
MES蓝图设计与系统实现
2010-07-09 11:30胡国金刘跃华
制造业自动化 2010年7期
胡国金 ,刘跃华
(1. 广东科达机电股份有限公司,佛山 528313;2. 电子科技大学 中山学院,中山 528402)
0 引言
离散型装配制造业的普遍特征是BOM结构和工艺加工过程非常复杂,由于该类企业大多具有面向订单设计、生产以及多品种、少批量的特点,尽管很多企业已使用了ERP系统,但上层计划并不能及时准确传递到执行层,导致计划与执行严重脱节,再加上各种插单、急单、撤单、各类资源短缺的现象时有发生,致使生产过程难以控制、在制品居高不下、劳动生产率难以快速提高。
本文以某一离散型制造业为背景,首先简要介绍了离散性制造业MES系统的蓝图设计,然后重点分析研究了实现蓝图设计的基于RFID技术的MES系统,包括RFID技术、终端及基站设计技术、网络通讯技术、接口设计技术、系统功能模块及系统实现原理,以及系统实施后取得的经济效益。
1 MES系统蓝图设计要点
MES项目实施也与其它信息系统项目实施一样,需要经过现状调研、蓝图设计、系统实现、基础数据准备和上线切换运行五个实施环节。MES项目实施前,需全面深入了解企业,通过调研、会议、培训、讨论等手段,从组织架构、岗位职责、现状流程、生产组织模式、工艺加工特点、单据报表、车间软硬环境、目前存在的问题及业务需求等角度,对实施企业的业务现状进行全面分析和调研,然后在此基础上,结合MES系统自身的技术特点,功能模块,实现方式,绘制基于RFID技术的MES实施后企业的业务蓝图,包括未来的组织架构及岗位职责、未来的生产组织模式、未来的业务流程、接口设计、二次开发、基础数据准备及上线切换策略等。其蓝图设计的要点如下:
1.1 未来的生产组织模式及未来的业务流程
MES系统实施前,销售接单后直接下达给生产部,由生产主管按产品大类分派给各产品计划员,各计划员在ERP系统中录入MPS计划,经过MRP运算后生成采购外协计划和生产计划,生产计划转生产订单后按工作中心下达给车间调度,车间调度再根据工作中心分派给班组长,班组厂最后分派给操作工。
MES系统实施后,根据基于RFID技术的MES系统自身的技术特点和功能,未来的四级计划管理体系将精简为一级,其计划管控能力将明显提高。如图1所示。
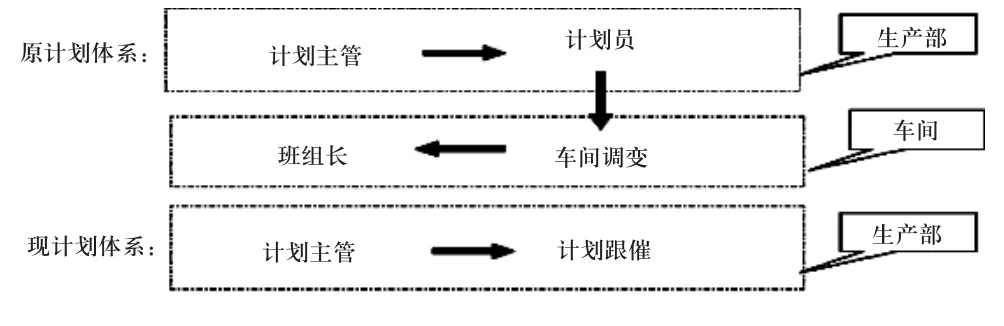
图1 MES系统未来的计划模式
RFID技术、无线智能终端及集成接口等技术的应用,将彻底改变目前的业务运行方式、加快物流速度、提高信息的透明度、规范企业尤其是车间层的日常管理流程、提高计划执行效率。未来每个流程均由流程目标、关键流程节点描述、流程与岗位关系图、单据报表、基础数据、接口需求、规章制度、信息系统需求及其他需求共九大环节组成,其未来总流程如图2所示。

