2)计算:
(2)
式中:,EC指反应能耗,以碱浓度为计算基准,即生产1 t OH-所消耗的电量(kWh/t-NaOH);U和I分别指t时刻膜堆扣除阴阳电极电压后的电压(V)和电流(I);Ct和Vt分别指t时刻产生的OH-浓度(mol/L)和体积(L);C0和V0分别指0时刻产生的OH-浓度(0 mol/L)和体积(L);M为碱摩尔质量,以NaOH计算(40 g/mol).
(4) 电流效率
(3)
式中:CE指电流效率(%);Z指离子化合价;F指法拉第常数(96 485 C/mol);N指膜堆单元数(10).对于每个实验工况,分别计算每单次循环反应的电流效率,以及该工况下的平均电流效率.
2 结果与讨论
正交实验的16个反应工况条件及实验结果汇总于表4.
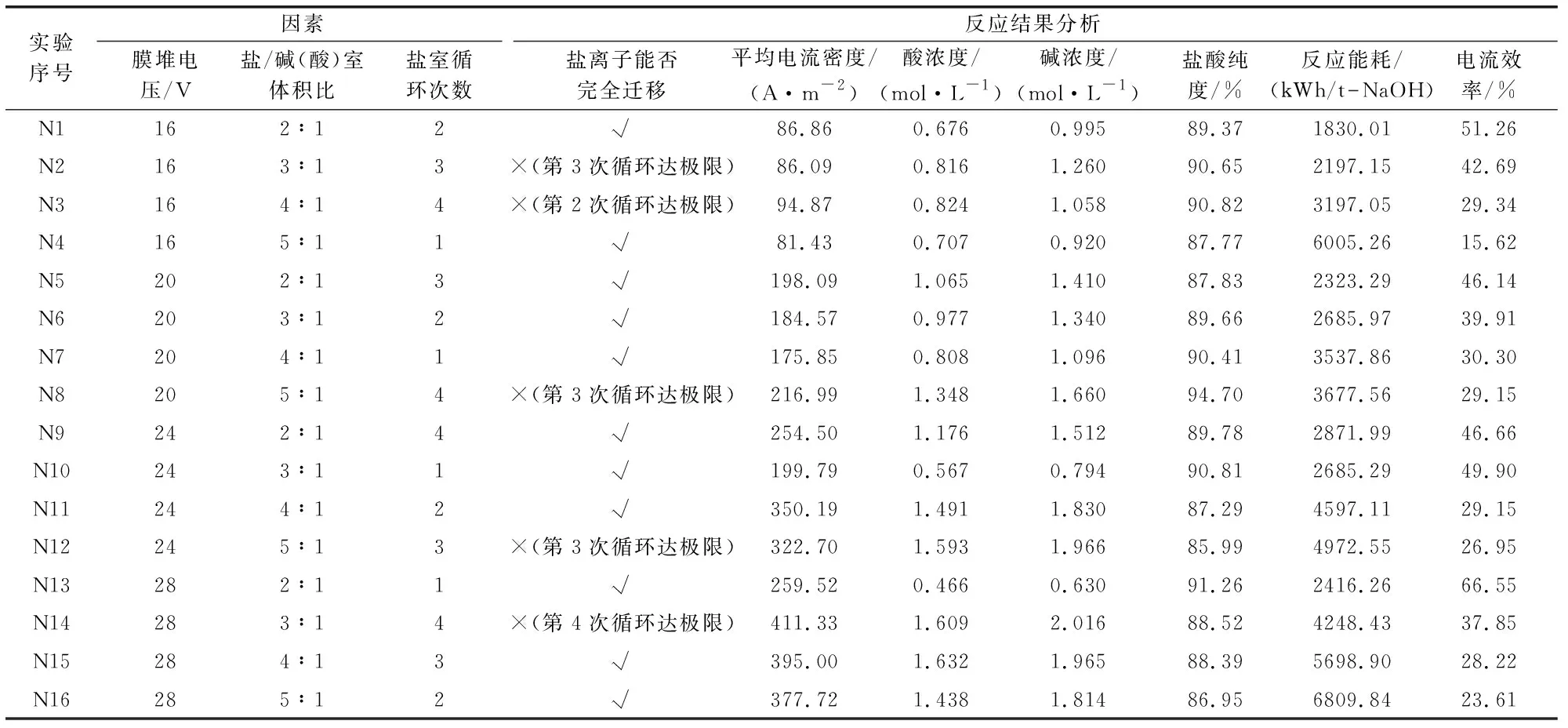
表4 正交实验条件及结果汇总Table 4 Summary of orthogonal experimental conditions and results
2.1 反应程度分析
由表4可知,在16个设计工况中,只有11个工况下盐离子可完全由盐室迁移至酸、碱室,而N2、N3、N8、N12和N14工况下盐离子无法完全迁移.以N14的反应过程为例进行分析(图2).随着盐室循环次数的增加,盐室电导率的下降速率随循环次数的增加逐渐变缓,盐室第3次循环的反应耗时比第1次、第2次高33%,而当循环反应进行至第4次时,盐室电导率下降至24 mS/cm后无法进一步降低.相应地,碱室和酸室电导率的增速逐渐变缓,盐室第1次、第2次、第3次和第4次循环时,碱室电导率的增速分别为8.7、5.3、2.4和1.9 mS/(cm·min),碱室和酸室的浓度分别达2.0和1.6 mol/L后保持稳定,无法进一步增加.造成盐离子反应无法完全迁移的原因主要可归因于两方面:(1)文献表明,浓差扩散作用对BMED的传质过程具有较大影响[12],随着盐室循环次数的增加,酸室和碱室的溶液浓度不断增大,与盐室的浓差扩散作用加强,产生的酸液和碱液由于分子扩散反迁入盐室,一定程度上抵消了离子的电迁移过程.