酮苯装置脱蜡脱油系统节能优化
2009-04-30 06:04黄茂生卞凤鸣张早校梁文雄
润滑油 2009年2期
关键词:结晶
黄茂生 卞凤鸣 张早校 梁文雄
摘要:介绍了中国石化茂名分公司酮苯脱蜡脱油联合装置采用夹点技术对脱蜡脱油系统的换热网络进行分析,确定了系统最优的传热温差,找出并消除了系统违反夹点原则的匹配问题,结合结晶工艺特有的约束条件,对系统换热网络进行了优化匹配,优化方案使系统所需冷量由4997.7 kW下降至3285.3 kW,降幅达34.26%。对系统进行了调优校验,核算后优化了系统换热器的分布,使换热器的面积效率由66.06%提升至85.5%。
关键词:酮苯脱蜡;脱油;换冷优化;结晶;夹点
中图分类号:TE624.53 文献标识码:A
Optimization on Energy Saving in Ketone-Benzol Dewaxing & Deoiling System
HUANG Mao-sheng1, BIAN Feng-ming1, ZHANG Zao-xiao2, LIANG Wen-xiong1
(1.SINOPEC Maoming Branch, Maoming 525000, China;2.Xi′an Jiaotong University, Xi′an 710049, China)
Abstract:The dewaxing & deoiling heat-exchanger system in SINOPEC Maoming Branch was analyzed with pinch technology, the minimum heat transfer temperature difference was located, the matching problem which breaches the pinch point principle was found and eliminated, and the system was optimized by considering the constraint conditions of crystallization. The results indicated that the optimal project will reduce 34.26% of the cool-energy consumption in the process (from 4997.7 kW down to 3285.3 kW). The area efficiency of heat-exchangers in the system is verified, the distribution of the heat-exchangers is optimized home, and this makes the exchanging area efficiency increase from 66.06% to 85.5%.
Key words:ketone-benzol dewaximg; deoiling; cold heat-exchanger network optimization; crystallization; pinch point
0 引言
能源是发展国民经济和保障人民生活的重要物资基础。能源的短缺、供求的矛盾已成为一个世界性的问题,节能的重要性不言而喻。酮苯脱蜡脱油方法是一种高能耗的方法,结晶降温过程是一冷冻过程,需要昂贵的冷量,在整个酮苯脱蜡过程中,冷冻用电占全装置用电的52.2%,占全套装置能耗近20%。因此,对结晶换冷系统的能量进行分析,找出不合理结构,用能量系统集成[1]对系统进行优化改造,回收昂贵冷量具有极大意义。
能量系统集成优化改进一般分设备的改进、流程的改进与换热网络的改进[2-4]。酮苯脱蜡脱油联合装置的结晶系统与脱油系统都是略高于常温或低于常温操作过程,结晶是一降温过程,脱油是一升温过程,为了节能,酮苯装置多数于80年代末进行了溶剂循环工艺改造。现以典型的采用三段逆流的一段脱蜡二段脱油工艺为例,流程如图1所示。
对于这样一个结晶与脱油的换热网络系统,要降低其公用工程量,可从以下几方面考虑:
一是提高设备的工作效率,对于酮苯脱蜡装置来讲,可以通过提高制冷压缩机效率,从而降低单位冷量的成本,包括通过略提高制冷机的进口压力,这要在换热系统的传热温差有富余或传热面积有富余的情况下实现,还包括降低制冷压缩机出口压力来实现;也可以通过提高换热系统的传热效率来实现。
二是降低稀释比。降低稀释比就减少了所需冷却的物流量,也就减少了所需的冷量,这是从根源上降低了系统的公用工程消耗,是优化应优先考虑的改进方式。
三是提高换热网络的冷量回收率。通过调整冷热物流换热匹配顺序和换热量,从总体上提高冷物流冷量的再利用,从而减少热流所需的冷公用工程量。

本文所要探讨的就是上述的第三种方法,采用能量系统集成先进的夹点技术对换热网络进行分析,提出了采用何种方法、步骤有效地提高换热网络的冷回收率,对优化后的换热网络稳定性进行了校验,并对优化后换热网络再采用工艺优化对冷热公用工程的影响进行分析。
1 现状分析
分析的系统为中国石化茂名分公司1号轻质酮苯装置的脱蜡脱油系统,其流程现状如图2。

根据标定的数据物料平衡数据,可以得到各物流的流量,再根据各种物流的比热可以计算得各物流的热容流率,结晶、脱油与密闭气换热网络所经过的物流数据如换热网络物流明细见表1。

