氢基吡嗪精馏釜设计
2010-07-27 06:40张科山
中国新技术新产品 2010年9期
张科山
(杭州西湖搪玻璃设备有限公司,浙江 杭州 311258)
1 前言
由于氢基吡嗪分馏过程无法达到要求的纯度,而使氢基吡嗪在国内无法形成工业化生产。而此次氢基吡嗪精馏釜的设计,在容器内增加了冷却盘管,改善了搅拌系统,有效的提高了氢基吡嗪分馏纯度。此次设计的氢基吡嗪精馏釜在客户公司投产使用后,基本满足了工艺生产的需要,得到了客户的好评。
2 设计条件及要求
工作压力:真空;工作温度:170℃ 容积:2000L;工作介质:氢基吡嗪、甲苯。
要求:设计一台精馏设备满足氢基吡嗪分馏工艺的要求,实现氢基吡嗪分馏纯度的提高。
3 基本结构、参数及材料的确定
3.1 内筒尺寸确定
按要求容积2000L,精馏釜充装系数取0.9,则容器全容积为:2000L/0.9=2222L。选取筒体直径1300mm,长度1200mm,选用K=1标准椭圆封头。全容积为2230L,与要求全容积2222L相近。故确定筒体尺寸为DN1300×1200mm。
3.2 夹套压力、尺寸确定
工作温度要求为170℃,采用夹套结构,夹套内用蒸汽加热,使内筒温度达到170℃,此时夹套的饱和蒸汽压为0.7MPa,故选定夹套工作压力为0.7MPa。按照GB150-1998《钢制压力容器》中的规定,设计压力按工作压力1.1倍选取,即为0.7x1.1=0.77MPa。
夹套筒体的尺寸为DN1450x1200mm,夹套封头选K=1标准椭圆封头。
3.3 材料选取
内筒介质为氢基吡嗪和甲苯,对碳钢材料有一定腐蚀,并且生产产品为药用产品,对容器洁净度有较高的要求,所以选用耐腐蚀、洁净度高的不锈钢材料0Cr18Ni9。夹套材料要满足工作温度的要求并且要与内筒的不锈钢材料有良好的焊接性能,选用碳钢Q235-B即可满足要求。
4 容器壁厚的计算及校核
4.1 容器壁厚计算
按GB150-1998《钢制压力容器》中规定的计算方法进行计算,得出的计算厚度:内筒体计算厚度为15.1mm,名义厚度为16mm。内筒体上封头计算厚度为3.07mm,考虑到上封头要承载整个搅拌系统,需要足够的强度,并且与内筒体焊接的工艺性能,取名义厚度为14mm。内筒体下封头计算厚度14.2mm,由于封头在压制成型过程中的减薄,加上钢板自身的负偏差,需取下封头的名义厚度16mm。
夹套筒体计算厚度为6.03mm,名义厚度为8mm。夹套封头计算厚度为6.02mm,名义厚度为8mm。夹套压力试验时,内筒至少需保持0.11MPa的内压,否则将导致内筒失稳。
4.2 内筒体水压试验的校核
压力试验允许通过的应力:[σ]T燮0.90σs=184.50MPa
满足σT燮[σ]T的要求,所以内筒水压试验校核合格。
4.3 内筒体外压许用应力的校核
外压计算长度 L=1233mm,筒体外径Do=Di+2δn=1332mm,得:
L/Do=0.93,Do/δe=88.21,查表[1]得 A 值为:0.0017736;B值为:77.69
计算许用外压力得:
所以内筒体外压许用应力校核合格。
4.4 内筒上封头外压许用应力的校核
上封头名义厚度δn=14.00mm,外径Do=Di+2δn=1328.00mm,系数 K1=0.9000,得出:
4.5 内筒下封头外压许用应力的校核
下封头名义厚度δn=16.00mm,外径Do=Di+2δn=1332.00mm,系数 K1=0.9000,得出:A=
4.6 夹套筒体水压试验校核
压力试验允许通过的应力:[σ]T燮0.90σs=211.50MPa
满足σT燮[σ]T的要求,所以夹套筒体水压试验校核合格。
4.7 夹套筒体许用应力的校核
[σ]t准=92.92≥σt,所以夹套筒体许用应力校核合格。
4.8 夹套封头的校核
夹套封头最大允许工作压力 [Pw]=
大于夹套封头的计算压力0.77MPa,所以夹套封头的校核合格。
5 搅拌系统的设计
搅拌装置是氢基吡嗪精馏釜重要的组成部分,对于釜内介质充分的混合,强化传热起到了关键的作用,直接影响着分馏的效果,是决定此精馏釜设计的关键因素。
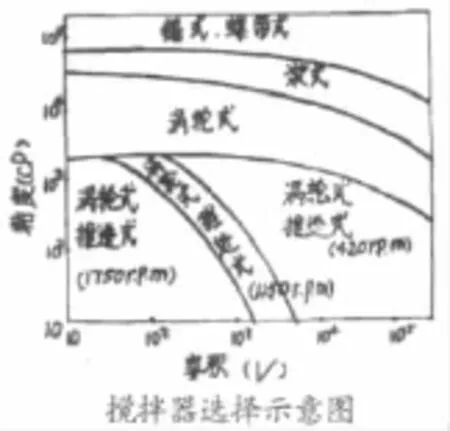
5.1 搅拌器的选择
由于釜内介质粘度较高,要求的传热效果要好,所以采用锚式搅拌器,选取锚式搅拌器直径为DJ850。
5.2 搅拌轴的计算
5.2.1 按扭转变形计算搅拌轴的轴径d1=
5.2.2 按强度计算搅拌轴的轴径d2=
经计算并取一定的安全系数,最后确定轴径d为80mm。
选取5.5Kw的防爆电机,并确定减速机型号为BLB220。
5.3 密封装置选择
由于精馏釜内介质甲苯具有易燃的特性,对密封的要求较高,所以选用小弹簧,双端面,平衡型的206机械密封,以达到良好的密封效果。
6 盘管的设计
为了更好的控制温度,在夹套加热的基础上增加内盘管,用来通入冷却水。总的换热面积确定为1.5m2,可以有效的实现釜内温度的快速升高和下降,实现了良好的分馏效果。
7 结束语
本次氢基吡嗪精馏釜的设计严格按照用户提供的技术条件,遵循国家法规及相关标准的规定,满足了用户的要求。此氢基吡嗪精馏釜投入生产使用后,基本实现了用户对分馏纯度的要求,满足了工艺生产的需要,得到了用户的好评。
[1]寿比南,压力容器设计中有关问题的讨论.
[2]杨而宁,反应釜搅拌轴总体设计与计算.
[3]董大勤等.压力容器与化工设备实用手册.
猜你喜欢
钻采工艺(2022年4期)2022-10-21
饮食保健(2020年7期)2020-04-30
纯碱工业(2018年5期)2018-10-19
石油化工建设(2017年2期)2017-06-05
中国酿造(2015年4期)2015-01-26
家庭科学·新健康(2014年10期)2014-10-24
火炸药学报(2014年1期)2014-03-20
无机化学学报(2014年9期)2014-02-28
无机化学学报(2014年3期)2014-02-28
中国设备工程(2014年1期)2014-02-28