关于湖南中小水电站汽蚀磨损防护的探讨
2011-03-15 15:03王昌生
湖南水利水电 2011年1期
王昌生
(长沙理工大学 长沙市 410014)
陈芳
(湖南水利水电职业技术学院 长沙市 410131)
很多水电站都面临一个十分棘手的问题,那就是水轮机的汽蚀磨损问题,我国北方河流因为含沙量大,对汽蚀磨损问题早有关注,南方含沙量相对较少,这一问题常常被忽视,但事实上这一问题在南方水电站同样严重。
近年湖南省开始致力于中小水电站的改造问题,汽蚀磨损问题成为一个急待解决的重要问题。
1 汽蚀磨损机理
汽蚀磨损顾名思义就是汽蚀和磨损共同作用于水轮机上。
汽蚀的产生基于液体中存在着大量的溶性气体及蒸汽组成的微小气泡即气核。一个气核膨胀发育的过程是:气核随着周围水体压力的下降,气核缓慢膨胀。当周围压力降低到汽化压力以下的临界点,低于临界点时,气核迅速膨胀形成空化,人们称之为空化的爆炸性膨胀。空泡的溃灭是在极短的瞬间动态过程,溃灭时产生的射流的速度极高,可达100m/s以上,所形成的压力可达数千大气压。当空泡的溃灭发生在固体壁面时,冲击压力波会造成壁面的损伤。汽蚀又包括翼型汽蚀、间隙汽蚀、局部汽蚀以及空腔汽蚀等。
磨损是水轮机除汽蚀外另一个最重要的破坏形式,尤其当水轮机是工作在泥沙含量高的河流中,磨粒磨损的危害更显突出。磨损机理涉及磨粒的形状、粒度、锐度、硬度、强度和湿度、以及作用力的大小、冲击力的有无和是否存在腐蚀介质等因素;涉及材料成分、物理特性、化学特性、机械性能(硬度、强度、塑性、断裂韧性等)、基体组织以及碳化物成分、晶体的结构、数量、形状及其分布等因素。
汽蚀磨损作用相较于汽蚀、磨损作用中的任何一种,对于水轮机的破坏作用都更加明显。很多时候都是汽蚀使水轮机某些部位的材料产生松动、剥离,水中的沙粒在水流的带动下对水轮机进行冲击磨损,破坏过流部件的原有形状,从而使水轮机效率下降,同时水轮机本身遭到很大的破坏,有的甚至到最后无法工作,必须全部进行更换。
图1为不同位置的汽蚀磨损。

图1 叶片不同位置的汽蚀磨损
2 汽蚀磨损问题的防护
双牌水电站坐落在永州市双牌县潇水河畔,隶属湖南省水利厅管辖。电站大坝为混凝土双支墩大头坝,最大坝高58.8m,坝长311m,右岸有一条绵延92km的灌溉主干渠道,左岸有单线双向二级船闸一座。水库控制流域面积10594km2,总库容6.9亿m3,属季调节水库,装机容量13.5万kW,近3年发电量见表1。
双牌水电站的环境以及各项参数都是湖南省内各中小水电站的代表,在汽蚀磨损问题上也有相似的情况。
2.1 水轮机的水力设计及机型选择
水力设计时应保证:①叶片是光滑流线型;②尽可能使叶片上的压力分布均匀;③叶片表面应光滑无鼓包;④叶片出边应较薄;⑤翼栅稠密度的增加可改善空化性能,降低空化系数。
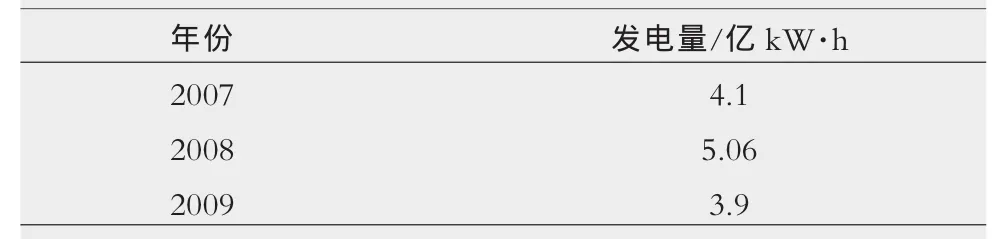
表1 双牌水电站近3年发电量
除此之外,叶片头部形状,进口边应具有半径(0.2~0.3)δmax(最大翼厚)的圆弧。为了减小间隙空化的危害,尽可能采用小而均匀的间隙,我国采用的间隙标准为1‰转轮直径。但事实上在实际当中水轮机的水力设计都已定,在遇到问题时我们必须依照良好的翼型对叶片进行修补或优化,对不符合正确水力设计的地方都要进行处理。
在汽蚀磨损的处理中还可以在叶片汽蚀破坏区,加顺水流方向的导流板,从而起到降低压力的作用,伸长空穴的长度,使空穴在叶片后溃灭,起到减蚀作用。设置顺水流向的导流板时,形状宜取流线型和圆角过渡,厚度不宜过厚,长度大体与汽蚀破坏区顺水流向的长度而定,数量以空蚀破坏区宽度而定,可设一至数片。