(2)离子交换膜的非理想选择透过性导致出现同名离子迁移现象[13],尤其是阴离子交换膜的“漏氢”现象,导致H+由酸室迁入盐室,使双极膜水解离产生的H+和OH-减少.此时虽然盐室中仍有未迁移的盐离子,但酸、碱室的浓度趋于稳定,盐离子迁移过程无法继续.图2(e)中碱室体积在第4次循环反应时显著增加,这一方面是由于盐碱室的浓度差加大,导致水从盐室向碱室的迁移速率加快;另一方面,在反应后期H+在和Na+竞争阳膜迁移通道中占优[14],H+大量泄漏并进一步迁移至碱室,阻碍了碱浓度的进一步提高.

图2 实验序号N14反应过程中(a)盐室电导率、(b)碱室电导率、(c)酸室电导率、(d)电流、(e)碱室体积、(f)酸室体积的变化情况Fig.2 Experimental N14 reaction process (a) conductivity of salt chamber, (b) conductivity of base chamber, (c) conductivity of acid chamber, (d) current, (e) volume of base chamber, (f) volume of acid chamber
对比N2、N3、N8、N12和N14等5个盐离子无法安全迁移的反应工况,发现膜堆电压越低、盐/碱(酸)室体积比越大、盐室循环次数越多,越不利于BMED的进行.因此,设计BMED运行方案时应合理控制上述因素,在尽可能提高酸、碱浓度的同时确保反应可以高效进行.
2.2 再生酸碱浓度
不同反应工况下再生酸、碱浓度如表4所示.各工况下碱浓度的范围为0.630~2.016 mol/L,酸浓度的范围为0.466~1.609 mol/L,同一工况中酸浓度低于碱浓度,表明H+透过阴膜发生泄漏,导致了酸室浓度的降低[15].
