
焊接中的变形预测
2010-03-05 06:36罗永赤
河南建材 2010年2期
罗永赤
长江大学城市建设学院土木工程系(434000)
1 概述
由于大型组合工字型截面是由钢板焊接而成,而建筑工程中的钢板焊接通常采用电弧焊。电弧焊的施焊过程是一个不均匀的加热与冷却的过程,因此在焊接完成后,一般都存在一定的焊接残余变形。对于尺寸较大的组合工字型截面,其翼缘板和腹板一般较厚,拼焊后就会有较大的焊接变形产生,在工程制作中需要采用一定的矫正方法,如机械矫正、手工矫正和热加工矫正等,对焊接后的构件进行整形处理。如果在组合工字型截面的拼焊中,采用不正确的焊接顺序和焊接工艺,就会产生过大的焊接变形,甚至可能出现焊接裂缝,从而造成工程构件在矫正过程中的矫正难度增大,甚至导致整个构件的报废。所以如何在焊接前就准确地确定和控制组合工字型截面焊接变形,就成为保证工程质量合格和建筑安全的一个关键性问题。
另外,对于大跨度的钢梁,由于有反拱的要求,如果能利用焊接变形规律,使焊后钢梁的焊接变形与工程需要的反拱值接近,就可以大大减少钢梁的矫正量,从而提高生产效率。所以在确定焊接工艺时,对工字型截面的钢梁将要发生的焊接变形需要较准确的确定。
本文对某大型工字型组合截面的钢梁施焊的焊接顺序进行数值模拟,针对不同的焊接工艺方案,对工字型组合截面的焊接变形进行了定量分析,为实际工程中准确预测构件焊接后的变形提供了参考依据。
2 工字型组合截面焊接有限元模型
2.1 模型的几何尺寸与网格划分
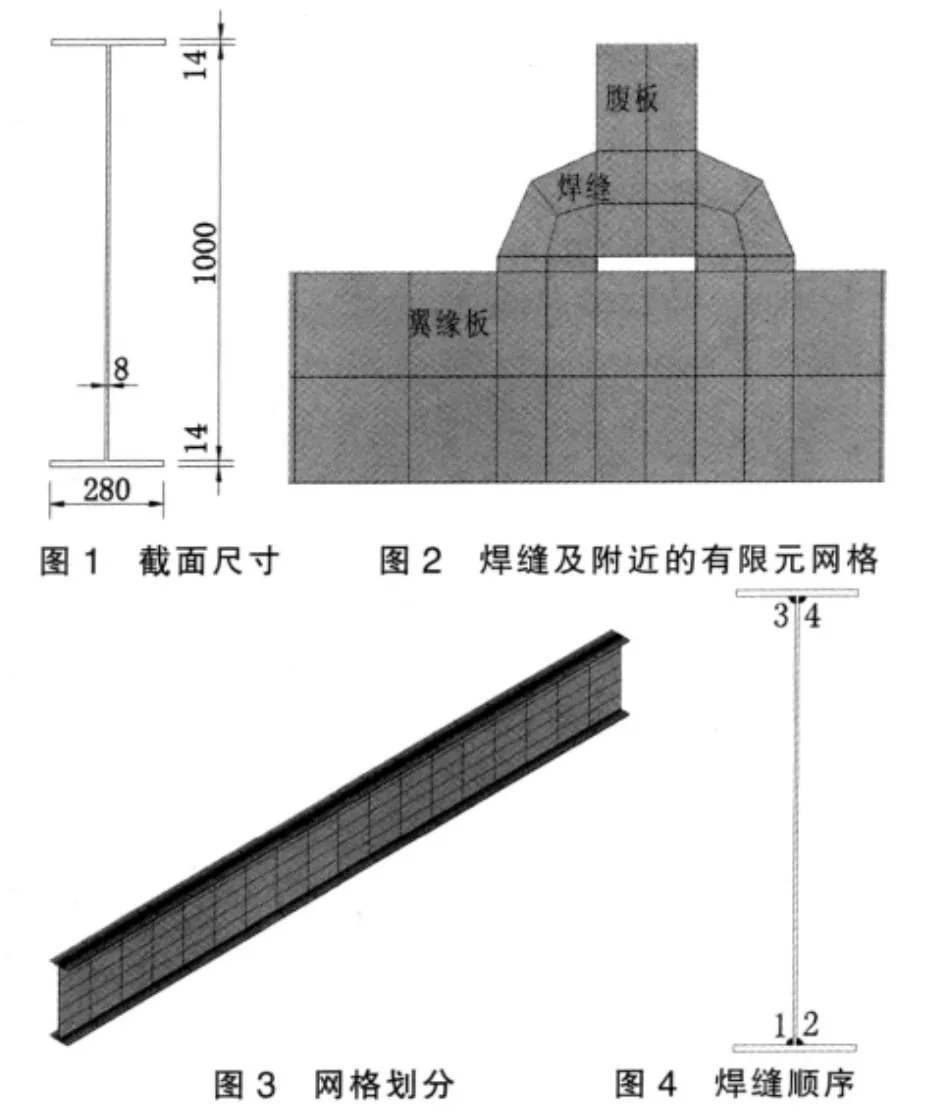
工字型组合截面钢梁长为9m,截面尺寸为1 028 mm×280mm×8mm×14mm,见图1。由于工字型组合截面是通过角焊缝将翼缘板与腹板拼接而成,所以在建立有限元模型时是将翼缘板与腹板分开,而由角焊缝的有限元模型将它们联系起来,与实际情况一致,见图2。因为实际工程的钢梁尺寸为9m,为在满足计算精度的前提下,减少计算时间,在划分网格时,对截面中距离焊缝较远部分采用了比较大尺寸的网格,对于焊缝和距离焊缝较近的部分采用了较小尺寸的网格,见图3,单元采用八节点六面体单元。
2.2 材料的特性参数
工字型组合截面的钢材为Q235钢,采用的材性参数:屈服强度=210 MPa,抗拉强度=235 MPa,材料的弹性模量 E=2.06×105MPa[1]。假定焊缝金属的热物理性能参数和母材相同,并考虑钢板的物理性能和力学性能随温度变化,参考相应文献[2],对于缺乏的高温数据进行适当的拟合。
在进行有限元分析时,采用小位移、小应变模式。材料模式为热弹塑性,屈服遵循Mises屈服条件,塑性区内的行为服从流变法则和各向同性硬化,本构关系为双线性硬化模式,其材料的力学性能随温度的变化而变化。