图2 MES系统未来的流程总图
1.2 接口需求
为全面实现MES与现有信息系统(ERP、PDM、CAPP)的集成,实现信息的实时、动态数据交换,还需建立与现有信息系统的接口,包括生产订单、工艺路线及BOM、库存、设备、工作中心及员工、报工及入库、报工冲消及入库冲消等,如下表1所示。
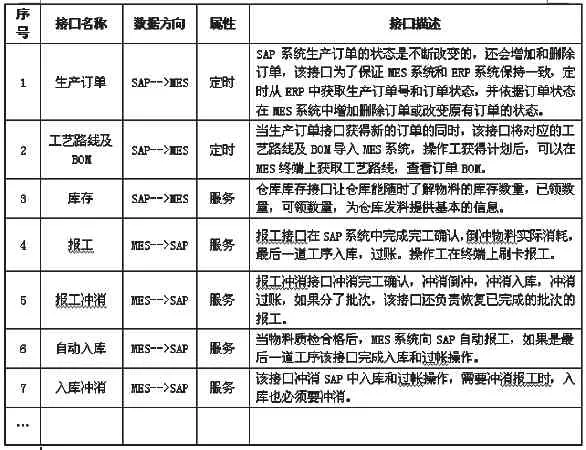
表1 MES系统未来接口需求
2 基于RFID技术的MES系统实现
2.1 RFID技术、智能终端及基站设计
RFID技术:即射频识别技术(Radio Frequency Identication ,RFID),是通过电磁波的感应或传播来进行电子标签与阅读器之间的数据通讯,它具有体积小、非接触、可重复利用、唯一ID号、安全性好、不怕污染、识别方式灵活等特点。
智能终端设计及基站设计如图3及图4所示。

图3 智能终端设计
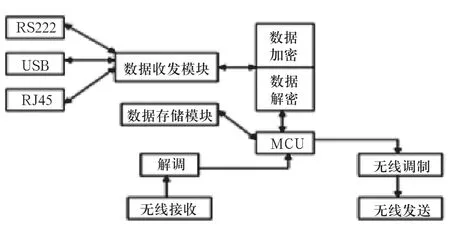
图4 基站设计
2.2 MES系统无线通讯网络设计
通过具有该RFID技术的智能终端(IDT)及无线通讯技术(433M),与基站通讯,而基站又通过车间屏蔽电缆线与车间工作站上的多串口卡相连,即可在环境比较恶劣的离散性制造业车间构成与上层信息系统(如ERP、PDM、CAPP等)所基于的企业局域网进行互联,形成MES系统的无线传输组网环境,与上层信息系统完成数据的集成与共享。如图5所示。

图5 MES网络拓朴结构图
2.3 MES系统接口设计
接口程序由ERP接口函数、MES接口调用服务程序、MES接口调用客户端三部分组成,可满足定时和实时两种请求服务,如图6所示。
2.4 MES系统功能模块设计及系统实现原理

图6 MES系统接口设计
MES系统(即制造执行系统),由管理程序、计划服务程序、通讯程序、数据库及接口程序五个大功能模块构成,它的原理是通过智能终端采集数据,通过通讯程序的轮循,将车间数据(报检、报工、设备维修申请等)采集到MES系统的数据库,形成数据的“上传”;通过接口程序轮循将上层信息系统(ERP)的生产订单、物料、BOM、工艺路线、库存等数据,抓取到MES系统的数据库,形成数据的“下达”,从而完成MES系统与ERP系统信息的“上传下达”。
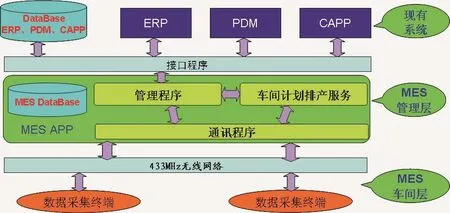
图7 MES功能模块与实现原理
MES系统是通过“推拉”结合的方式进行工作的,首先将日计划按工作中心“推”给各班组,然后再由各班组的操作工刷卡将任务以“拉”的方式从工作中心获取,经过刷卡取计划、首工序配卡、刷卡预报工、刷卡报检、中间跨车间工序刷卡转运、外协工序刷卡转出及转入、最后一道工序入库后回收卡等,完成物料跟踪卡的管理及一个计划的执行,如图7所示。
3 MES实施后取得的经济效益
该MES系统在某离散性陶瓷机械装配制造业实施后,取得了较好的经济效益,如提高了物流速度、提高了劳动生产率、提高了产品质量、减少了在制品、减少了加班时间、提高了信息透明度、实现了计划动态实时管理及计划的“上传下达”,其产生的效益如表2所示:

表2 MES实施后产生的经济效益
[1] 桑顿,游占清,戴青云,陈淘,刘春联,译.无线射频识别系统安全指南[M].电子工业出版社,2005.
猜你喜欢
中国自行车(2022年6期)2022-10-29
智能制造(2021年4期)2021-11-04
纺织科学研究(2021年7期)2021-08-14
小学生学习指导(中年级)(2018年11期)2018-11-29
农村农业农民·B版(2018年11期)2018-01-28
中国老区建设(2016年12期)2017-01-15
中国卫生(2016年9期)2016-11-12
小学生·新读写(2016年5期)2016-05-14
中国卫生(2015年12期)2015-11-10
奥秘(2014年8期)2014-08-30