酸浓度和碱浓度的极差分析和方差分析分别如表5和表6所示.极差分析结果表明,3个因素对于再生酸、碱浓度的作用主次均为:盐室循环次数>膜堆电压>盐碱(酸)室体积比.就盐室循环次数的影响而言,该因素各水平下的影响结果(k2>k3>k1>k4)表明盐室循环次数的最优水平为3次.这是因为随着盐室循环次数的增加,盐室中所迁移的盐离子的总量增加,因而所产生的酸、碱浓度升高;而当循环次数进一步增加为4次时,由于浓差扩散导致盐离子的迁移难以持续进行(如,盐室循环次数为4次的工况中N3,N8和N14工况盐离子均无法完全迁移),酸、碱浓度无法进一步提高.就膜堆电压的影响而言,该因素各水平下的影响结果(k4>k3>k2>k1)表明膜堆电压的最优水平为28 V.这是因为提高电压有利于电场力的增加[16],BMED的传质推动力增加,反应速率加快,反应时间缩短,同离子泄漏和浓差扩散的总量较少,使产生的酸碱浓度有所提高.而就盐/碱(酸)室体积比的影响而言,该因素各水平下的影响结果(k4>k3>k2>k1)表明体积比的最优水平为5∶1.这是由于盐/碱(酸)室的体积比越大,在实验设定工况下酸、碱室的初始液越少,因而当迁移相同质量浓度的盐溶液时所获的酸、碱浓度越高.综合而言,以再生酸、碱浓度为目标时,BMED工况的最优组合为:膜堆电压28 V,盐/碱(酸)室体积比5∶1,盐室循环次数3次.
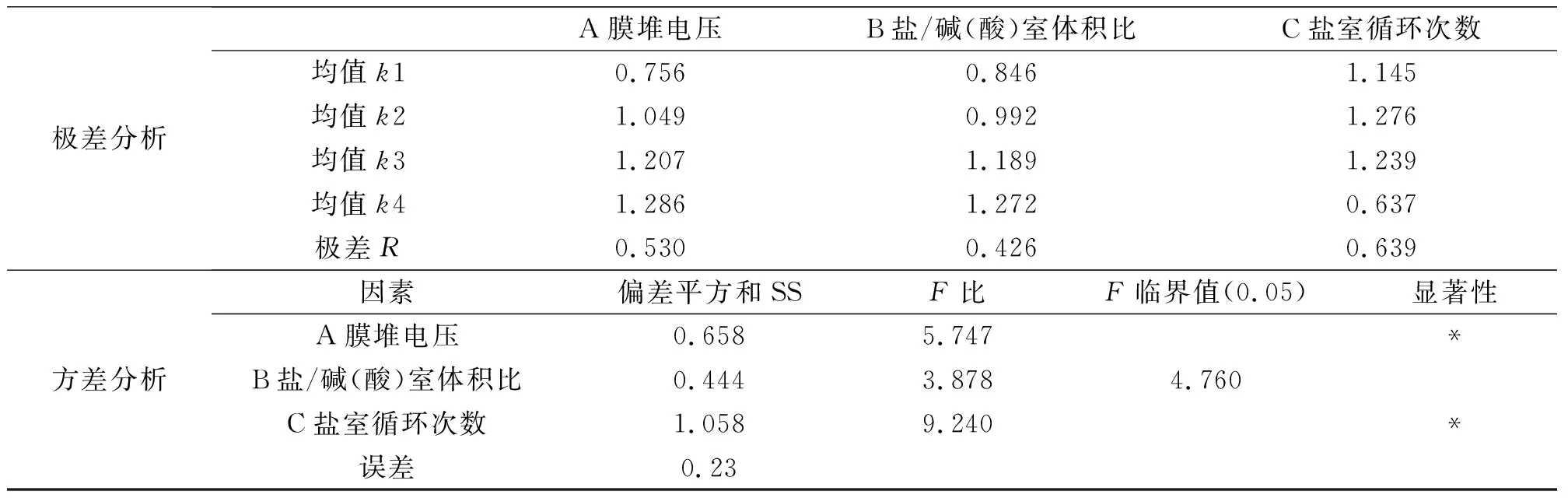
表5 正交实验中再生酸浓度的极差分析和方差分析Table 5 Range analysis and variance analysis of acid concentration in orthogonal experiments

表6 正交实验中再生碱浓度的极差分析和方差分析Table 6 Range analysis and variance analysis of base concentration in orthogonal experiments
由方差分析的F比结果可知,对酸浓度而言,盐室循环次数和膜堆电压的F比>4.760(F临界值),表明盐室循环次数和膜堆电压对酸浓度具有显著影响;同理,盐室循环次数对碱浓度具有显著影响.方差分析结果与极差分析结果一致,表明盐室循环次数是影响酸、碱浓度的最重要因素.
