Q345qC桥钢埋弧自动焊接技术的应用
2010-06-12 03:59赵保明
山西建筑 2010年24期
赵保明
Q345qC桥钢属于低合金高强度特种钢材,对焊接工艺要求高,焊接难度大,手工焊接虽然灵活性好,但效率低,埋弧自动焊工作效率高,但工艺参数要求复杂,各个数据牵涉因素较多,因此,要将二者结合起来,具有相当的困难。
本技术主要根据钢材的特点,结合埋弧焊的工艺要求以及国家关于钢结构焊接标准要求,经过理论设计,实际操作,反复试验,工艺参数的调整,到质量检验,总结出一套完整的,可操作性很强的Q345qC桥钢自动埋弧焊新技术,克服了传统手工电弧焊的弊端,发挥了自动埋弧焊的优势,提高了生产效率,保证了焊接质量,在工程实践中得到了很好的应用,取得了良好的效果,本文阐明了坡口的制作,焊接工艺参数的确定,相关制约因素,以及最后达到工程要求的质量标准,为今后Q345qC桥钢的自动埋弧焊总结出了成功经验,创造了很大的经济效益和社会效益,并填补了阳泉市一项空白。
1 课题的提出
随着阳泉市建桥工业的不断发展,钢桥以其独特的优势涌入桥梁建设势在必行,然而钢桥使用的材料,必须是强度高、抗震性好,具有良好的工艺性能,这就是造钢桥的专用特种材料——桥钢。另一方面,根据桥梁的承载状况,钢材的厚度、耗钢量、焊接量很大,而且质量要求高,传统的手工电弧焊已远远适应不了工程的需求,必须用新的方法,新的技术进行施工,于是在上级领导的支持下,成立了由领导、工程技术人员、有关焊接专家、操作技术工人共同组成的攻关小组,进行特种钢材的自动埋弧焊新技术实验研究,并付于实际工程。
2 Q345qC桥钢的特性
桥梁用结构钢是由建筑用热轧碳素钢制成,其屈服强度为345 MPa,其化学成分为C≤0.20%,Si≤0.60%,Mn:1.00%~1.6%,P≤0.035%,S≤0.035%,同时还会有Y,Nb,Ti,N等微量元素。其碳当量为0.43%,其力学性能屈服点 S≥345 N/mm2,抗拉强度b≥510 N/mm2,伸长率 S5≥21%,V形缺口冲击功不小于 34 J,以及 180°弯曲,试验合格,表面质量不应有裂纹,气泡,结疤,折叠,夹渣。其主要特点:焊接热影响区有明显的淬硬倾向,焊后于800℃~500℃,冷却速度越大,淬硬越严重,由于出现低塑性马氏体组织冷裂纹敏感性增加,接缝区含氢量增多,结构刚性增加产生冷裂纹的倾向亦增加,输入焊件线能量不可过低(焊接电流小,焊接速度高),否则热影响区的淬硬组织易产生裂纹,而线能量过高,晶粒粗大,接头塑性降低。
针对以上特性,对于手工电弧焊则可选塑性、韧性好的低氢焊条,而对于自动埋弧焊来讲,则需要在焊剂和焊丝上考虑诸因素。
3 埋弧自动焊工艺
埋弧焊是以裸金属焊丝与焊件(母材)间所形成电弧为热源,以覆盖在电弧周围的颗粒状焊剂及其熔渣做保护的电弧焊方法。焊丝由送丝机构连续送入电弧区,并熔化为焊缝填充金属。其优点是:1)焊缝质量高。2)生产效率高。3)劳动条件好。其缺点是:1)只能适用于水平面俯位接缝焊接。2)只适用于长焊缝焊接。3)电弧弧柱电位梯度较大。焊接冶金过程的特点:1)电弧和焊接熔池在熔化了的焊剂所形成熔渣包围下获得可靠渣保护,有效地防止了空气的入侵,因而获得良好的塑性。2)焊剂中不含碳的成分、冶金过程会造成碳元素烧损,因而必须控制焊丝中的碳元素。3)脱氢高温反应时能生成不溶于熔池的HF和OH,所以能够达到去氢的目的。
4 焊接材料的选择
1)焊丝的选择。考虑强度要与母材匹配,同时考虑与焊剂的匹配,所以确定选择焊氢 10锰2,H10Mn2,C≤0.12,Mn:1.5~1.9,其化学成分与母材相近。
2)焊剂的选择。即考虑母材焊接需要低氢,又要考虑与焊丝匹配,所以选择烧结型SJ101,其属于碱性(氯碱型),适合焊接重要普通低合金结构钢,焊剂颗粒度为10目~60目,电流种类,交、直流均可,使用前焙烘350℃/2 h。