2.3 焊接热源模型
在模拟角焊缝焊接热源的移动时,将每条焊缝单元(图3)分成六个小时间段,通过利用单元生死的原理,对每条焊缝各小时间段内的单元逐步加热,来实现热源的移动。焊接热源是通过假设焊缝所在单元具有内部热生成来模拟,焊缝的焊接速度按实际横焊的焊接速度25 cm/min来模拟焊缝的焊接工艺过程。
3 焊接顺序方案
采用的焊接顺序方案(图4),为先下部焊缝后上部焊缝,即1→2→3→4。首先对该焊接顺序方案按传统的定性分析,采用第一种焊接顺序方案,因为先焊接1、2焊缝时,截面刚度较小,完成焊接后会有较大的反拱变形;随后焊接3、4焊缝时,因为此时截面刚度较大,焊接产生的变形较小,抵消不了焊接1、2焊缝时的反拱变形,所以完成4条焊缝焊接后,会有一定的反拱。但具体多少不能较准确的确定。
4 数值模拟结果与分析
通过数字分析可以得到,焊接顺序方案中,即1→2→3→4;各阶段焊缝变形的分析结果见图5。
在完成焊缝1时,产生较大的反拱弯曲变形与侧向变形;完成焊缝2后,侧向变形减小,但反拱弯曲变形变大;完成焊缝3后,出现反方向的侧向变形,反拱弯曲变形有一定减小,但减少不多;完成焊缝4后,侧向变形减少,同时反拱弯曲变形也有一定减小。总体看,在施焊中,要注意焊缝3时的反方向变形给施焊带来的困难。
5 结论
对组合工字型截面钢梁的焊接全过程进行数值分析后,得出了每条焊缝在施焊中的变形量的大小,为获得高品质的焊缝提供了依据,解决了钢结构加工厂在制作钢梁中无法预测焊接的变形的大小的问题,尤其是预测以前没有加工过的异形构件的焊接变形的大小。同时,把对焊接质量的控制,转到对焊接过程中的变形预测与应该采取的对策上。在这个焊接方案中,焊缝3的侧向变形的反向问题将引起钢梁产生一定程度的扭转,需要在焊接过程中采取相应措施,如注意控制焊接过程的输入热能或更改其他的焊接顺序。
[1]GB50017-2003,钢结构设计规范[S]
[2]罗永赤.钢管相贯节点焊接残余应力与热损伤的非线性有限元分析[J].焊接学报,2007(3)
猜你喜欢
北京航空航天大学学报(2021年4期)2021-11-24
新商务周刊(2019年10期)2019-12-21
商品与质量(2019年38期)2019-04-18
中国建筑金属结构(2018年4期)2018-05-23
汽车实用技术(2016年1期)2016-12-24
光学精密工程(2016年3期)2016-11-07
通信电源技术(2016年1期)2016-04-16
西北工业大学学报(2015年1期)2016-01-19
广西科技大学学报(2015年4期)2015-02-27
河南科技(2014年15期)2014-02-27