2.3 再生酸碱纯度
由表7盐酸纯度的极差分析表明,膜堆电压、盐/碱(酸)室体积比和盐室循环次数的极差R值差别不大,3个因素中盐室循环次数的极差略高,表明其对再生盐酸纯度的影响高于其余2因素.方差分析进一步表明,3个因素对盐酸纯度的影响均不显著,且存在较大误差值.

表7 正交实验中盐酸纯度的极差分析和方差分析Table 7 Range analysis and variance analysis of hydrochloric acid purity in orthogonal experiments

2.4 反应能耗
由表4可知,不同工况下的反应能耗范围为1 830~6 810 kWh/t-NaOH.进一步进行极差分析和方差分析,由表8结果可知,各因素对反应能耗的极差值大小的排序为:盐/碱(酸)室体积比>膜堆电压>盐室循环次数.具体结合各因素不同水平的均值k(实验中能耗指标越小越好),以及结合盐室离子迁移的程度,得出因素A膜堆电压的最优水平为20 V,因素B盐/碱(酸)室体积比的最优水平为2∶1,因素C盐室循环次数的最优水平为1次.值得注意的是,虽然表8显示因素C盐室循环次数以第3个水平(即4次)为最优(k3 表8 正交实验中反应能耗的极差分析和方差分析Table 8 Range analysis and variance analysis of energy consumption in orthogonal experiments 以实验序号N5(20 V,2∶1,3次)、N13(28 V,2∶1,1次)和N7(20 V,4∶1,1次)为例,对BMED的反应能耗进行分析.图3中N5的能耗值表明,随着盐室循环次数的增加,能耗显著递增.根据能耗的计算式(2),能耗主要受到膜堆电压、电流以及制得的NaOH产量的影响.由于酸、碱室的初始液为去离子水,在反应初期,酸、碱室中离子浓度较低,能够负载电荷迁移的离子较少,酸、碱室电阻成为膜堆整体电阻的决定因素,膜堆整体电阻较高,因而在实验设置的恒压模式下,电流以较低值工作,能耗较低.随着盐室循环次数的增加,酸、碱室中离子浓度不断升高,使膜堆整体电阻降低,电流升高,因此能耗随循环次数的增加逐渐增加.而另一方面,随着盐室循环次数的增加,酸、碱室中溶液浓度不断升高,其和盐室之间的浓度梯度增强了浓差扩散现象,H+、OH-和盐离子反向迁移的现象加剧,导致反应速率降低,单位时间内碱室NaOH的生成量减少,进一步增加了能耗. 图3 实验序号N5、N13和N7反应过程中能耗和电流效率的变化情况Fig.3 Chang of energy consumption and current efficiency of experimental N5, N13 and N7 对比N5第1次循环反应的能耗(1 401.13 kWh/t-NaOH)和N13的能耗(2 416.26 kWh/t-NaOH),二者的反应工况除膜堆电压外均保持相同,但后者的能耗比前者高72%.