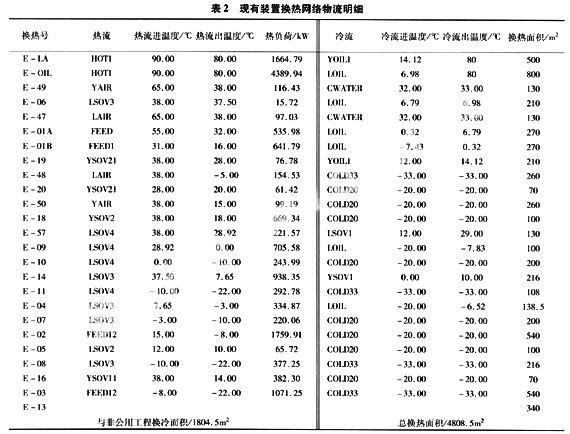
现有网络的换热器数据如表2。其中换热器E-LA与E-OIL为虚拟换热器。

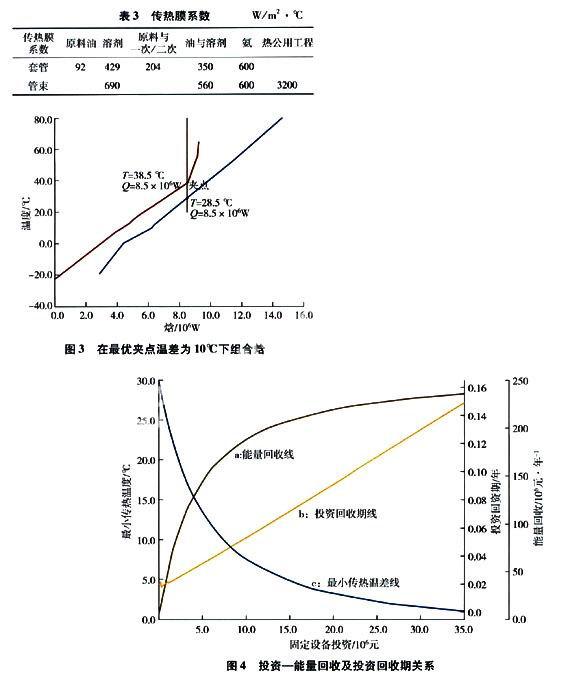
由资料[5]参考物性数据,再由传热膜系数计算公式[6]计算得传热膜系数如表3。
由此对现有的换热网络求解一组最小温差与换热面积的对应数值,在现有的换热面积4468.5 m2(E-13有340 m2未得到利用)时,冷热流最小传热温差为10 ℃。以此最小传热温差作为最优夹点温差[7]△Tmin下,得出组合焓图(见图3),夹点温度为33 ℃,目标最小冷公用工程量为2809.32 kW。
2 现有换热网络的分析与优化
2.1 最优传热温差的确定
要对换热网络进行改造,需考虑新增的换热面积与回收能量关系,此时的最优传热温差不同于现有换热面积下的最小夹点温差。最优夹点温差的确定是取得所要求的投资年限所对应的夹点温差,也可是投资较大回报率对应下的能量回收线拐点所对应的夹点温差。按给定物流数据及费用参数先计算出一组不同△Tmin下的能量值的和投资的换热面积值,由能量值的和投资的换热面积值计算出能量节约费用与换热面积的投资费用,再由换热面积的投资计算投资回收期。计算得的数值先做出能量费用节省与新增投资费用的曲线,如图4所示a线,其上每一个点对应一个特定的夹点温度。随后做出所指定的投资回收年限曲线,如图4中b线。由能量回收线出现拐点确定最优传热温差为5 ℃(见c线)。
2.2 在确定最小传热温差下分析违反夹点原则的匹配
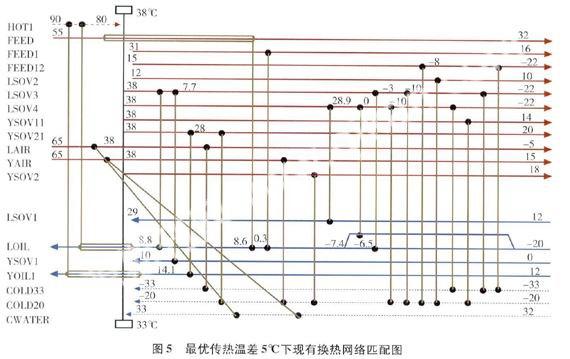
在最小传热温差为5 ℃下,我们绘得现有的换热网络图如图5。
按夹点匹配原则的热容流率准则检验:冷流脱蜡滤液LOIL的热容流率为82.798 kW/℃,冷流蜡下油液YOIL1为的热容流率为36.28 kW/℃,由于没有分流,与之匹配的热物流的热容流率都小于以上数值,违反了夹点热容流率匹配准则[8]。按夹点匹配的物流数目准则检验:夹点之下的热物流数目大于冷物流数目,符合准则,夹点之上的冷物流数目小于热物流数目,违反了物流数目准则。
2.3 消除现有换热网络中违反夹点原则的匹配
2.3.1 原料FEED与滤液换热器E-01A
原料FEED与滤液换热是一股跨越夹点的传热的物流。要消除夹点有两种办法,一是在夹点上方增加换热器,另一方法是降低夹点下方物流温度以增大传热温差。由于结晶过程中物流性质相对较为复杂,为了使结晶的蜡晶粒便于过滤,上个世纪末大量研究表明较轻原料要在没有溶剂状态下并控制冷却速度不大于80 ℃/h,使原料在过饱和下析出晶体,这样的晶体晶核不包油,在冷却至较原料熔点低15~20 ℃下加入一次溶剂。由于原料熔点大于50 ℃,所以水冷器口温度约在55 ℃,55 ℃至16 ℃的冷却过程在同一台套管结晶器E-01内完成,E-01A为E-01的上段,E-01B为E-01的下段。由于未加入溶剂的原料传热膜系数低,所以虽然原料热容流率不大,却需要较大的换热面积。因而如另增加换热面积则需增上昂贵的套管结晶器,同时改造需要的空间位置并不允许,增加换热面积虽可以解决跨夹点问题,但与实际问题产生矛盾是不理想的。
由于传热膜系数已确定,传热面积又受到了限制,因而跨夹点问题无法解决,由此分析得知在确定换热面积270 m2和不同的进出温度,可计算出一组不同约束条件下允许的最小传热温差。数据见表4,E-201B(即E-201)滤液的进口温度受限为0.94 ℃,E-01出口温度受限最低为16.7 ℃。当生产中备用流启用时E-201换热面积增加108 m2,两段各增加54 m2,此时滤液进E-01受限温度为4 ℃。

