碗米坡水电厂AGC控制策略改进
2010-07-14 15:44胡晓阳龚传利
水电站机电技术 2010年3期
胡晓阳,龚传利
(1.湖南五凌电力有限公司,湖南长沙410007;2北京中水科水电科技开发有限公司,北京100038)
0 引言
自动发电控制(简称AGC)是现代化水电厂必备功能,水电机组启停和调节速度快的特性,使水电厂AGC在电力系统调峰中担任更为重要的角色。但水电机组参与AGC运行后由于负荷调节过于频繁导致机组磨损严重,如何减少机组磨损、提高水电厂运行效率是完善合理的AGC控制策略需要优先考虑的内容。
碗米坡水电厂装机容量为240MW,单机80MW,电厂AGC功能于2005年12月正式投运参与湖南省调调节,在运行过程中由于机组在参与调节的过程中频繁跨越振动区,出现调速环抗磨块磨损严重、真空破坏阀故障、导叶套筒漏水、调速系渗漏点增多等问题,对机电设备安全运行影响较大,同时,部分机组为了躲避振动区,长时间处于低效率区运行,耗水率明显增加。除此之外,因负荷分配需避开机组振动区和气蚀区,AGC调节精度和速率达不到考核要求,受到调度考核,影响了电厂的效益。
针对上述问题,碗米坡电厂通过成立研发小组,深入研究AGC调功策略,多方咨询、沟通,并通过对AGC调功策略优化调整,有效地解决了长期存在的机组效率不高、AGC调节品质较差等问题,提高了机组的运行效率并避免了调度的考核,实现了电厂与电网的双赢。
1 改造前AGC系统的基本情况
1.1 调功策略
碗米坡水电厂AGC投运初期所设定的AGC功能策略如下:
(1)AGC负荷分配原则
AGC软件读取省调有功设定值后,减去未加入AGC机组有功实发值,剩余负荷加入AGC联控机组间平均分配。


式(1)、式(2)中PAGC为参与AGC联控机组总的给定有功值;
P为省调给定全厂有功值;

n为参与AGC联控的机组台数;
Pi为第i台机组有功分配值。
式(1)代入(2)得出参与AGC机组有功分配值。
(2)躲避振动区策略
为了避免机组频繁跨越振动区,在分配有功时,当机组有功分配到振动区时,判别机组是跨到振动区的上限还是跨到振动区的下限,以振动带作为判据,即当机组运行在振动区上限以上时,如果分配的有功处于振动区,只分配到振动区上限,反之,当机组运行在振动区下限以下时,如果分配的有功处于振动区,则只分配到振动区下限。
1.2 AGC运行存在的问题
(1)调节品质达不到考核标准
由于AGC调节品质较差,2007年被考核15次,共计扣罚电量30万kW·h。AGC因避开运行禁区,调节精度达不到考核标准。AGC调功策略按避机组振动区(20MW~50MW)与气蚀区(0~15MW)运行,当AGC指令落入机组运行禁区时不执行,AGC调功精度便达不到考核标准,省调要求调节精度是3MW。省调对我厂要求的调节速度为64MW/min,测试表明我厂AGC减负荷调节速率符合湖南电网AGC调节速率考核要求,而加负荷速率偏缓。
(2)对设备健康损害较大
①负荷频繁调整,加速了机组转动件磨损。2007年1月1号机组检修时,发现水轮机顶盖抗磨板磨损严重,抗磨板固定螺栓剪断48个,并造成控制环滑动接触面损坏,检查2号、3号机,也存在类似情况,2007年电厂紧急追加35万元技改资金进行了处理。另外由于负荷的频繁调整,水轮机主轴密封压盖内水压波动较大,使密封圈起伏状态多变,使用寿命缩短。密封圈设计使用寿命为2万h,机组AGC未投运时,2年内未进行更换,AGC投入后,每年机组检修时均发现密封圈损坏,进行了更换,目前未满一年,便在运行中出现异常情况,使机组等效可用系数降低。
②机组AGC功能未投入时,1号机调速器压油泵启停间隔时间平均为56min,2号机为73min,3号机为90min。AGC投入后,压油泵启停间隔时间平均为6min,最短时仅为1.75min,三台机情况基本相同。由于调速器压油泵运行间隔缩短,引起电机发热过载,压油泵动力电源开关跳闸事件时有发生。
③由于负荷调整平均每分钟达4次以上,造成调速器系统管道法兰密封垫冲坏、反馈装置失灵、漏油点增多、接力器节流阀杆脱落和导叶轴套漏水等缺陷发生。目前我厂1号~3号机导叶套筒均出现了漏水现象,须待机组检修时才能进行该缺陷的消除工作。
