
三坐标测量机测头的校正方法和误差分析
2010-05-28 12:27喻彩丽
浙江科技学院学报 2010年6期
喻彩丽,郑 军
(浙江科技学院机械与汽车工程学院,杭州310023)
测头系统是CMM测量系统的主要组成部分,根据测头与被测表面的空间位置,可将其分为接触式与非接触式两大类。浙江科技学院机械与汽车工程学院实验室中的意大利Hexagon旗下DEA的移动桥式坐标测量机带有TP类触发式测量头。为提高测量系统的精度,需对测头系统进行误差分析和测球半径补偿。
测量头作为测量传感器,是坐标测量系统中非常重要的部件[1]。三坐标测量机的工作效率、精度与测量头密切相关,没有先进的测量头,就无法发挥测量机的卓越功能[2]。坐标测量机的发展促进了新型测头的研制,新型测头的开发又进一步扩大了测量机的应用范围。按测量方法,可将测头分为接触式(触发式)和非接触式两大类。触发式测量头又分为机械接触式测头和电气接触式测头,非接触式测头则包括光学显微镜、电视扫描头及激光扫描头等。本文讨论的重点为触发式测头。
1 三坐标测量机的接触式测头测量原理
TP是接触式结构三维测头,由测头体、测杆、导线组成。测头体内部结构如图1所示,这是一个弹簧结构,弹力大小即测力。由3个小铁棒分别枕放在2个球上,在运动位置上形成6点接触。在接触工件后产生触发信号,并用于停止测头的运动。在测杆与工件接触之后,再离开时弹簧把测杆恢复到原始位置。测球恢复位置精度可达到1μm。TP是接触式测头,其功能是在测尖接触表面的瞬间产生一个触发信号,因此其内部为一微开关电路。测头体与测杆内部弹簧结构连接,在复位状态(未接触表面)电路导通。一旦测尖接触表面,测杆偏离复位状态,电路截止,形成一个触发信号。在此瞬间可以记录各个坐标位置,从而实现对工件测量。
对于CMM 测量机,影响测量精度的测头性能参数为:测力、测量速度、测杆长度和测量方向。测头的测力(和测杆连接弹性元件的预紧力)与测量精度有关,测力越小,精度越低,测力越大,精度越高,测力大小可以调节。测头的输出和测量速度也有一定的关系,测速应限定在一定范围内。TP测头测量速度范围为5~30 mm/s,并应保持测量速度均匀,以保证测量精度。测杆长度,由于测杆具有重量,测杆增长时,相当于重力增大,从而对测头精度产生影响[3]。所以,在微米级范围应使用短测杆,在0.01 mm可以使用加长杆。测量方向,测头虽然可以在周向360°测量,通常,测量方向与测量表面的法线的方向不应超过±45°。因此,对给定的待测量面型,测尖方向应随表面曲率变化而变化。

图1 PT测头内部结构Fig.1 PT-probe structure
2 测球直径的校正和误差分析
用CMM进行零件测量,理论上,测头的球半径应为零,测头和工件接触为测头中心。得到的数据是测头中心的坐标值,而非测头与被测件接触点的坐标值。但实际上,测头有一半径,从而需要对测头直径进行校正,即进行测头球心轨迹曲面域和测头半径补偿[1]。
2.1 测球直径的校正方法
一般来说,三坐标测量机的测头校正较为简单,最先校正的测针作为测针组坐标的原点[4]。如图2所示,用测尖对标准球进行测量(通常测5点),在球极上测一点,球赤道面上均匀测4点。对于高精度的测量,采用9点,即在球极上测一点,球赤道面上均匀测4点,球极和球赤道面之间的中间面上再采4点。
通过对标准球的测量,测球半经得到了补偿,如图3所示,测头中心值为P(X,Y,Z),接触点值为P′(X′,Y′,Z′),测点坐标值从P 到P′进行了补偿 。


2.2 测头直径校正的误差分析
测头校正是保证测量精度的基础,在测头校正过程中引起的误差主要因素有:测杆的弯曲变形、测头校正时触测点位置、测力、触测速度和探测距离等。测力越小,精度越低。应选用一定的测力和测速进行测量,同时选用合适的探测距离,以保证测量精度。这里就测杆的弯曲变形和测头校正时触测点位置对测头半径补偿误差作详细讨论。
2.2.1 测头校正时触测点位置对测头半径补偿误差的影响
如图4所示,测针轴线与被测面法线的夹角α越大,误差越大。


图4 补偿误差计算示意图Fig.4 Calculabe diagram for compensating error
可见,当测针轴线与被测面法线的夹角α=0时,测球半径补偿误差 Δ也为0。
在测头校正测量时,应尽可能使测针轴线与被测面垂直,使测头沿着被测表面的法线方向移动,以减小测球半径的补偿误差。这点可以从表1的几组校正及测量数据的对比中可以看出来,数据是在不同位置用同一测针测量对比的结果。
由表1可见,校正时测头在不同的触测位置测量会产生不同的结果,当测针轴线与被测面法线的夹角α=0时,测量结果最好,而在其他位置测量结果较差。
2.2.2 探针长度对测头半径补偿误差的影响