一方面,由前述分析指出,这是由于反应能耗随着电压的增加而显著增加;另一方面,这是由于增加膜堆电压时电场驱动力增强,根据焦耳定律,离子迁移穿膜时用于克服膜堆电阻而产生的热量增加[9],从而增加了反应能耗. 对比N5第1次循环反应的能耗(1 401.13 kWh/t-NaOH)和N7的能耗(3 537.86 kWh/t-NaOH),后者是前者的2.5倍.其原因主要是因为N7工况下盐/碱(酸)室的体积比高于N5工况,单位时间内酸、碱室溶液的浓度增速较快.随着BMED的运行,盐室和酸、碱室之间的浓度梯度增长迅速,在较高的膜两侧浓差下,由浓差扩散引起的离子反向迁移以及H+和OH-离子的同名离子迁移现象加剧.上述原因导致了N7工况下盐离子迁移的速率降低,反应时间增加.由能耗的计算式(2)可知,能耗随盐/碱(酸)室体积比的增加而增加.因此,设计BMED运行方案时应合理控制盐/碱(酸)室体积比,以防止系统能耗过高,经济性降低. 表4表明不同工况下电流效率的范围为15.62%~66.55%,不同工况的电流效率差异较大.电流效率最高的N13工况比电流效率最低的N4工况高4.3倍.表9极差分析结果显示,各因素作用主次为:盐/碱(酸)室体积比>盐室循环次数>膜堆电压.进一步结合方差分析结果,表明盐/碱(酸)室体积比是影响电流效率的最主要因素.以电流效率为评价指标,较优的BMED工况为膜堆电压28 V,盐/碱(酸)室体积比2∶1,盐室循环次数1次. 表9 正交实验中电流效率的极差分析和方差分析Table 9 Range analysis and variance analysis of current efficiency in orthogonal experiments BMED酸、碱制备过程中的电流效率代表了通过膜堆的电流中实际用于离子迁移的电流分数.文献报道表明[19],其主要取决于离子交换膜的同名离子迁移速率.对比图3中N5、N13和N7的电流效率的结果显示,与反应能耗的变化趋势相同,增加盐/碱(酸)室体积比和盐室循环次数均使电流效率显著降低.如上分析知,这主要是由于酸、碱室和盐室之间浓度梯度的增加加剧了浓差扩散和H+和OH-的泄漏,从而导致了电流效率的下降.而随着膜堆电压的升高,离子的迁移速率加快,电流效率提高[20],如实验序号N13的电流效率(66.55%)比N5的总电流效率(46.14%)高44%.虽然提高膜堆电压会使H+和OH-的泄漏略有加剧(如图3所示,N13的电流效率比N5第1次循环反应的电流效率略低),但总体而言,适当提高膜堆电压有利于电流效率的提高. 综合以上分析,盐室循环次数是影响酸、碱浓度的最显著因素,盐/碱(酸)室体积比是影响反应能耗和电流效率的最显著因素.结合各因素的最优水平,综合得出较优的BMED反应工况为:A4B1C2,即膜堆电压28 V,盐/碱(酸)室体积比2∶1,盐室循环次数3次.该工况下复循环BMED的反应性能如表10所示.