④机组负荷频繁调整,转轮室流态不稳定,造成转轮叶片出现汽蚀,3号机真空破坏阀控制弹簧折断。
(3)运行效率低
由于机组长期在低负荷范围内运行,机组运行效率低,耗水率增加,所造成的水量损失相当严重,2006年全年发电负荷率仅为53%,耗水率高达11.93m3/kW·h。
2 AGC控制策略优化方案
针对上述存在的问题,我们对控制策略进行了优化。
2.1 基本原则(按照优先级从高到低排列)[1]
(1)机组不能运行在振动区;
(2)减少跨越振动区的次数;
(3)当给定总有功大于实发总有功时,机组尽可能不减负荷;当给定总有功小于实发总有功时,机组尽可能不增负荷;
(4)机组负荷不能频繁调节(小负荷变化由一或两台机调节);
(5)优化效率。
2.2 缩短AGC运行周期
AGC运行周期可以通过人机界面设置,该参数决定电厂AGC对于省调指令响应速度,省调希望越快越好,但对于电厂来说响应过快导致机组调节过于频繁。通过与省调的多次沟通与协商,现已将AGC运行周期由原15s缩短为10s,兼顾了省调要求和电厂利益。
2.3 优化LCU调功程序
在投产初期,机组LCU调功参数中未考虑AGC系统调节速度的问题,机组减负荷能够准确执行到位,但加负荷时,每台机总存在2MW左右的偏差,通过对调功程序进行分析,对机组调功程序中的增负荷参数及调功最大脉冲时间进行调整,解决了机组加负荷时调功偏差大于设定死区的问题。
碗米坡电厂机组调功以给定脉冲功能块PWM进行调功,具体的脉冲方式如图1所示。
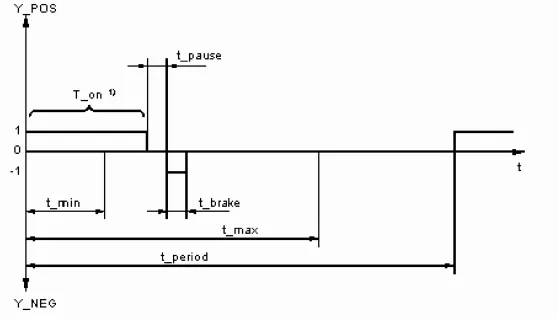
图1 PWM脉冲功能块调功示意图
其中PWM模块中的脉冲公式如下:
T_on=t_period×X/up_pos(增加负荷时的脉冲公式)
T_on=t_period×X/up_neg(减少负荷时的脉冲公式)
X为功率差值,R为退出调节功能指令,P_Para为功率给定脉冲参数值,Y_POS为增负荷命令,Y_NEG为减负荷命令,T_on为脉冲时间。
P_Para(功率给定脉冲参数值)如下:
t_period(脉冲周期);
t_pause(调节脉冲暂停时间);
t_break(此时间为退出程序时间,不需采用);
t_min(最小调节脉冲时间);
t_max(最大调节脉冲时间);
up_pos(增负荷时与功率差值的比较值);
up_neg(减负荷时与功率差值的比较值);
Y_POS为1(即增负荷),脉冲时间为T_on;
Y_NEG为1(即减负荷),脉冲时间为T_on。
通过上图可知,当t_max增大时调功步长增加,up_pos增加时调功速度增加,所以需要加快调功速度时须将上述两个参数进行最适当的匹配才能确保机组调功品质并不产生超调现象。
由于1号机组调速器整体调节性能比2号、3号机好,试验过程中发现若参数与2号、3号机相同时容易出现超调现象,必须通过试验得出三台机组最佳的参数配置。
机组LCU的调功程序在判断实际功率与目标功率差值的绝对值小于死区时会立即停止调功,而在多次的试验及机组运行状况分析后,发现调速器在高负荷区域时导叶开度有一定量的回关值,确保转速的稳定,所以当机组负荷接近当前水头最大负荷时,可能会造成以下情况:实际功率值瞬时达到目标功率,机组LCU停止调功,调速器控制导叶微量的回关,而此时调功程序已停止,当前实际功率低于目标功率,并且差值明显大于死区值,当2~3台机组投运AGC时,在高负荷区域进行调整时,一般会出现4MW~5MW的偏差。
在机组调功过程中,死区是保证动作机构稳定的主要参数,而调速器作为主要动作机构,其性能是影响调功精度和速度的主要因素。在2007年初的1号机组检修过程中,我们曾将功率死区值设置为1MW,以确保3台机组的死区总额保持在3MW以内,但调速器本体根本无法稳定在1MW死区,通过试验其精度最低也只能为1.5MW。
在与厂家人员协商后,通过修改调功程序中判断条件来增加机组调功时间,确保实际功率与目标功率差值在死区之内。
2.4 消除过多振动区对功率分配的影响
