
大型焦炭塔的设计
2010-09-07 09:19江学俊
中国新技术新产品 2010年7期
江学俊
(安徽省安庆实华工程设计有限责任公司,安徽 安庆 246002)
1 概述
延迟焦化是石油深度加工的主要工艺之一。随着装置规模不断扩大,其关键设备焦炭塔也日趋大型化。焦炭塔是延迟焦化装置中的核心设备,其用途使原料油发生焦化反应生成焦炭、油气等产品。在生产过程中,焦炭塔呈间歇式工作,每一个生产周期为48h,主要分为升温、进油生焦、冷却、切焦4个工序,温度循环为80℃-475℃-80℃。工作温度高、生产流程中存在急冷工序、间歇式工作的方式使焦炭塔在运行过程中要承受较大的交变热应力,导致焦炭塔容易产生裂纹、塔体鼓胀等热疲劳损伤。国内曾经发生过因裙座角焊缝开裂导致塔体脱落的事故。为防止事故的发生,现代焦炭塔在设计选材、结构优化等方面改进很多,制造要求也非常严格。
2 主要设计参数
我公司设计的一套100 万吨/年延迟焦化装置,其焦炭塔的主要参数如下:直径为8.4米,高23.5米(切线),设备总高35.5米,设计压力为0.35MPq,最高工作压力为0.25MPa,设计温度为450℃/495℃,工作温度为445℃/490℃,容器类别为二类。
3 材料选择
目前国内焦炭塔所用材质主要为:上段塔体即泡沫层下200mm 以上的塔体选用复合板15CrMoR+0Cr13;塔体中下段采用15CrMoR。这是因为15CrMoR 的高温韧性、强度和塑性较碳钢高,即抗鼓凸性能较碳钢高,而发生蠕变的可能性则小得多。从高温综合力学性能考虑,焦炭塔在长期高温及交变载荷下运行,选用15CrMoR 钢比碳钢更加安全,可靠。焦炭塔泡沫段以上部位腐蚀较为严重,因受气相段H2S、S 作用产生较严重腐蚀,其中硫化氢对设备的腐蚀从240℃开始随着温度升高而迅速加剧,到480℃左右达到最高点,以后又逐渐减弱。抵抗高温硫化氢腐蚀的能力主要是随设备材质中铬含量的增加而提高。铬是具有钝化倾向的元素,由于铬的存在,促进了钢材表面的钝化,能够减少钢材对硫化氢的吸收量,因而高温下的硫化氢对含铬合金钢的腐蚀率远比碳钢小。同时,焦炭塔生焦段塔壁通常都附着一层牢固而致密的由焦炭形成的保护层,较为有效地隔开了腐蚀介质,因而塔体中下段腐蚀不明显。上段塔体即泡沫层,因受气相段H2S、S 作用产生较严重腐蚀。
15CrMoR属于低合金铬钼型耐热钢,在500℃以下具有良好的抗高温氧化和抗蠕变性能。当温度不大于550℃,可用做压力容器钢板。该钢长期工作在500-550℃会产生碳化物球化,钢的强度降低。当温度超过550 时,蠕变强度有显著降低。由于有空淬倾向,焊后焊缝及热影响区硬度高,塑性差。因而对于本设备所用的15CrMoR 钢板和15CrMo 锻件除应分别符合GB713-2008 和JB4727-2000 要求外,还须满足下列条件:(1)产品化学成分:P≤0.015%,S≤0.010%,Ni≤0.25%,Cu≤0.20%;(2)室温夏比冲击值≥54J,0℃夏比冲击值≥41J,σ475℃0.2≥176.5MPa。材料订购时要求控制Sn、Sb、As 等有害杂质元素的总量;对于锻件要求:P≤0.010%,S≤0.008%,C:0.14%~0.16%,Si:0.020%~0.04%,Mn:0.4%~ 0.6%;对于 焊 材 要 求 :P≤0.010% ,S≤0.008% ,Si:0.025%~0.038%,C:0.06%~ 0.10%,以减少 P在晶界集聚,提高焊缝金属的冲击韧性。
焊条选择:对于15CrMoR 采用E5515-B2;过渡层、复层的焊接材料可采用E309L 或Nil82。309L 焊条的焊缝组织为奥氏体加铁素体,Nil82 焊条的焊缝组织为奥氏体,两种焊条均满足抗裂性要求。由于Nil82 为Ni 基焊条,价格比E309L 高很多,实际焊接时应采用E309L,但考虑到焦碳塔工作条件比较苛刻,承受疲劳载荷,而Nil82 焊条熔敷金属的膨胀系数与15CrMoR 膨胀系数接近,可以保证复层焊缝不易剥落,有利于焦碳塔长周期稳定运行,所以在经济条件允许的情况下是,用Ni182 是个很好的选择。