加裙边也可以起到很好的效果,这种方法有时不仅可以提高抗汽蚀磨损的能力,而且有利于出力的提高,也可以作为参考,如图2。葛洲坝和红河就是采用这种方法的。
图2 轴流式水轮机叶片抗汽蚀边
水力设计很重要,但如果水轮机机型选择错误的话,整个机组就会长期在非额定工况下工作,这将是非常有害的。此时即使叶片设计再完美,汽蚀磨损依然会很严重的发生,所以机型的选择也是非常重要的。
水轮机选择应遵循的原则是:在满足水电站出力要求和与水电站参数(水头和流量)相适应的条件下,选用性能好和尺寸小的水轮机。
双牌水电站机组机型及参数为:2、3号机组:HL123-LH-410;1号机组:HL240-LH-410;机组特性曲线为标准曲线。
其中HL123-LH-410的参数为:水头H为25m;额定功率为46.4MW;额定流量为138.5m3/s;水轮机直径为4.1m;最大水头为43.7m。
HL240-LH-410的参数为:额定水头为38m;额定功率为44MW;额定流量为138m3/s;水轮机直径为4.1m;最小水头为24.7m。
到目前为止,双牌水电站的水轮机还基本符合整个水电站的运行需要。现在存在问题主要是双牌水电站建站已久,随着环境、机组增容、应对汽蚀磨损的要求等因素,实际运行情况远远低于原有的参数性能。
2.2 机组运行条件选择
水轮机运行好坏不仅与其本身的有关,还和机组运行条件有着密不可分的关系,机组运行条件的选择在解决水轮机效率低下及汽蚀磨损起着很大的作用。
从双牌水电站几十年来的观察情况来看,对于在设计上比较优秀的水轮机来说,在设计水头和最优工况区运行时,一般汽蚀现象并不严重,但实际情况往往并非这样。如表2、表3,从表中可以看出以双牌水电站为典型的湖南中小型水电站很多都属季节性的,机组的运行负荷和水头都是不断变化的。

表2 双牌水电站逐日平均库水位表 m
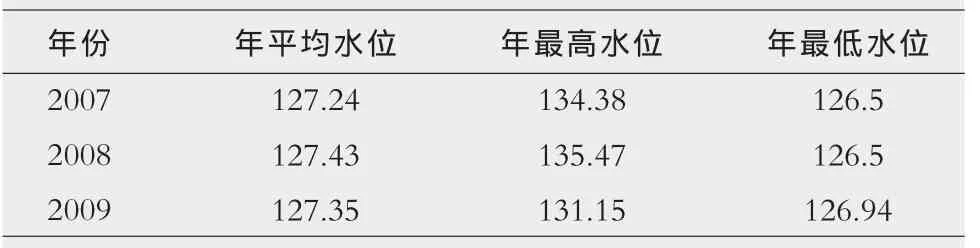
表3 双牌水电站日平均下游水位表 m
通过表2、表3可以看出1年中最高和最低的水库水位和下游水位相差分别约有8m和7m,这将直接影响机组运行时的负荷及水头。而机组在低负荷和低水头情况下工作对防止汽蚀磨损问题极为不利。所以对于这些中小型水电站应该要做好水量的调配问题,做出最大的努力减少因为季节原因而造成的机组负荷、水头不稳定,特别是低水头、低负荷所产生的影响。
减少汽蚀磨损还可以利用补气的方式。向空化区补入适量的空气,不但可以降低负压值,减少空穴的产生,而且由于空气的弹性可以吸收空泡溃灭时所产生的冲击压力,从而减轻对固体边界的汽蚀磨损。通过实验室及实践表明向汽蚀磨损区直接补气可以完全消除空蚀。双牌水电站采取的是主轴中心自然补气方法,如图3所示。
在实际中可能存在主轴中心自然补气效果不明显的问题,所以我们可以在原有基础上外加强迫补气的方法,这样效果将更加明显。
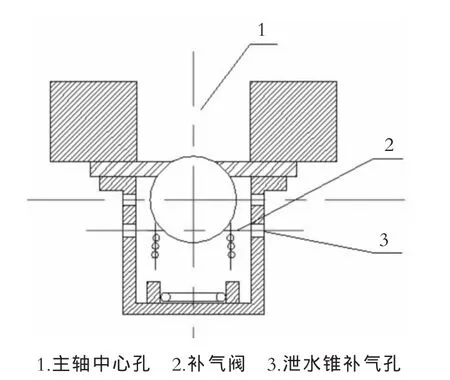
图3 主轴中心自然补气
2.3 抗汽蚀磨损的材料及工艺
近年来,合金钢广泛用于水轮机部件,特别是用于制造大型和巨型水轮机过流部件。我国科研工作者先后研制出 Cr5Cu、Cr8CuMo、0Cr13Ni4CuMo、0Cr13Ni6Mo、0Cr13 Ni4Mo、17-4PH等钢种。目前为止,综合我国水轮机抗磨蚀所普遍采用的材料,可分为以下6个系列近20个牌号:
●碳钢类:ZG25,ZG30,ZG35等;
