振动钢丝铺料法生产GRC 平板的研究
2010-08-26 08:10温玉泉赵令军席凯原
中国建材科技 2010年3期
温玉泉 谌 萌 赵令军 席凯原
(1 成都新木通风净化有限公司,四川 成都 610513;2 江西建材厂,江西 南昌 330001;3 江西省机械工业设计研究院,江西 南昌 330046)
0 前言
镁铝硅酸盐水泥(专利号:ZL02133685.7)发明后,应用已成熟的单纯辊压设备只能用玻纤布生产FSC 板。玻纤布的价格比短切玻纤的价格贵。利润最大化的法则(MR=MC,即边际收益等于边际成本)的驱动,激发我们不得不研究和解决短切玻纤束三维均化在水泥基材中生产MAC/GRC 平板的问题。
要生产均化程度较高的GRC 平板,要增加一些限制措施,这样设备的复杂程度就高,价格昂贵,且维修费大。要实现GRC 平板生产线的大产能,民营企业一般是很难承受的。只有在单纯的辊压设备中采用振动钢丝铺料法才能达到这一目的。
本文介绍采用振动钢丝松解短切玻纤束,并与水泥料浆均匀混合后,通过辊压设备压实生产GRC 平板的工艺方法。
1 振动松解原理
要把束状短切玻纤松解、分离,只有在玻纤束受外界强迫力振动时,经过多次存在着频率差异和振幅差异的振动才能实现。
1.1 频率差异
玻纤束接触振动钢丝时,受到周期性外界强迫力的作用,开始向基频、倍频的受迫振动过渡。玻纤束是由更小的玻纤束和单根玻纤单元聚集而成。由于玻纤束中各组成部分的固有频率以及相互的内摩擦力,阻碍着这种过渡,出现了阻尼振动。刚接触振动钢丝时,阻尼振动是暂态,受迫振动是稳态。玻纤束中各组成部分对周期性的外界强迫力的响应不是同步的。这种响应的不同步拉开了振动的初相位,而玻纤束中各组成部分不同的固有频率,使玻纤束中各组成部分出现了频率差异。频率差异的出现,削减了玻纤束中各组成部分的内摩擦力,使玻纤束松动。
1.2 振幅差异
振幅差异首先是由于振动钢丝的振幅变化,振动钢丝是由外界周期性的撞击产生的。二次撞击之间还没有来得及向受迫振动过渡,振幅就在衰减。振幅变化的振动钢丝自然使玻纤束中各组成部分出现振幅差异,同样由于玻纤束中各组成部分离振源的距离不同产生的响应不同,玻纤束中各组成部分的间距就要加大,造成脱落。
1.3 多级振动
频率差异削弱了玻纤束中各组成部分的内摩擦力,振幅差异分离了玻纤束中各组成部分之间的距离。玻纤束从上向下掉落过程中,要经过多次与振动钢丝的碰撞。在二次碰撞之间,存在着一个外界强迫力的取消过程,正在振动的玻纤束出现的阻尼振动中最先响应的是质量小的单根玻纤。玻纤束经过多次与振动钢丝碰撞后,玻纤束也就完全松解并脱落分离开,最后出现的是散状的单根玻纤。

图1 经向钢丝和纬向钢丝间距示意

图2 圆筒送料器构成示意
2 振动钢丝送料装置和辊压设备
2.1 振动钢丝送料装置
振动钢丝送料装置由振动钢丝箱、给料器、圆筒送料器和振动混合器四部分组成,这一装置是振动钢丝铺料法生产线的核心技术。
2.1.1 振动钢丝箱
振动钢丝箱由箱体和空间二维正交分布的振动钢丝构成。经向和纬向在垂直面投影的间距应大于玻纤束的长度;经向和纬向钢丝的平行线间距应小于玻纤束的长度,每一排平行的经向和纬向的间距互相错开(见图1)。
2.1.2 给料器
给料器可采用圆盘加料机,圆盘加料机出料口由螺旋推进器和变径天圆地方管道连接,天圆地方的方形宽度与制板的板坯宽度相匹配。
2.1.3 圆筒送料器
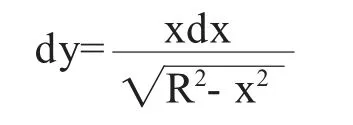
圆筒送料器由箱体和一个转动的圆筒构成(见图2)。当玻纤均匀落在圆筒上后,料浆也落在圆筒上。转速越快,玻纤和水泥料浆的均化程度越高;但转速过高,则玻纤和水泥料浆由于离心力的作用很难附着在圆筒上,一般计算圆筒半径R 和角速度采用如下公式决定:
对于股份制企业而言,股权激励是可以实现股东及员工利益持恒,促使组织管理人员更加高效关注组织发展,有效的约束及激励制度的安排,来提升自身的核心竞争力,这一点在众多国内外商业银行中得到了良好的验证。而笔者通过对农村商业银行的调研发现,在吸引银行领域中高端人才、激励员工工作积极性、正视经营者自身短视行为及完善相应的治理机制等层面,农村商业银行均处于方案设计阶段,在实践中没有具体的策略进行执行,难以发挥自身效果。

