
辊压机系统运行中的问题和处理
2010-09-13 08:19刘明红
四川水泥 2010年3期
刘明红
(湖南辰溪华中水泥有限公司,辰溪县419500)
辊压机系统运行中的问题和处理
刘明红
(湖南辰溪华中水泥有限公司,辰溪县419500)
0 前言
我公司一套CLF14065辊压机(设计物料通过能力为245~362t/h)加VX5815型选粉机(简称V选,带料能力为96~146t/h)的预粉磨系统,其磨出的细粉供两台分别为Φ2.6×13m及Φ2.4×12m水泥磨使用,其工艺流程如图1所示。由于是初次使用该系统,没有经验,故在使用中出现了一些问题,如下料溜管磨损快,产品细度不好控制及开始下料主机就跳停等等。后经过摸索和积累,掌握了系统的性能,实现了预粉磨系统与两台水泥磨较好的配合。在此,我们就辊压机工艺系统出现的一些问题及处理措施介绍如下,供同行参考。
1 气动截止阀开启下料主机就跳停现象
安装在辊压机进料装置之上的气动截止阀一打开,物料进入辊面时,主电动机就跳停。经分析,气动截止阀上的棒阀是半开的,而辊压机本体上的进料装置阀门是全开的,原本这样做的目的是通过棒阀来控制下料量,其实,这样的做法是不正确的。因为在稳流恒重仓与辊压机的进料装置中间,按设计要求有一段不小于2.5m高非标直溜管,其目的是为留足空间以方便辊压机的检修和运行中形成一定的进料料柱,安装于非标溜管中的进料棒条阀及气动截止阀,进料棒条阀应装在气动截止阀上位(两者位置不能颠倒),目的在于检修气动截止阀时起作用,辊压机进料量的调节是靠进料装置来调节的,由于棒阀未全开,未形成完整的料柱,物料是以冲击状态进入两辊面的,所以电动机容易跳停。对于跳停问题,除了棒阀的正确使用外,还要注意棒阀及气动截止阀离进料装置的安装高度,若过高,也会造成初始下料时物料的冲击,造成辊压机间隙大而跳停,同时也不方便气动截止阀的检修。一般的其高度以800~1000mm为宜。
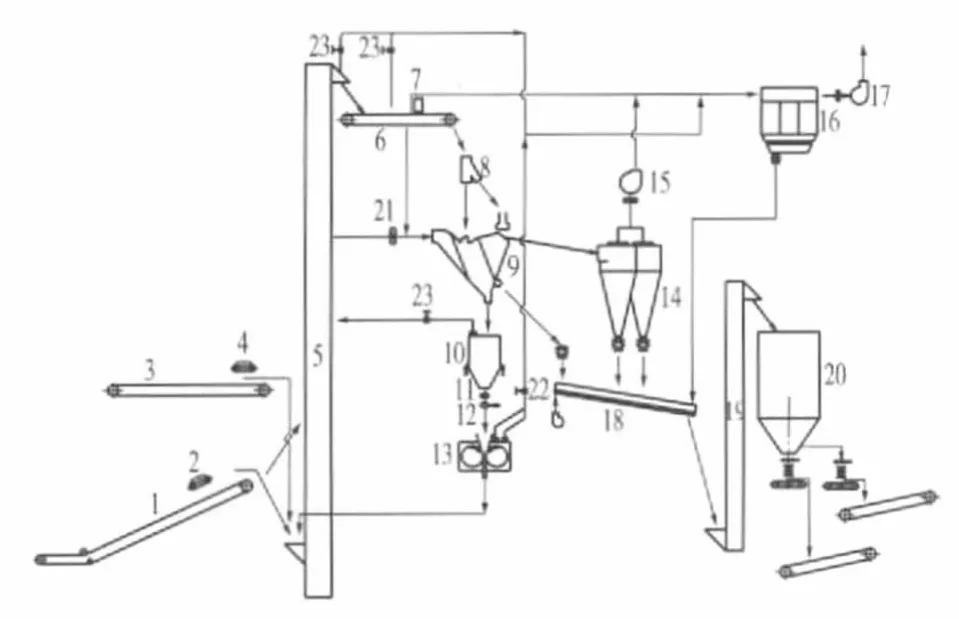
图1 辊压机系统工艺流程图
2 下料溜管等非标件的磨损
在使用不到一个月时间,辊压机上的进料溜管被磨破漏灰,为了生产,只能修修补补,工作很被动;有时进料装置中两个侧挡板及辊侧挡板即使是耐磨钢板,2~3个月就被磨损。而两个收集成品的旋风筒锥体下部及锁风翻板阀一年后也被磨破,这些非标件的磨损大大超过我们的想象,对此,我们在下料溜管上,采取扩大管径,然后在内部加焊角钢的措施;在旋风筒锥部下部及上部蜗壳内粘结耐磨陶瓷;对于辊侧挡板,则在特别易磨的部位,用镶嵌硬质合金的办法来处理,收到了较好的效果。对于一些易损件,随时检查,磨损时必须更换,尤其对于辊侧挡板,一旦磨损,物料就会从此间隙中漏出,从而影响辊压效果。
3 产品细度不好控制
辊压机产品细度的调整可以通过调节循环风机的进风口阀门、电机转速及V型选粉机的调节叶片来进行,但在使用一段时间后,原本是负压状态的V型选粉机出现正压现象,且产品的细度太细,通过调节循环风机的风门及电动机的转速也不行;通过调节V型选粉机的调节叶片,细度有所改善,但产量不高,正压现象也没有消除。通过分析,以为是V选的进料口及旋风收尘器有漏风现象,但打开旋风收尘器下的翻板阀,只有少量的磨穿,漏风量不会造成V型选粉机形成正压。此后,通过把V型选粉机的检修门打开,放一部分冷风进去,同时把进V型选粉机的风管上至收尘器的风管阀门开大,即通过加大通过V型选粉机的风速,来加大产品细度和提高产量,使产品细度由原来的筛余28%达到44%,细粉提升机的电流也由原来的11A提高到13A。后经检查发现,收尘器风机的进风口调节阀联接销损坏,使得调节时,中控显示开度达75%,实际不到50%。显然,原来的循环风是带有一定浓度的细粉的,冷风的进入,使风的带料能力增大。后来,我们就在进V型选粉机的风管上加了一个Φ600的手动蝶阀,用以调节产量和细度,效果较好。
4 辊面的使用寿命问题
据产品说明书介绍的辊面一次使用寿命≥8000h,但实际使用中很难满足,一般的,当磨损了约3mm左右时,即最外层的一字纹磨损掉后,就应及时补焊,只有这样焊接所需的焊材最少,检修周期短,费用低。一旦整个耐磨层全磨掉,现场就不能焊补,必须送厂家返修,这样的拆装工作量就很大,时间长费用也大,对于生产影响较大。我公司的辊压机活动辊,磨损程度远未达到8000h,局部磨损仅为40mm时,由于现场不能修补,与制造厂家联系,采取以旧换新的办法来处理,从拆卸到安装试车,前后达27天,花费近40万元,幸好采用旁路系统,熟料未经辊压机直接进磨,使生产得以维持。
