
基于环形零件加工的机床改进
2010-09-07 05:32朱金鑫黄运新
武汉船舶职业技术学院学报 2010年1期
朱金鑫 黄运新
(武汉船舶职业技术学院实训中心,湖北武汉 430050)
1 问题提出
我院工程训练中心为了基于生产过程的实训教学,对外协作加工环形零件,如图1所示。从数量来看,属于大批量生产加工,而且要求生产产品外观无夹渣、裂纹、毛刺等缺陷,手摸无割手感,重量要求在115克左右,外圆两边倒角0.2×45°。工程训练中心根据实际情况,就在CKA6150数控车床上加工此零件,毛坯是235 mm长、内孔尺寸67.3±0.15 mm加工好的无缝铜管。加工过程中,零件的精度与重量比较容易保证,但就是在装夹过程中,辅助时间较长,加工效率低,成本增加,所以需要想办法缩短辅助时间,也就是要对机床部分结构进行改进。
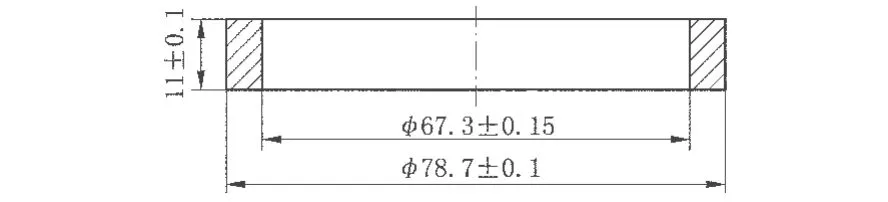
图1 零件图
2 三爪卡盘的改进
按照常规车削加工工艺步骤,这道工序是毛坯夹在三爪卡盘上,切削外圆至尺寸78.7±0.10 mm;然后一件一件切断。但每次装夹完毕后,最多只能切断两三件,不符合批量生产的要求。根据三爪卡盘自动定心原理,对三爪卡盘的装夹方式进行改进。因为前一道工序毛坯内孔尺寸加工完毕,充分利用这个精基准面夹住工件,这时做一个类似心轴的圆柱体,外径68 mm、长度 250 mm,在轴向将其切为三瓣夹角互为120°的扇形体,并把这三瓣分别准确地焊接在卡盘的三个爪上,如图2、图3所示。
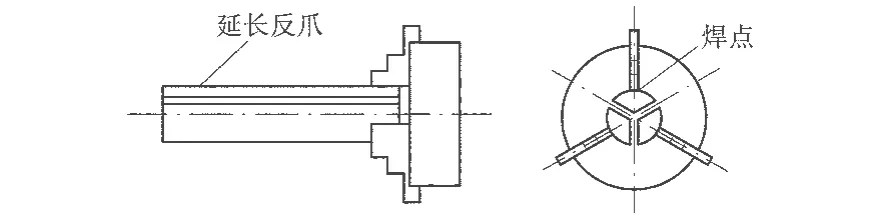
图2 改进后示意图

图3 改进后的实物图
为了保证焊接上去的延长反爪与主轴轴心线同轴度,可以在焊接结束后,装夹在车床,表面外圆车削1 mm左右,这种装夹方式,可以每次安装好毛坯后,一段一段切削加工完整段毛坯。
3 尾座的改进
由于反爪延长,切削受力容易弯曲,必须使用顶尖支撑工装。毛坯比较长,造成尾座固定位置距离工装比较远,每次顶出需要手摇尾座手柄,增加了辅助时间;所以,尾座进给方式也需要改进,就是想办法使手摇方式改进为自动快速进给方式,降低操作人员的劳动强度,提高工作效率。改进前需要卸下原尾座手轮,装上独立三角皮带轮,而且在尾座上方平面位置安装一台直流电机,通过直流电机旋转,自动控制顶尖快速进退。如图4就是改进后的机床示意图、图5是实物照片、图6是电气控制图。

图4 改进后的示意图

图5 改进后的实物图

图6 电气控制图
4 注意事项
(1)装夹毛坯时,三爪卡盘搬手反转胀紧工件,防止正转卡盘。
(2)切断零件前,应先切入三角槽,预先加工出0.2×45°的倒角,然后再切断。
(3)改进后的尾座电气部分使用时,请先将外部速度调整至“0”,以避免产生瞬时大电流,造成US控制器损毁。
(4)尾座改进产品系采用发电机回授电压控制,若使用其它品牌电机,其发电机回授电压须作调整。
(5)欲变换皮带旋转方向,须调换控制器背面接线座上COM与CW的跳线。
5 效 果
通过以上改进,加工环形零件时,比原来末改进前效率大大提高,原来3 min只能做4件,现在3 min可以做7件,降低了加工成本,提高了劳动生产率。
1 苏建修.机械制造础[M].北京:机械工业出版社,2004
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
商品与质量(2019年43期)2019-05-25
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年2期)2017-05-04
制造技术与机床(2017年2期)2017-05-04