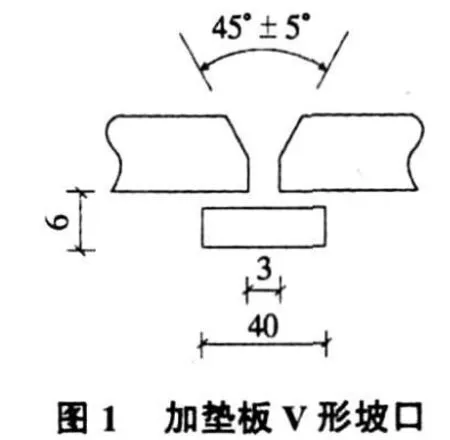
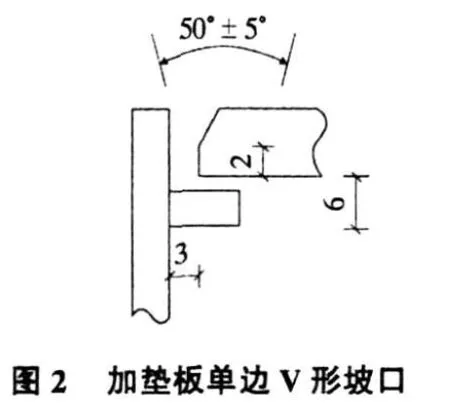
3)坡口的选择。接头的设计和坡口的选择取决于焊件的结构形状和板厚,接头的力学和冶金性能要求,以及施工条件等,根据国家标准GB 985规定和施工实际情况,对接接头采用加垫板V形坡口,见图1;角接接头采用加垫板单边 V形坡口,见图2。


坡口的制备:用XBJ-9铣边机,进行机械切削。对于较长构件,采用火焰切割后用磨光机打磨氧化层,直至有金属光泽。
4)焊接工艺规范的选择。焊接工艺规范决定着熔池形状和焊缝的形状。焊缝的形状是焊缝熔化区横截形状,一般以熔深H,缝宽B和余高a三个参数表征,其直接决定着焊接的质量,焊缝成型的基本规律,由焊接电流,电弧电压和焊接速度等因素决定,即埋弧自动焊的规范参数,其基本规律见图3~图5。
由图3~图5可见,选择焊接工艺规范是由多方因素决定的,通过理论计算和反复实验确定的结果见表1。

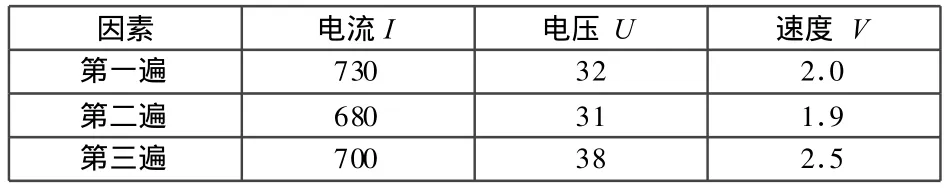
表1 经理论计算和反复实验的结果
5 焊接质量的检验
根据钢结构工程施工质量验收规范,对焊缝进行100%超声波探伤和20%的X射线拍片检验,开始试验阶段,第一遍打底有未焊透现象,未焊透部分有夹渣,查找分析原因是电流偏小,熔深不够,而电流过大又容易将衬板烧穿,后经过反复调整,克服了缺点,焊缝形状也很理想。在施工过程中,进行实时探伤检验,也发现有个别超标缺陷,经现场分析原因,是由于电网电压波动影响焊接电流所造成,进行局部返修,最终焊接工程质量达到设计和验收规范要求,合格率100%。
6 典型代表工程,经济效益和社会效益
阳泉市四矿口大桥为阳泉市跨越桃河的一座标志性景观桥梁,造型新颖,寓意深远,主桥采用2跨,共 81 m,下承式拱桥,跨径39.5 m,拱高10.97 m。
主纵梁:2根,为钢箱梁结构,梁高2.0 m,宽1.5 m;
端横梁:4根,长16 m,1.2 m×1.2 m。
采用本方法焊接角焊缝940 m,对接焊缝300 m,焊接后均采用超声波探伤和X射线拍片检验。
经济效益:整个大桥的工程量,焊接点有很重要的比重,焊接工作量所起的经济效益是很大的,粗略计算达248 000元之多。
社会效益:本技术在阳泉市的焊接界尚属首例,山西省这样的钢桥亦为数不多,因而为今后的Q345qC桥钢焊接起着至关重要的作用。
7 结语
在各级领导的支持下和工程技术人员,具体操作工人的共同努力下,成功的解决了Q345qC桥钢的埋弧自动焊技术,并应用于实践中,取得了明显的经济效益和社会效益,从技术上解决了各种难点,不仅推进了工程进度,并保证了工程质量。本文从实践中总结出了各种技术参数,适用性强,可操作性强,具有极高的推广价值,为阳泉市今后的钢桥建筑奠定了良好的基础,本技术打破了传统的手工焊技术,发挥了埋弧自动焊的自身优点,工作效率高,焊接质量好,并结合特种钢材的特点总结了一整套完整的焊接工艺参数。
[1] 李 标.爆炸焊施工的探讨[J].山西建筑,2009,35(14):138-139.
猜你喜欢
今日农业(2021年13期)2021-08-14
娘子关(2020年6期)2020-12-09
今日农业(2020年14期)2020-08-14
娘子关(2020年3期)2020-06-11
现代制造技术与装备(2018年8期)2018-09-25
电焊机(2016年8期)2016-12-06
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年8期)2015-07-18
焊接(2015年8期)2015-07-18