18架轧机在四切分轧制工艺中的力能计算
2011-01-04 14:08李衍平单英祥天津钢铁集团有限公司棒材厂天津300301
天津冶金 2011年4期
李衍平 单英祥 (天津钢铁集团有限公司棒材厂,天津 300301)
18架轧机在四切分轧制工艺中的力能计算
李衍平 单英祥 (天津钢铁集团有限公司棒材厂,天津 300301)
天津钢铁集团在双棒材生产线上进行小规格螺纹钢四线切分技术开发,为保证轧机的设备安全,根据四切分轧制工艺的设计,计算18架轧机的单位轧制力、总轧制力及总轧制力矩,将计算出的结果与三切分的轧制力、轧制力矩相对比,并对主电机的额定转矩进行校核。通过计算验证,主电机功率可以满足四切分轧制。
轧机 轧制力 额定转矩 摩擦力 计算 校核
1 前言
天津钢铁集团有限公司双棒材生产线为双条全连续式棒材生产线,设计年产量为75×2万t,最大轧制速度18 m/s。产品规格为ø12 mm~50 mm螺纹钢筋,ø16 mm~70 mm 圆钢棒材;其中 ø12 mm、ø14 mm、ø16 mm的螺纹钢采用三切分轧制,ø18 mm、ø20 mm、ø22 mm螺纹钢采用二切分轧制。目前棒材厂正在进行小规格螺纹钢四线切分技术开发项目,此技术的开发能显著提高棒材线的生产效率,降低生产成本。
本文通过公式计算,得出四切分轧制所需要的准确轧制力矩,将此数据与主电机的额定力矩相对比,保证主电机在轧制过程中的可靠性。
2 计算及校核
2.1 轧制平均单位压力计算
本文采用爱克隆德公式计算线材轧机的轧制压力。爱克隆德公式适用于轧制温度高于或等于800°C,轧制速度不大于20 m/s的碳钢[1]。
轧制平均压力由3部分组成:

(1) k值:单向静压缩时的单位变形阻力:

式中:t——轧制温度,℃;
ω——轧件化学成分系数,ω=1.4+C+Mn+0.3Cr
(2) pu值:附加变形阻力

式中:η——粘度系数
η=0.01(14-0.01t)φ(kg·s/mm2)
φ——轧件速度修正系数,取0. 65;
u——变形速度,计算公式为:
式中:R——轧辊半径,mm;
υ——轧辊圆周速度(轧制速度),mm/s;
Δh——道次压下量,Δh=h0-h1(mm)
对于由椭圆轧圆形:Δh=0.85h0-0.79h1
h0、h1——轧件前、后的轧件高度,mm。
(3) pμ值:为由于外摩擦影响引起的附加变形阻力,其计算公式为:


式中:μ——轧件与轧辊之间的摩擦系数,

a——轧辊材料修横系数:刚轧辊=1,硬面铸铁轧辊=0.8。
综上所述,轧制平均单位压力公式为:

利用爱克隆德公式计算型材螺纹轧制中18架轧机的轧制平均单位压力。已知钢种HRB335的化学成分(含碳量0.2%,含锰量1.4%,含铬量0.25%),轧制温度1 050℃,轧机均采用钢轧辊。表1为ø12 mm×4 mm螺纹的轧制程序表。
图1为ø12 mm×4 mm螺螺纹轧制中17架轧机至18架轧机的轧制孔型。
计算1 8架轧制道次的轧制单位压力,计算示例见表2。
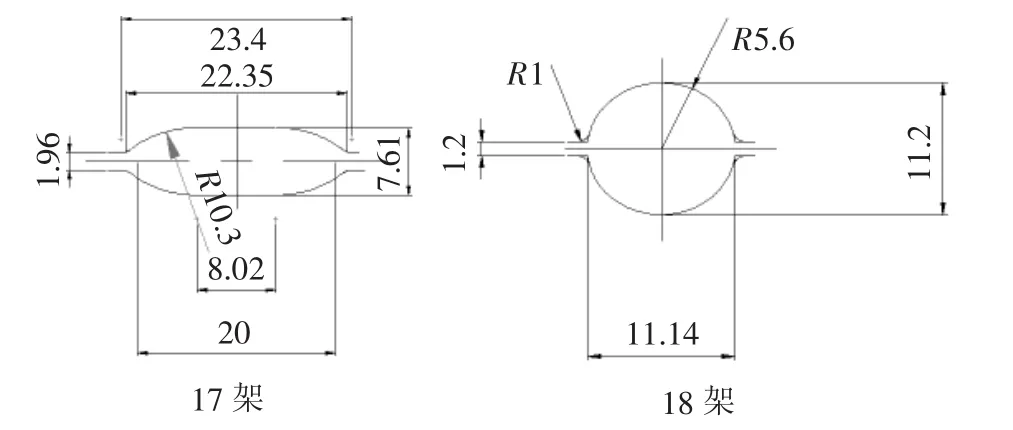
图1 ø12 mm×4 mm螺纹四切分中精轧孔型图
2.2 计算轧制总压力
2.2.1 轧制总压力的计算公式
轧制时,轧件与轧辊接触弧上轧制单位压力的总和即为轧制总压力。轧制总压力可用下式计算:
2.2.2 根据表2计算18架轧机的轧制压力
计算18架轧机的轧制压力。

式中:Pz——18架轧机轧制总压力。

表2 第18架轧制道次轧制单位压力计算表
2.3 轧制力矩
传动轧辊时,电动机轴上的力矩由下列4种力矩组成:

