大跨度弧形H型钢桁梁制作工艺
2009-08-17 09:53王巨峰
中小企业管理与科技·下旬刊 2009年5期
王巨峰
摘要:本文介绍大跨度弧形H型钢桁梁的制作工艺,为大跨度弧形H型钢桁梁制作加工提供参考,并以工程实例说明液压冷弯技术、AutoCAD技术在解决钢构制作加工中的疑难问题的重要性,以及如何将钢构制作加工疑难点简单化,进而提高工效、降低成本。
关键词:大跨度 弧形H型钢 桁架梁 制作工艺
0 引言
随着我国铁路跨越式发展的需要,加大新建高铁、客专的建设力度势在必行,高速列车的检修、整备成为关系列车运行安全至关重要的环节,为了满足检修整备的要求,目前在国内主要大城市如北京、上海、广州、武汉相继建设了动车检修基地,随之会出现越来越多的大跨度弧形H型钢桁架梁结构形式的动车检修、整备库等大型钢结构厂房,本文通过对武汉动车段检查库屋架的制作工艺进行研究与探讨,为同类型的大型钢结构厂房的制作提供经验。
1 工程概况
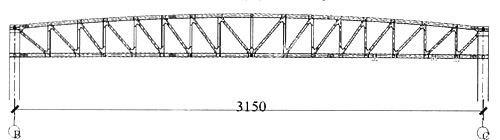
武汉动车段检查库工程中的钢柱为焊接H型钢柱,钢梁为H型钢桁架梁,钢梁的上、下弦杆及腹杆均采用热轧H型钢。厂房横向分为4轴三跨,第一跨(AB跨)为17.5米,二、三跨(BC、CD跨)均为31.5米左右。本文仅介绍31.5m大跨度弧形H型钢桁梁制作工艺。
本工程难点在于如何解决如下问题:
1.1 重点控制上下弦杆的弯制以保证上下弦弯弧后的线形。
1.2 因桁架梁的各直、斜腹杆不对称,所以各个圆弧过渡节点也不相同,而且节点腹板规格多、数量大,需采取措施实现同种规格节点腹板的互换性。
1.3 圆弧过渡节点与各直、斜腹杆对接时需平滑过渡,防止出现折线状影响美观。
1.4 因桁架梁与钢柱连接接头为现场螺栓连接,需保证桁架梁上下弦螺栓孔群与钢柱柱头上下牛腿上螺栓孔群的位置偏差。
2 为解决上述工程难点,通过技术攻关,制定如下工艺来进行加工
2.1 审查设计图,按1:1绘制实体模型,找出设计不合理以及工艺上无法实现的问题,积极与设计单位沟通。
2.2 解决图纸疑问后,进行深化设计(包括构造设计和构造连接节点设计),根据放样图绘制各构件、节点的加工分解图,为保证焊接成型后各构件长度,上、下弦杆下料时应考虑焊缝收缩量。
2.3 深化设计完成后,编制工艺规程,包括焊接工艺评定和进行焊接时的加工设备及用以保证构件外观尺寸和焊接变形的工艺装备。
2.4 工艺规程编制后,各个工序均需严格按照工艺规程进行,并按下述工艺流程实施:预处理——下料——零部件加工——拼装——焊接——涂装——编号——出厂
2.4.1 预处理:为保证工程质量,全部采用喷砂除锈。①各弦杆先喷砂除锈、涂刷底漆,然后再进行组焊;②各弦杆交汇处圆弧过渡节点先进行组焊,然后再进行喷砂除锈、涂刷底漆。
2.4.2 下料:①H型钢下料:由于各根杆件长度均不相同,将各种长度、数量汇总后统一排料,用此种方法材料综合利用率可达到97%以上,可节省大量材料,降低成本。②圆弧过渡节点下料:a为实现圆弧过渡节点与各直、斜腹杆对接时的平滑过渡,制作圆弧过渡节点时将过渡节点与各直、斜腹杆对接处延长50mm,即弧形翼缘板两端各有50mm直线段,可以保证平滑过渡,达到美观效果。b圆弧过渡节点下料成翼缘板(弧形板先下料成矩形板再采用电动液压千斤顶顶弯成弧形)和腹板(异型板),然后将翼缘板和腹板组焊即可。c异型腹板制作:因各个圆弧过渡节点均不相同,节点腹板规格多且数量大,为满足下料精度和生产能力要求,采用AutoCAD对所有种类节点腹板精确放样后,再将放样图导入数控下料机的专业配套软件进行统一排版下料,既保证了节点腹板的精度和生产需求,又节省了大量材料。