表1 不同位置标准球直径的测量结果Table1 Measurement outcome of diameter of standard ball in different location
测针在测量时,使用的测杆越长,则测头产生的弯曲和偏斜就越大。由图5可知,因为实际测量时,除了测头体安装时产生的轴间平移,还有轴(测杆)会发生倾斜,所产生的测头半径补偿误差 Δ=L sinα(L为测杆长度,α为测杆倾角),误差Δ与测杆的长度和角度成正比,笔者用一测针在校正后对标准球进行测量比较,测量结果见表2。由表2看到,随测针长度的增加,其偏差也随着增大。因此,在测量过程中,要求测头的刚性和动态性能达到最佳的程度,保证一定的测量精度。
2.3 测头直径校正要点
通过测针直径的校正,测头在测量时对触测延时和测针的变形起到补偿作用,因为测量机在测量过程中测量软件对测针宝石球半径进行了修正(把测针宝石球中心点的坐标换算到触测点的坐标)[5],为保证测量精度,在测针校正时要做到以下几点:
1)测座、测头(传感器)、探测杆、标准球要安装可靠,牢固,保证测座中心轴和测头中心轴的同轴度,必要时用千分表在高精度圆柱体外围打表,然后对同轴度进行调整。
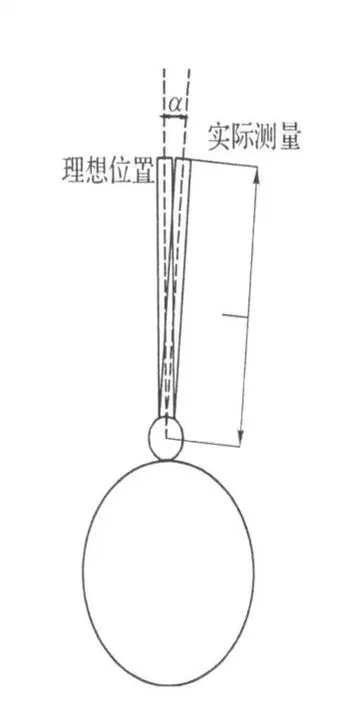
图5 实际测量产生倾斜Fig.5 Tilt in actual measurement
2)校正测头时的测量速度应与测量时的速度一致,所以应该采用自适应测量方式。注意观察校正后测针的直径是否与以前同样长度时的校正结果一致,如果不一致,相差悬殊,则要查找原因,重新校正。要重复进行2~3次校正,观察其结果的重复程度。
3)如果测量时需要用多个测头角度、位置或不同测针长度的测头,在所有测头都安装好的情况下,在测量前一次把所有测头都校正好。并且一定要检查校正效果(准确性)。方法是:用校正后的全部测头依次测量标准球,观察球心坐标的变化,如果有1~2μm变化,是正常的。如果测量结果不一致,则要检查测座、测头、加长杆、测针、标准球的安装是否牢固,找出原因重新校正。

表2 不同测杆长度标准球直径的测量结果Table 2 Measurement outcome of diameter of standard ball for different length
3 结 语
CMM测量机除了机械本体外,测头是测量机达到高精度的关键。正确选择和使用测头是影响三坐标测量机测量精度的重要因素。测头尺寸和测针有效工作长度的选取取决于被测工件。在任何情况下,测针的刚性和测球的球度都是不可或缺的。即在同等精度指标下,测头端部的测球直径D与测杆长度L的比值D/L越大,其性能越好[6]。因此,在可能的情况下,选择球头直径尽可能大、测杆尽可能短的测针,以获得最佳的有效工作长度和测针刚性,提高测量精度。
[1] 虞钢,虞和济.集成化激光智能加工工程[M].北京:冶金工业出版社,2002.
[2] 崔州平.三坐标测量机动态误差与测球半径补偿误差的研究[J].工具技术,2009,43(5):106-108.
[3] 海克斯康测量技术(青岛)有限公司.实用坐标测量技术[M].北京:化学工业出版社,2007.
[4] 李凯.三坐标测量机探针校准的误差分析[J].物理测试,2004(4):23-25.
[5] 叶震宇,王国民.触发式测头校正原理和注意事项[J].计量技术,2006(6):58-59.
[6] 王红敏,孙殿柱,张志诚.基于CMM的曲面检测技术与测头半径补偿[J].工具技术,2006,40(10):77-80.
猜你喜欢
科学技术创新(2022年34期)2022-12-07
仪表技术与传感器(2022年7期)2022-08-30
内燃机与配件(2022年2期)2022-01-17
国学(2020年1期)2020-06-29
制造技术与机床(2019年6期)2019-06-25
中国设备工程(2019年20期)2019-01-19
中国医学影像学杂志(2018年9期)2018-10-17
新商务周刊(2017年6期)2017-12-27
中国港湾建设(2017年11期)2017-12-19
摄影之友(影像视觉)(2017年10期)2017-11-07