在该优化工况下,碱浓度达1.348 mol/L,酸浓度达1.064 mol/L,制得的酸、碱适合回用于系统内部,如膜化学清洗、系统酸碱调整、离子交换树脂再生等[21],从而节省药剂费.值得注意的是,本研究中使用的NEOSEPTA®AHA阴离子交换膜为非阻酸型.后续工艺优化中可考虑采用对氢离子具有阻挡性能的阴离子交换膜,如NEOSEPTA®ACM,则推测制得的酸、碱浓度可得到进一步提高.设置基准工况为:膜堆电压28 V,盐/碱(酸)室体积比1∶1,盐室循环次数1次.该工况代表了较为常见的BMED工艺,即盐碱(酸)室等体积、单循环.由表10中优化工况与基准工况的对比可见,基准工况下碱浓度仅为0.277 mol/L,酸浓度仅为0.213 mol/L,酸、碱需经过提浓处理后才具有利用价值.优化工况与基准工况的处理能力和酸、碱产率相差不大,进一步表明,通过提高一定的盐/碱(酸)室体积比和盐室循环次数从而生产较高浓度酸碱的BMED工艺路线对废水处理能力的影响不大,工艺可行.而对比2个工况下的反应能耗,优化工况下的能耗比基准工况高约61%.但若综合考虑整体集成工艺系统,由于基准工况下的酸碱浓度过低,若要提高其利用价值,则需采用多效蒸发器、膜蒸馏等工艺进一步浓缩溶液[22-23].而浓缩工艺的能耗往往较高,且系统与设备的复杂度也同时增加.因此,综合考虑整体系统而言,虽然优化工况下BMED的能耗高于基准工况,但其优势在于可以避免后续酸、碱提浓处理所产生的能耗. 表10 正交实验优化工况与基准工况的反应性能对比分析Table 10 Comparison of reaction performance between optimized condition and reference condition 利用双极膜电渗析技术,以模拟配置的煤化工含盐废水为原料,探讨膜堆电压、盐/碱(酸)室体积比和盐室循环次数等因素对制备较高浓度酸、碱的影响.正交实验结果表明,膜堆电压28 V,盐/碱(酸)室体积比2∶1,盐室循环次数3次为优化工况,该条件下碱浓度1.3 mol/L,酸浓度1.0 mol/L,反应能耗3 785 kWh/t-NaOH,电流效率50%.制得的酸、碱可回用于系统内部膜化学清洗、系统酸碱调整等工艺,为实现煤化工含盐废水零排放提供新途径.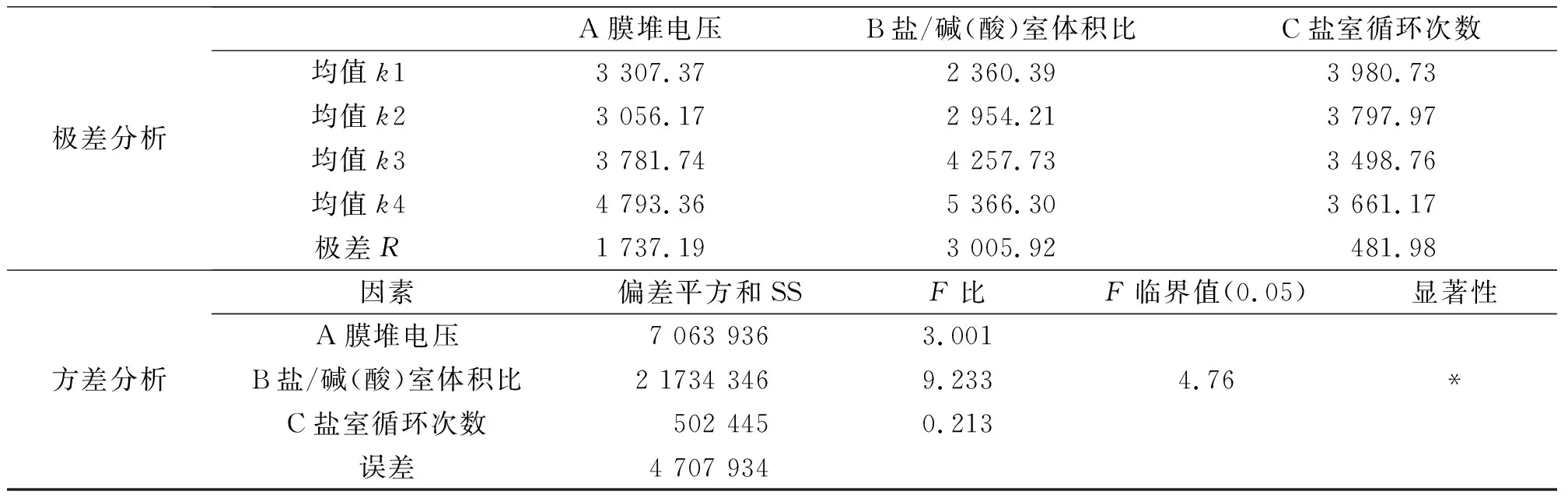

2.5 电流效率

2.6 反应工况优化

3 结论
猜你喜欢
昆钢科技(2022年2期)2022-07-08
智能建筑电气技术(2022年2期)2022-02-06
当代水产(2021年10期)2022-01-12
商用汽车(2021年4期)2021-10-13
建材发展导向(2021年23期)2021-03-08
数学物理学报(2020年6期)2021-01-14
湿法冶金(2020年1期)2020-02-24
华人时刊(2018年15期)2018-11-10
科学与财富(2017年9期)2017-06-09
中学生数理化·中考版(2017年12期)2017-04-18