2.4.3 关键部位制作:①上下弦杆制作:a弦杆弯弧:上下弦杆在拼装前均需弯弧,先利用AutoCAD放样,再利用液压冷弯技术对热轧H型钢进行顶弯,保证顶弯后H型钢的弧线度和平面度。b热轧H型钢顶弯后,根据设计要求将定尺型钢(12m)对焊成整跨上下弦杆长度后,再根据设计长度分段,可以有效避免某个节段接头过多而消弱构件承载力。②圆弧过渡节点制作:a各块钢板在进行组装时,先在平台上对每块钢板都设置定位工装、马板用以保证同种规格节点组焊后完全相同(在误差范围内),即可实现各个节点的互换性:b因圆弧过渡节点种类、数量较多,为避免出错,节点板组焊完毕后,必须做好编号标记。③屋架梁组装、焊接:a制作桁架梁的样板平台:搭设平台,使得各个节点与平台的接触点在同一水平面上,抄平后在平台上绘出设计轴线及各弦、腹杆的边线。b复核弦杆的曲率半径是否合乎设计要求,校正时仍采用液压顶弯,严禁火焰校正。c上、下弦杆对接后进行制孔,先精确划线定位,然后制作钻模,钻孔时每块钻模使用次数不得超过5次,防止钻模使用过多产生扩孔引起孔群偏位。d将各节点板点焊在桁架梁的上、下弦杆上,再连接各腹杆并进行定位焊。e设置各腹杆定位工装。f按照设计要求制作梁柱连接节点模型,并点焊梁梁、梁柱连接板。g将梁柱连接节点模型与梁段匹配,用节点连接模型上点焊的梁柱连接板做钻模,在梁柱、梁梁连接接头处钻孔,钻孔后拆下连接板,用铁丝与其相匹配的屋架梁绑在一起,以免在运输过程中发生混乱。h梁柱连接匹配及梁段各零配件定位无误后,在焊缝两侧焊马板,防止焊缝焊接时构件变形,然后将屋架梁进行全面焊接,焊接顺序如下:先焊各节点板与上、下弦杆的焊缝,焊接时需由多名电焊工同时、多点施焊避免局部温度过高而引起屋架梁变形。一面全部焊完后翻转焊接另一面。i焊接完毕后,对各屋架梁进行涂装、编号、出厂。
3 结语
武汉动车段检查库工程大跨度H型钢桁架梁采用上述方法制作,加工过程中重点控制弦杆弧度、节点外形、焊接顺序及质量,同时加大了焊缝超声波检测力度,成品外形和焊缝质量均完全达到设计要求,且各个节段外形尺寸偏差均控制在误差范围内,可实现互换性,为现场安装提供了便利条件;各个构件、节点均可批量生产,为保证施工工期打下了坚实的基础;提高了工效,同时节省了大量材料;为今后同类型工程提供了经验。
参考文献:
[1]中国钢结构协会.建筑钢结构施工手册第200页.中国计划出版社.2002.
[2]图集编绘组.工程建设分项设计施工系列图集-钢结构工程.中国建材工业出版社.
[3]中国建筑标准设计研究所.多、高层民用建筑钢结构节点构造详图(01
SG519).
[4]中华人民共和国建设部.钢结构工程施工质量验收规范(GB50205-2001).
[5]中华人民共和国建设部.建筑钢结构焊接技术规程(JGJ81-2002).
猜你喜欢
东方教育(2016年9期)2017-01-17
中国绿色画报(2016年7期)2016-12-26
商情(2016年43期)2016-12-26