数控车削典型零件加工
2009-09-29 08:16许韶洲
企业技术开发·中旬刊 2009年5期
关键词:工艺分析
许韶洲
摘要:文章通过对典型数控车削零件加工工艺的分析,切削参数、加工指令选择,最终制定加工方案,保证加工零件的精度。
关键词:工艺分析;加工方案;进给路线;控制尺寸
中图分类号:TG519.1 文献标识码:A文章编号:1006-8937(2009)10-0155-02
随着数控技术的不断发展和应用领域的扩大,数控加工技术对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为效率、质量是先进制造技术的主体。高速、高精加工技术可极大地提高效率,提高产品的质量和档次,缩短生产周期和提高市场竞争能力。而对于数控加工,无论是手工编程还是自动编程,在编程前都要对所加工的零件进行工艺分析,拟定加工方案,选择合适的刀具,确定切削用量,对一些工艺问题(如对刀点、加工路线等)也需做一些处理。并在加工过程掌握控制精度的方法,才能加工出合格的产品。
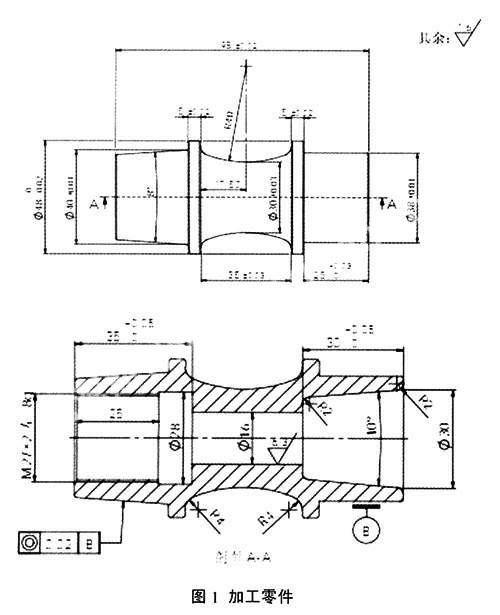
1加工零件图(图1)
2确定零件车削加工方案
零件图纸工艺分析—确定装夹方案—确定工序方案—确定工步顺序—确定进给路线—确定所用刀具—确定切削参数—编写加工程序。
2.1零件图纸工艺分析
该零件尺寸精度要求较高,有外圆锥面,外圆弧面,内锥,内槽,内螺纹等形面。精度上,外圆Φ48与Φ38等外径及长度方向尺寸精度较高。并且左圆锥面与右圆柱面具有同轴度要求,可见该零件结构复杂,适合数控加工。
2.2装夹方案
形位精度的要求确定了零件的装夹方案,从该零件可看出,需要经过多次掉头装夹才能达到要求。应先夹住左端面,除了直径Φ40的外锥及内螺纹内槽不需加工外,其它的需加工完毕。接着掉头夹住Φ38的外径加工剩余的部分。第二次装夹需以Φ38的外径及左端面定位,采用百分表找正,才能较好保证同轴度。还需注意,第二次装夹时该零件属薄壁件,易变形,夹紧力要适当。
2.3工序方案
分为四道工序:工序1,夹住零件右端,夹位为30长,加工Φ48、Φ38柱面、R40、R4圆弧、保证外径各个长度。工序2,加工Φ16、Φ30内圆柱,圆锥面、R2圆弧、保证内径各个长度。工序3,工掉头装夹Φ38×25柱面,控制总长,加工Φ40外锥面;工序4,钻螺纹底孔,加工内槽。内螺纹。
2.4确定工步顺序、进给路线及刀具
确定进给路线的工作重点,主要在于确定粗加工及空行程的进给路线,因精加工切削过程的进给路线基本上都是沿其零件轮廓顺序进行的。
进给路线泛指刀具从对刀点(或机床固定原点)开始运动起,直至返回该点并结束加工程序所经过的路径,包括切削加工的路径及刀具切入、切出等非切削空行程。
在保证加工质量的前提下,使加工程序具有最短的进给路线,不仅可以节省整个加工过程的执行时间,还能减少一些不必要的刀具消耗及机床进给机构滑动部件的磨损等。
而刀具的选择也是数控加工中重要内容之一,它不仅影响机床的加工效率,而且直接影响加工质量。编程时,选择刀具通常要考虑机床的加工能力、工序内容、工件材料等因素。如下是对该零件工步顺序、刀具的选择。