5 工作辊缝的控制
两辊的初始间隙为14~15mm,工作时控制间隙为30mm,这样的间隙是比较合适的,一是达到这样的间隙时,辊压效果较好,二是由于安装时,电动机轴的中心线与辊压机的减速机高速轴中心线偏差15mm,当辊缝为30mm时,电动机轴的中心线才与辊压机的减速机高速轴中心线对齐,这样,动辊电动机的负荷可以稍轻一点,避免出现动、定辊电机的电流差变大,造成报警或跳停。辊缝小产量就低,此时通过开大进料装置阀门,来调节辊缝;如果辊缝小,通过进料阀门调节效果也不大明显,则可能是辊面磨损大,需及时补焊。运行中,辊缝在触摸屏及现场的电器箱上都有显示,有时显示值不一定真实,可从停机后看辊缝是否恢复原值来判断,也可以从辊压机活动辊脱离中间架挡块的间距来测量,或者从定、动辊轴承座的内空间距测量,我公司的活动辊与固定辊的初始间隙为14mm,定、动辊轴承座的内空间距255mm,当辊缝为30mm,则辊压机活动辊脱离中间架挡块的间距为16mm,定、动辊轴承座的内空间距271mm。
6 液压系统的压力控制
辊压机在运行中的挤压粉磨效果主要取决于辊压机的工作压力,压力过小则颗粒间空隙较多,达不到物料破碎所需要的压力,也形成不了致密料饼,影响料床粉碎力功效;压力过大,则易使颗粒间产生“重聚合”现象,造成打散分级困难,且使辊面磨损加剧,电动机电流过高,严重时损坏轴承和液压系统。根据产品说明书的介绍,液压系统的预压压力为5~7MPa,工作压力为8.5~11 MPa,主电动机电流不超过电机额定电流的80%。我公司的现场设定值预压压力为6.5MPa,工作压力为8 MPa。运行中实际参数为压力7.9 MPa,辊缝27mm,定辊电流为39.5A,动辊电流为47.6A,当然,这些数值是会有变化的,尤其是运行中的压力还受进料量的影响。另外,压力的设定中,要根据辊面的磨损情况来调整,如对于辊面有一定磨损量时,由于产量会有所降低,可以把压力稍调大一些,如把预压压力由6.5MPa调为7MPa,而工作压力仍为8MPa;对于新辊面,则让预压压力不变,而把工作压力调小为7.5MPa。在压力的调节中,应注意压力测量精度,比如,把工作压力调为8MPa,有时工作压力会达到8.5MPa,按理说,只要压力一超过8MPa,液压系统的减压阀就会动作,以使压力保持在调定值上,但由于测量装置有一个压力测量精度,如测量精度为0.8MPa,那么工作压力调定为8MPa时,现场仪表中,压力值在7.2~8.8MPa都是正常的。
7 减速机故障及处理
我公司使用的CLF14065辊压机动辊减速器为RPG23,速比为45。此减速机为三级变速,一级为平行圆柱齿轮,二、三级为行星齿轮。运行一段时间后,发现动辊减速机有异常声响(轴承温度未达60℃,报警值为70℃),停机排油后,发现油中含有铜屑,减速机油站过滤器中有小铜块,初步判断为减速器滚动轴承坏。经拆开,发现二级行星架上的3个小齿轮轴的轴承(型号为23128)中,有一个保持架掉落,滚珠打横,减速机壳体内有许多铜屑。考虑到此轴与小齿轮为冷装,需要液态氮气,为此,只得送厂家返修,修好后,使用正常。针对这种情况,我们在日常检查中,注意减速机的温度和声音,同时,使用一段时间后,及时清理油站过滤器,检查油中和过滤器中的杂质情况并及时换油。
(编辑:郑用琦)
TQ172.632 文献标识码:B 文章编号:1007-6344(2010)03-0020-03
2009-08-26】
猜你喜欢
机械制造(2022年6期)2022-09-01
南方农机(2022年14期)2022-07-20
山东冶金(2022年1期)2022-04-19
现代矿业(2021年7期)2021-08-23
科学与财富(2021年33期)2021-05-10
重型机械(2021年2期)2021-05-06
金属世界(2019年1期)2019-03-12
中国金属通报(2019年5期)2019-01-03
Asian Journal of Urology(2018年2期)2018-04-19
低温与特气(2017年2期)2017-04-14