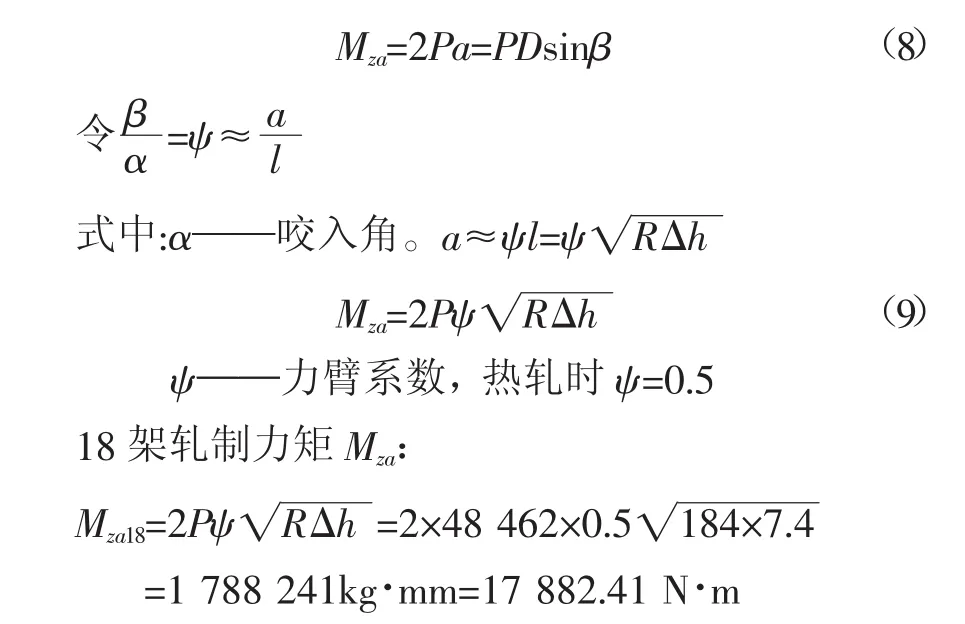
2.3.1 轧制力矩Mza
轧制力矩是用来使轧件发生所需要的塑性变形的有用力矩。
2.3.2 附加摩擦力矩
附加摩擦力矩是指轧件通过轧辊时,发生与轴承中与轧机传动机构中的摩擦力矩(推算到电机轴上):

(1) Mm1为轧制总压力在轧辊轴承中产生的摩擦力矩,按下列计算:

式中:μ——轧辊轴承中的摩擦系数,此轧辊轴承采用滚动轴承,μ取0.03。
根据公式计算18架轧辊轴承摩擦力矩:

(2) Mm2为轧机传动机构中的附加摩擦力矩(推算到电机轴上),分别用下列公式计算:
联接轴的摩擦力矩Mm21
式中:η1——联接轴的传动效率0. 96;
η2——减速机的传动效率0.95~0. 98;
i——减速机的速比。由工艺表查得i18=1.067。轧机传动机构中产生的附加摩擦力矩为:
由公式得18架附加摩擦力矩Mm。
2.3.3 空转力矩Mk
简化计算,空转力矩可以取主电机额定力矩的5%,Mk=5%Me,根据公式得,18架轧机主电机额定力矩:

2.3.4 动力矩Md
上面计算得到的 Mza、Mm、Mk均为静力矩,任何轧机均有此三项力矩。除此之外,在不均匀转动工作的轧机中,如带飞轮的轧机以及在轧制过程中调速的可逆式轧机都有动力矩产生。本次计算的轧机不属于变速轧制,不存在动力矩Md[2]。
综上计算得,电机轴力矩公式
2.4 校核
通过以上计算得出,18架轧机主电机轴上的轧制力矩。

所以,目前的主电机功率满足四切分轧制工艺。
18架的轧制力P4=484.62 kN>P3=359.7 kN;轧制力矩M4=19.53 kN·m>M3=12.9 kN·m。在轧件的基本参数不变的情况下18架四切分的总轧制力和总轧制力矩分别比三切分的数值超出40%和35%。
3 结论
利用爱克隆德公式计算出18架轧机的单位轧制力、总轧制力及总轧制力矩。通过对比得出,18架轧机轧制四切分的总轧制力和总轧制力矩分别比三切分的数值超出40%和35%。所需电机的轧制力矩小于电机的额定力矩,所以18架轧机满足四切分轧制工艺的需要。
[1]小型型钢连轧生产工艺与设备编写组.小型型钢连轧生产工艺与设备[M].北京:冶金工业出版社,1999.
Mechanical Calculation of 18 Stands Rolling Mill in Four Slitting Rolling Process
Li Yanping,Shan Yingxiang
Four slitting rolling technique for small size rebar was developed on Twin Bar Rolling Mill,Tianjin Iron and Steel Group.In order to ensure the safety of the equipment,the authors calculated as per four slitting rolling design the specific rolling force,total rolling force and total rolling torque of 18 stands rolling mill,the results of which were compared with that of three slitting rolling.The rated torque of main motor was calibrated as well.The power of main motor was proved to meet the demand of four slitting rolling after calculation.
rolling mill,rolling force,rated torque,friction,calculation,calibration
(收稿 2011-07-13 责编 赵实鸣)
李衍平,男,工程师,现任天钢棒材厂综合办公室主任。
猜你喜欢
上海金属(2022年6期)2022-11-25
山东冶金(2022年4期)2022-09-14
昆钢科技(2021年1期)2021-04-13
冶金设备(2020年2期)2020-12-28
商品与质量(2020年23期)2020-10-09
重型机械(2020年3期)2020-08-24
四川冶金(2019年5期)2019-12-23
中国钼业(2019年4期)2019-08-29
焊管(2019年3期)2019-04-22
天津冶金(2018年1期)2018-06-13