根据湖南省电力试验研究院《碗米坡水电厂1~3号机组稳定性试验总结》,碗米坡电厂AGC系统参数设置如下:(1)单机负荷下限为15MW,机组不能低于15MW运行;(2)20MW~50MW为机组振动区,机组不能在振动区内运行。
通过对AGC调功策略及机组实际运行情况的分析观察,不同水头下,为避开振动区,机组无法运行在部分区域,称为“禁运区”,禁运区越多,全厂有功方式下可运行的区域就越少。由于中调在下发指令时未考虑到全厂方式下的振动区,部分调功令的功率给定值落在全厂方式下的振动区内,造成AGC系统不响应。
经与中调自动化人员多次沟通协调,将机组AGC调功避振区合二为一,由原来的“单机负荷下限15MW,机组振动区为20MW~50MW”调整为“41m水头以下机组振动区为0~40MW,41m及以上时机组振动区为0~50MW”。
2.5 负荷分配修正方案
为了减少机组磨损,采用了以下原则:
(1)预定功率范围内仅改变一台机或两台机的设定值。(2)增加调整的时间间隔。
(3)预先定义每台机适当有功调节步长。当全厂有功给定值有变化如增负荷时,选择实发有功值占总容量比例最小的机组增有功,如果增量在调节步长范围内,且不进入振动区和不越有功上限,只分配一台机即可完成调节量;否则,将剩余负荷分配给实发值占总容量比例次小机组,进行同样判断,如果分配不完,再换下一台机组,直至分配完有功增量;减有功时,首先减实发有功占总容量比例最大机组,其他采用相同策略。设置适当有功调节步长,可减少一次有功设定值变化参加调节机组台数,从而减少机组磨损,如果设置有功调节步长很小则变为等容量比例分配。
2.6 跨越振动区策略修正方案
为了减少机组跨越振动区次数,程序设置跨越振动区死区。机组由于在当前不跨越振动区运行区域无法跟踪目标值时,机组需要跨越振动区,机组跨越振动区与不跨越振动区相比功率缺额减少值大于跨越振动区死区时,机组跨越振动区。试验证明,适当跨越振动区死区值设置有效减少了跨越振动区次数并且能够满足调度目标功率要求。
3 AGC调功策略优化效果分析
从目前AGC运行情况来看,优化效果比较明显。
3.1 提升了AGC调节品质,提高了电网安全性
电厂AGC优化前,调节速率和精度有时达不到调度考核标准。优化后经多次测试,AGC调节精度在±1MW内,满足调度要求“精度在±3MW以内”要求,且速度满足调度“1min内调节80%机组额定负荷”的要求。
3.2 避免频繁跨越振动区,提高机组的运行安全稳定性能
电厂AGC优化前,调功避振策略设置为“单机负荷下限15MW,机组振动区41m水头以下时设置为20MW~40MW,41m及以上水头时设置为20MW~50MW,平均每分钟要跨越振动区4次以上,机组实际上在振动区运行的时间较长。本次优化将机组振动区合二为一,可有效避免机组频繁跨越振动区,改善了机组的运行环境,延长了机组的运行寿命。
3.3 有功调节次数明显减少,降低机组磨损
AGC控制策略优化后,机组有功调节次数比以前减少一半左右,降低了机组磨损,延长了机组检修周期。
4 结束语
碗米坡水电厂AGC调功避振策略进行优化后,无论是从安全性还是从经济性来看,均取得了令人满意的效果。AGC控制策略改进后提高了设备健康水平,减轻了设备磨损,对电厂经济运行促进作用效果明显,为同类型电厂解决AGC运行中存在问题及策略调整具有一定的借鉴价值。
[1]龚传利,李占甫,张晓东,等.凤滩水电厂AGC控制策略[J].水电厂自动化,2007,114(4):53-56.
猜你喜欢
铁道通信信号(2020年9期)2020-02-06
数学大王·趣味逻辑(2019年5期)2019-06-13
小学科学(学生版)(2019年5期)2019-05-21
军事文摘(2018年24期)2018-12-26
能源(2018年6期)2018-08-01
能源(2018年6期)2018-08-01
通信电源技术(2018年3期)2018-06-26
水电站机电技术(2014年6期)2014-09-26
水电站机电技术(2014年3期)2014-09-26
水电站机电技术(2014年1期)2014-09-26