2.3.2 脱蜡滤液LOIL跨夹点问题
根据夹点匹配准则,夹点之下冷物流的热容流率要小于热物流的热容流率,要消除,可以对冷流进行分支,但如要大量对冷流进行分支,其后果一是大量增加换热器的台数,二是并联操作的难度非常大,消除的另一方法是,对热流进行合并。分析发现,三次溶剂与冷洗溶剂都由同一溶剂罐来,由不同的泵打出后经过不同换热网络后经流量控制分别去E-03出口和过滤机,两流的压力差别不大,冷却所需温度相同,具备合并条件。同样,对脱油二段冲洗、脱油一段冲洗与脱油二段稀释分析发现,这三股物流也具备合并的条件。合并后数据如表5。

从夹点处开始检查设计网络,进入夹点的冷流中,滤液热容流率最大,从热流中找最大热容流率为混合后的脱油一段冲洗、脱油二段冲洗与脱油一段稀释溶剂。由此先确定脱蜡滤液与脱油一段冲洗、脱油二段冲洗及脱油一段稀释溶剂换热,换热器号E-13。
脱蜡滤液离夹点较远的一段,从现有换热网络图(图5)中看到,进E-01前温度为-7 ℃,与限定的0.94 ℃还有620.16 kW冷量,说明冷量回收潜力还很大。原流程匹配从图5说明E-04、E-09是正确的。但E-09的传热温差过大,所以合并后的三次溶剂与冷流溶剂混流在进E-09前须得到充分换热。检查E-04与E-09的换热面积已充分得到利用,说明E-04与E-09换热面积明显不足需增加换热面积。
脱油一段冲洗溶剂需求较多冷量,脱油与脱蜡密闭气不需要较精细控制温度,因而利旧增设三台换热器E-16、E-50、E-48回收滤液中冷量。其中脱蜡密闭气要求冷却温度较低,温差低过最优传热温差,所以采用分流滤液方式达到增大脱蜡温差目的。确定了E16、E-50后,根据最小传热温差计算滤液与三次E-04、滤液与冷洗溶剂E-09能换取的最低温度。此时E-04至E-50会产生未分配完的冷量,重新计算滤液由低至高温度经过的系列换热器,确定滤液去回收系统的温度,由此可完成后续各换热器的热负荷。
2.3.3 蜡下油液YOIL1跨夹点问题
蜡下油液是另一股进入夹点的冷流,热容流率为36.28 kW,从匹配的物流中三次与冷洗混合溶剂热容流率大于它,在相同温度范围,冷流还有一次溶剂,一次溶剂的热容流率为13.03 kW,两物流热容流率与三次冷洗混流热容流率(55.84 kW)相近,按夹点原理,这种状况下可以让物流间接近垂直传热,需求换热面积最少。由此,将三次与冷洗溶剂混合物流分流,分流率与两物热容流率的比例相近。求解中可以发现,蜡下油液与三次溶剂、冷洗溶剂混合物流换热受E-01最小对流传热温差限制,换热后三次冷洗温度为21 ℃。
通过消除跨夹点问题,完成换热网络的优化,优化前后数据如表6。