4 结构设计
由于焦炭塔特殊的操作工艺,使其长期承受高温交变载荷,焦炭塔普遍存在热损伤及疲劳破坏问题,塔体变形、裙座与塔体焊缝开裂等缺陷影响着焦炭塔的安全运行,因此有必要根据容器疲劳设计的要求对其进行结构设计。
4.1 焊缝
焦炭塔在反复的加热冷却循环过程中,塔体环焊缝会产生疲劳裂纹,而且多在焊缝熔合线沟槽的应力集中处。
在设计制造过程中要求采用自动焊;控制焊缝的表面质量,减少气孔和夹渣的出现;焊前预热及焊后热处理;对焦炭塔生焦层以下的焊缝应磨平焊缝余高,对泡沫层即上段塔体焊缝进行打磨,使焊缝和母材之间圆滑过渡,焊缝余高不超过1.5mm,减少应力集中系数,增加疲劳强度。
4.2 裙座
4.2.1 裙座裂缝产生原因
裙座一直是焦炭塔最薄弱的环节,裙式支座的主要问题是热应力,即由裙座与塔体相接触处的温度梯度及裙座与其冷底座之间的温差所引起。对于大直径的焦炭塔来看,采用JB/T4710-2005《钢式塔式容器》中通用的裙座焊缝结构,则其开裂破坏几率比较大。因为在急骤升温阶段,裙座与下部塔体有较大温差,各自径向自由热变形不一致,而裙座又具有较大刚度,在裙座与塔体焊缝外侧形成弯曲拉应力。沿裙座的轴向温差越大,则该应力值也越大。在长期受到较大的轴向交变热应力作用下,焊缝表面及焊缝根部附近产生大量热疲劳裂纹,进而穿过焊缝扩展到塔体壁厚中。
4.2.2 改善措施
采用整体锻件可以避免上述的角接结构,能有效提高抗疲劳性能,但8400mm 直径的15CrMo 锻件成本太高了,为了降低成本,目前裙座和塔体的连接大多采用焊接结构。为了保证裙座和塔体的焊缝的安全性,防止设备的疲劳破坏,关键在于降低焊缝中存在的对疲劳应力敏感的高度应力集中及通过降低沿裙座高度上的温度梯度,使热应力减至最小。可以采取以下措施:
1)裙座与筒体对接焊,即在筒体部分堆焊出一个构件,使裙座与构件形成全焊透焊接,既可保证焊接质量、降低焊接应力,又可降低裙座的刚性约束点、增加裙座顶部的挠性(图1)。
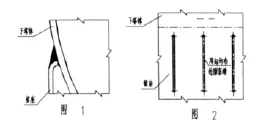
2)在裙座圆周上开出均匀的窄槽(图2),使开槽部分起到许多悬臂梁的作用而增加裙座挠性。为了降低开槽引起截面改变所造成的应力集中,需在每条槽的两端钻孔。这些槽也要有一定间隔,它们在裙座四周均匀分布,以便取得较宽的悬臂结构,保证能承受水平剪力。
3)设置空气囊,即在裙座与锥形筒体间设置一环形挡板,保持环形挡板与锥形筒体外壁有一定间隙,使热流通过对流和辐射方式从塔体传到裙座上,从而减小温度梯度。
4)改善保温结构,采用披挂式整体保温结构,即在设备的纵、横两个方向上均匀的拉上钢带,保温钉和保温支持圈焊在钢带上,同时在塔体和裙座连接处的保温层采用可拆式结构。
5)对开孔接管的补强采用整体锻件进行补强,而不能用补强圈进行补强,对于φ900的钻焦口则要采用整体凸缘进行补强。
6)要尽量降低局部区域的应力集中系数;在应力集中最严重部位加大过渡圆角半径,接管根部及内壁拐角处焊缝应打磨光滑,避免焊缝余高过多。
5 结语
综上所述,合理的选用焦炭塔的主体材料,采用适当的焊接工艺及检验步骤及手段,在结构设计中考虑容器疲劳的影响因素,将大大改善焦炭塔的焊缝开裂情况,保证焦炭塔安全运行。
[1]侯春宇,韩放,王莉.焦炭塔热应力的推导计算[J].化工装备技术,2009-10-10.
猜你喜欢
石油化工设备(2022年6期)2022-11-25
中国特种设备安全(2021年1期)2021-07-21
爆炸与冲击(2019年2期)2019-02-27
石油化工建设(2018年2期)2018-07-11
浙江大学学报(工学版)(2016年11期)2016-06-05
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2015年11期)2015-07-18
焊接(2015年2期)2015-07-18
