
在用卧式矩形蒸汽灭菌器的渗透检测
2010-12-04 08:57凌永海
无损检测 2010年8期
凌永海
(江苏石油勘探局 江苏油田分公司 特种设备检验检测所,扬州 225009)
蒸汽灭菌器是医疗系统中常用的消毒灭菌设备,设计压力为0.245 MPa,设计温度为139 ℃,工作介质为水蒸汽,内筒材质为316L,外筒材质为Q235A,规格为双扉内筒1 125 mm×640 mm×640mm,壁厚4 mm,腐蚀裕度为0,结构形式为卧式矩形夹套容器。该灭菌器主要用于消毒各种医疗器械、敷料、培养基、生理盐水和葡萄糖水等,每日运行2h左右。运行过程中存在温差,底部有冷凝水析出,有时会发生被消毒灭菌物爆瓶现象,如生理盐水或葡萄糖水等溢出而滞流在内筒底部,因此在内筒底部容易产生应力腐蚀。另外,内筒的环向焊缝以及快开门不锈钢板与密封座连接处的角焊缝也可能因应力集中容易产生疲劳裂纹(图1)。因此,内筒底部的焊缝、内筒环向焊缝和不锈钢板与密封座连接处的角焊缝是该蒸汽灭菌器检测的重点部位[1]。
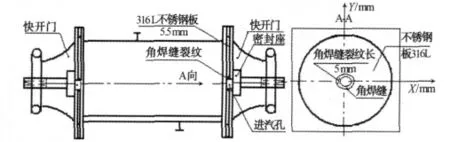
图1 蒸汽灭菌器门和内筒结构示意图
1 渗透检测方法及准备工作[2]
渗透方法采用溶剂去除型着色渗透检测。根据材质和易产生疲劳裂纹等特点,选择灵敏度高,氯、硫和氟元素含量不超标且符合国家标准的检测剂。笔者选用HD-G 核工业级检测剂。经B 型试块验证,渗透检测剂系统及检测工艺符合标准要求。
实施渗透检测前,需要注意表面准备和安全防护。使用干净不脱毛的布擦除被检区表面的水及其他杂物(如被消毒灭菌遗留物),必要时使用钢丝刷清理表面污物。检测时,打开门通风,并有专人监护,照明安全电压为24V。
2 渗透检测步骤
(1)预清洗 用清洗剂的喷罐喷洗焊缝两侧(向两侧各扩展25mm),彻底清除油污等受检表面附着物,并用干布将受检表面擦干净。
(2)施加渗透剂 用喷涂法施加渗透剂,使之覆盖整个受检表面,渗透时间>10min,并使受检表面在整个渗透时间内始终保持润湿。
(3)去除多余的渗透剂 清洗灭菌器受检表面时,先用干净不脱毛的布沿一个方向擦拭,将大部分多余的渗透剂去除后,再用喷有清洗剂的干净不脱毛的布擦拭,直至多余的渗透剂全部擦净。
(4)干燥 自然干燥,干燥时间为5~10min。
(5)施加显像剂 用喷涂法施加显像剂,喷嘴离被检面300~400mm,喷洒方向与被检面夹角为30°~40°为宜,显像剂施加薄而均匀。显像时间
>7min。
(6)观察 在显像剂施加7 min后,用强光手电筒对受检表面的焊缝进行仔细观察。
(7)后处理 用干净不脱毛的布擦除显像剂和残余渗透剂,并将所有检测用杂物清除到灭菌器外。
(8)记录 以门轴为原点,以水平轴为X轴,纵轴为Y轴,等分圆角位置,记录缺陷显示的长度和位置,并用草图记录。
(9)判定 按JB/T 4730.5—2005标准进行等级评定。
3 检测结果及分析处理
在快开门不锈钢板与密封座连接处角焊缝上发现一处长5 mm 的裂纹(图1)。根据标准,评定等级为Ⅳ级,不合格。
分析角焊缝上裂纹的成因主要是由于灭菌器的周期性使用,角焊缝处产生热应力,由于热应力的反复作用而产生热疲劳破坏。加之灭菌器内水蒸汽频繁的加热升压和冷却卸压,材料受到温度和交变应力作用,使材料机械强度和塑性降低,热疲劳破坏和材料机械强度和塑性降低,使角焊缝处产生疲劳裂纹[3]。
对角焊缝上的裂纹,按规定打磨、焊补处理后,按照原渗透检测步骤重新进行检测,检测结果按JB/T 4730.5—2005标准进行等级评定,Ⅰ级合格。
4 结论
在对在用蒸汽灭菌器的定期检验中,由于正确选用了渗透检测工艺,对蒸汽灭菌器使用中可能产生裂纹的重点部位焊缝进行了内表面渗透检测,发现和消除了危害性缺陷,因此,有必要在压力容器的定期检验中对焊缝内表面进行渗透检测,以保证容器的使用安全。
[1] TSG R7001—2004 压力容器定期检验规则[S].
[2] JB/T 4730.5—2005 承压设备无损检测[S].
[3] 郑东旭,高权民.方型蒸汽消毒柜内胆产生裂纹的原因探讨[J].机械研究与应用,2003,16(增):49.
猜你喜欢
轻纺工业与技术(2022年6期)2023-01-24
钻采工艺(2022年4期)2022-10-21
江苏卫生保健(2022年7期)2022-07-26
商品与质量(2021年15期)2021-04-21
化学与粘合(2020年4期)2020-09-11
同位素(2020年4期)2020-08-22
饮食保健(2020年7期)2020-04-30
科学与财富(2018年19期)2018-08-20
家庭科学·新健康(2014年10期)2014-10-24
中国造纸(2011年5期)2011-11-22