夹点匹配的面积效率一般在80%以上,E-20、E-18、E-48、E-50、E-07、E-10面积效率偏低。E-48与E-50面积效率低,且都有A、B两组,取出一台E-48B与E-50B另用达到减少换热面积。
三次溶剂与冷洗溶剂优化后到氨冷却器前温度已为-15 ℃,如与-20 ℃系统氨冷却,会产生低于夹点温差问题,考虑应直接与-33 ℃的氨冷却。因而,E-07与E-10共有400 m2可取出另用。计算表明,E-07改为三次溶剂与滤液换冷后,要冷却到接近夹点温度,还缺130 m2换热面积;E-10改与滤液换冷后,换热面积还少90 m2。E-48B及E-50B两组面积满足要求。
E-13的换热面积也不足,如增大足够面积,让最小传热温差低过夹点温差,可以实现用脱蜡滤液于E-01靠进夹点段通过与E-13换热后,达到脱油二段稀释溶剂和脱油二段冲洗溶剂的需求温度。取消E-18及E-20与冷公用工程换热,将两台换热器作为E-13面积不足的补充,改与滤液换热,同时将E-18由100改大为340 m2换热器。
由以上分析可知,改造实际需新增的换热面积为340 m2,改造后总面积为5008.5 m2,实际需求面积为4285 m2,面积效率为85.5%。优化后的网络匹配图如图6。换热网络流程示意图如图7。

4 结论
(1)用夹点技术对结晶与脱油系统的换热网络分析结果显示,现有的结晶脱油系统换热网络冷量回收潜力很大,在现有网络的换热面积最大目标回收冷量为2809 kW,系统实际供应了4997.7 kW。
(2)用现有的经济数据核算了系统投资费用与能量回收的关系,数据显示,系统的夹点温差小于3 ℃,在夹点温差小于5 ℃时投资回收期趋于缓慢。在夹点最小温差5 ℃条件下,对结晶与脱油系统的换热网络优化中存在的约束条件进行了分析,对现有系统的换热网络用夹点优化,优化后需新增面积748.05 m2,所需冷公用工程由4997.7 kW降至3398.8 kW。
(3)采用面积效率系数方法进一步优化了换热器的分布,优化后需新增面积由784.05 m2降为240 m2,网络面积效率由66.06%提升至85.5%,需求冷公

用工程为3285.3 kW,较优化前4997.7 kW下降了34.26%。
参考文献:
[1] Linnoff B. Use Pinch Analysis to Knock Down Capital Costs and Emissions[J]. Chemical Engineering Progress, 1994, 8: 57.
[2] Hall S G, Ahmad S, Linnhoff B, et al. Capital Cost Targets for Heat Exchanger Networks Comprising Mixed Materials of Exchanger Types[J]. Comp Chem Eng, 1990, 7(14): 751-767.
[3] Linnhoff B, Ahmad S. Cost Optimum Heat Exchanger Networks Part1:Minimum Eenergy and Capital Using Ssimple Models for Capital Cost[J]. Comp Chem Eng, 1990, 14(7): 729-750.
[4] 姚平经.全过程系统能量优化综合[M].大连:大连理工大学出版社,1995:96-124.
[5] 宗贞兰.化工分离工程[M].大连:大连理工大学出版社,1993:332-392.
[6] 袁一,郑轩荣,樊希山,等.化工原理[M].大连:大连理工大学出版社,1993:224-236.
[7] Linnhoff B, Hindmarsh E. The Pinch Design Method for Heat Exchanger Networks[J]. Chemical Engineering Science, 1983, 38(5): 745-763.
[8] 冯霄,李勤凌.化工节能原理与技术[M].北京:化学工业出版社,1998:169-232.
[9] Liu Y A. Hands-On Training Course on Energy Savings in Petroleum Refineries and Ethylene and Chemical Plants Using ASPEN PINCH[M]. BeiJing, AspenTech Technical Service Center, 2002.
收稿日期:2008-06-23。
作者简介:黄茂生(1973-),男,高级工程师,1995年毕业于大连理工大学,2007年毕业于西安交通大学工程硕士,主要从事石油化工生产工艺技术管理与安全管理工作。
猜你喜欢
保健与生活(2021年1期)2021-02-04
中国食品(2020年13期)2020-07-29
食品与健康(2020年2期)2020-05-18
当代化工(2019年6期)2019-12-03
科技创新导报(2017年6期)2017-06-19
华夏医学(2016年4期)2016-12-12
食品与生活(2016年5期)2016-05-23
建筑工程技术与设计(2015年8期)2015-10-21
食品与生活(2015年2期)2015-09-10
中小企业管理与科技·下旬刊(2009年7期)2009-09-18