①粗车外圆表面。刀具:90°,外圆刀片,80°菱形刀片。Φ48、Φ30外圆、R40圆弧。②半精车R4过渡圆弧。刀具:Φ6圆形刀。③粗车内孔端部,刀具:三角形刀片。这道工步是为下一道工步服务,减少钻削加工变形。④钻削内孔深部。刃具:Φ16钻头。⑤粗车内锥面。刀具:55°,菱形刀片。⑥精车右端面。刀具:55°,菱形刀片。⑦精车内锥面。刀具:93°,菱形刀片。⑧精车外圆及圆弧面。刀具:93°,外圆刀片,R3圆弧车刀。⑨掉头装夹,粗、精车左端面,保证总长。刀具:55°,菱形刀片。⑩粗车Φ40外锥面。刀具:90°,外圆刀片。?輥?輯?訛粗、精螺纹底孔。刀具:93°,菱形刀片。?輥?輰?訛精车Φ40外锥面。刀具:93°,外圆刀片。?輥?輱?訛车内螺纹退刀槽及车螺纹。刀具:90°,内槽刀片及60°内螺纹刀片。
2.5确定切削用量
切削用量是衡量工作运动大小的数值,它的选择与保证工件质量和提高生产效率有密切的关系。切削用量主要包括切削速度、进给量和切削深度。切削用量大小决定着加工时间、刀具寿命和加工质量。经济有效的加工方式必然是合理的选择了切削用量。如下是对该零件切削用量的选择。
①外圆柱面。
粗车:S=600r/min F=80mm/minap=4mm
精车: S=1000r/min F=100mm/minap=1mm
②内圆柱面。
粗车:S=600r/min F=60mm/minap=3mm
精车: S=1000r/min F=80mm/minap=1.5mm
③内槽S=600r/min F=50mm/minap=4mm
④内螺纹S=600r/min
2.6指令 ( GSK980T系统 )选择
①准备功能指令GOO G01 G71 G73 G75 G76
②辅助功能指令M03 M05 M08 M09 M00 M30
③刀具功能代码T
④主轴功能代码S
3控制尺寸精度的方法
数控加工中,经常碰到这样一种现象:程序自动运行后,停车测量,发现工件尺寸达不到要求,尺寸变化无规律。这时可采取以下常用的控制尺寸的方法。
①修改刀补值保证尺寸精度。由于第一次对刀误差或者其他原因造成工件误差超出工件公差,不能满足加工要求时,可通过修改刀补使工件达到要求尺寸,保证径向尺寸方法如下:根据“大减小,小加大”的原则,在刀补001~004处修改。如用1号切断刀切槽时工件尺寸大了0.2mm,而001处刀补显示是X3.8,则可输入X3.6,减少1号刀补。②修改程序控制尺寸。如用2号外圆刀加工完上图工件后,经粗加工和半精加工后停车测量,各轴段径向尺寸如下:φ48.06mm、φ38.03mm。这时,可以采用修改程序的方法进行补救,方法为把X48改为X47.93,X38改为X37.97,这样一来,这两处外圆能达到要求。
经过上述程序和刀补双管齐下的修改后,再调用精车程序,工件尺寸一般都能得到有效的保证。
4结 语
数控车削加工是基于数控程序的自动化加工方式,实际加工中,操作者只有具备较强的加工工艺分析能力和丰富的实践技能,方能编制出高质量的加工程序,加工出高质量的工件。
参考文献:
[1] 晏初宏.数控加工工艺与编程[M].北京:化学工业出版社,2004.
猜你喜欢
山东工业技术(2017年5期)2017-03-16
科技创新导报(2016年29期)2017-03-15
中国新技术新产品(2017年3期)2017-03-07
亚太教育(2016年31期)2016-12-12
当代旅游(2016年3期)2016-05-13
企业文化·中旬刊(2015年5期)2015-06-27
科技视界(2015年11期)2015-04-23