式中:m—薄料层的重量;
ω—圆筒角速度;
f—附着力;
g—重力加速度。
2.1.4 振动混合器
振动混合器由整体振动的箱体和存在横向钢丝连两档板作旋转运动的部件构成(见图3)。横向钢丝旋转方向和圆筒送料器旋转方向相同,这样由于两圆筒相近部分运动方向正好相反,可使二维乱向分布在水泥中的玻纤与钢丝碰撞变为三维分布,同时也使玻纤更加深入料浆中提高均化程度。
2.2 辊压设备
辊压设备见图4。
由图可知:

函数是单调递减,应变是由应力产生的,证明板坯是受压。
对上式微分得:
假设板坯压缩是在比例极限范围内进行,设板坯的弹性模量为E,则

假设τ 是与运行方向相反的切应力,则有:

这一切应力是由设备运行速度V 并与运行方向相反的速度增量产生的,速度增量为:

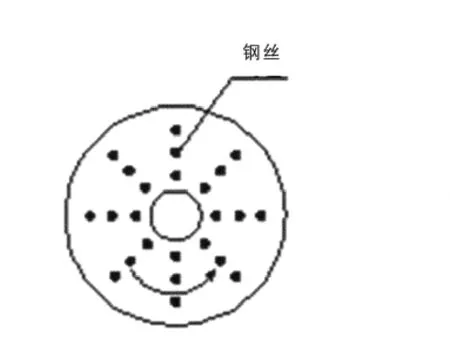
图3 振动混合器构成示意

图4 辊压设备构成示意
所以要提高生产线的产能,须加大轧辊半径,使轧辊与板坯的接触面加大,还应该采用多级辊压。
3 工艺流程
工艺流程见图5。
3.1 上料
上料由振动钢丝送料装置完成。
3.2 压平
可由加有均布载荷的聚酯塑料薄膜压平,薄膜固定在生产线上,这样薄膜与板坯之间存在着滑动摩擦,从而使板坯表面平整。
3.3 辊压

图5 工艺流程
板坯进入辊压设备时,由于板坯中存在一定量的空气,在大气压力下很容易附着在上轧辊上,这样板坯表面必须附着一层薄膜隔离。如果采用镁铝硅酸盐水泥生产GRC,由于板坯下面有塑料托板,则可在进入轧辊前,面上覆盖一层与板坯尺寸相同的聚酯塑料薄膜,并与板坯同时进入轧辊;如果采用硫铝酸盐水泥,由于板坯下面是毛布,水份可在辊压时从毛布下挤出,但板坯面层还得加一层循环使用的聚酯塑料薄膜。
3.4 划断
采用镁铝硅酸盐水泥生产GRC 平板,在塑料托板之间划断,过最后一对控厚轧辊后移出生产线。采用硫铝酸盐水泥生产GRC 平板,板坯由毛布输送到另一条输送带上划断,再由真空吸板机移出生产线。
3.5 养护
根据不同的水泥基材品种采用不用的养护方法,玻纤在存在氢氧根离子的水中耐高温性能差,一般不采用蒸汽养护尤其是蒸压养护。
3.6 修整
修整包括切边、打磨等,所有的边角余料粉碎后均可作为晶种重新利用。
4 设备优势
笔者采用φ406的钢管设计制作过生产3000mm×1800mm的FSC 板轧辊,一对轧辊的费用不足8 千元,可每小时辊压120 张FSC 板。按这样计算,一条年产量300万㎡以上的GRC 生产线,也只需要30万元左右。若采用φ660 或更大管径的钢管制作轧辊,采用多台振动钢丝送料装置和延长接板段与多台真空吸板机,那产能就更大了。而高速切割喷射法设备要提高大的产能,不要说技术上很难满足要求,就是设备的造价也不菲。
5 结语
我国一条GRC 生产线生产规模只有20万㎡,德国300万㎡,而日本甚至达到600万㎡。我国只有在生产GRC 平板工艺上实现大的突破,才能使生产线的产量大幅度提高。
猜你喜欢
山东冶金(2022年2期)2022-08-08
汽车零部件(2022年4期)2022-05-01
魅力中国(2021年10期)2021-11-30
小读者(2021年5期)2021-11-22
商品与质量(2021年17期)2021-04-23
重型机械(2020年3期)2020-08-24
数学大王·低年级(2020年8期)2020-08-14
重型机械(2019年3期)2019-08-27
作文中学版(2018年11期)2018-11-29
民间故事选刊·上(2018年5期)2018-05-18