●低合金钢类:ZG20SiMn,ZG15MnMoVCu,5MnCuTi等;
●中合金钢类:ZGCr5Cu,ZGCr8CuMo等;
●高合金钢类:0Cr13NiCu,1Cr13,2Cr13,0Cr13Ni等;
●镍铬不锈钢类:ZG0Cr13Ni4Mo,ZG0Cr13Ni6Mo,马氏体沉淀强化不锈钢17-4PH等;
●表面工程材料:环氧金刚砂涂层,陶瓷涂层,高分子复合涂层等。
双牌水电站水轮机部件所用的材料就是低合金钢中的ZG20SiMn,这种材料虽然加工方便,价格便宜,但由于其抗汽蚀,磨损及腐蚀的能力都较差,往往一个汛期就需要维修甚至更换,尽管中小型的水电站比大型水电站更换部件容易,但也给生产带来了诸多的不便,且更换和维修的费用将成为每年的财政负担。如果需要更换的话,建议使用0Cr13Ni4-6Mo系列马氏体不锈钢。
在主体材料已定的情况下,最主要的措施还应该是加强过流部件表面的防护措施,主要包括以下几方面:
(1)电镀。就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程,是利用电解作用使金属或其它材料制件的表面附着一层金属膜的工艺从而起到防止腐蚀,提高耐磨性。它的主要优点的是不经过高温加工,没有变形问题,表面光洁度高,镀层硬度高达1000 HV左右,电镀层的主要成分为稀土铬合金。
(2)加软涂层。软涂层包括聚氨酯橡胶、尼龙等,通过实践表明涂有软涂层的水轮机过流部件的抗汽蚀磨损能力具有显著提高。例如复合尼龙喷涂粉末在五一渠实验运用中它的抗汽蚀磨损性能得到验证,其抗磨系数是30#钢的2~3倍,耐磨蚀性能是30#钢的1.5倍,并且对传统软涂层不易和母体粘结的缺陷也有所改进。在底环、顶盖抗磨板和导水叶密封改造中,采用这种方法将收到良好的抗磨蚀效果。
(3)加硬涂层。硬涂层包括不锈钢抗气蚀焊条堆焊;纳米碳化钨超音速火焰喷涂;金属陶瓷等材料喷焊、喷涂等。
堆焊是我国采用较多的一种抗磨蚀处理方法,它的主要优点是设备简单、技术成熟、现场施工方便。目前,我国用于水轮机抗磨蚀堆焊的焊条主要有高铬铸铁型、高Cr—Mn奥氏体型、Cr—Ni奥氏体不锈钢型和低碳马氏体不锈钢型等,其中0Crl3Ni4—6MoRe系列低碳马氏体不锈钢焊条具有较好的抗磨蚀性能,其抗磨蚀能力为1Crl8Ni9Ti(A102)的2倍左右。但该方法冲淡率大,焊层厚且不均匀,加工量大,对基体材料的可焊性要求高,不易保证流道型线,焊后容易产生变形,并可能对过流部件产生热影响而降低部件的机械强度等性能。现在处理汽蚀磨损采用的最多的就是堆焊,然后再打磨光滑,如图4所示,这种方法很适合湖南境内中小水电站过流部件的修复和改造。
纳米碳化钨超音速火焰喷涂属于超音速喷涂技术,超音速喷涂技术是近年来高速发展起来的高质量表面涂层制备技术,如图5,它利用经特殊设计的超音速喷嘴等特殊结构的喷枪,并使用高压和高能燃料,使喷涂的粉末粒子以很高的速度喷射到工件表面,形成结合强度很高的涂层。这种技术较一般的喷涂法抗汽蚀磨损性能更佳,且寿命更长。随着这种技术的逐步成熟,可以积极采用。

图5 纳米碳化钨超音速火焰喷涂
3 汽蚀磨损问题解决展望
水轮机的汽蚀磨损问题逐渐成为国际性的问题,它的解决将意味着水电站效益的极大提升,但因为汽蚀磨损问题的复杂性,要想很好地解决,特别是南方中小水电还有很多方面需要加强。主要有水电科学调度、汽蚀磨损机理研究、国内水轮机制造水平和质量提高、抗汽蚀磨损的更加有效的材料开发、有代表性电站各种数据和资料的收集、水轮机汽蚀磨损问题监测和检修等。
1 童建栋.中国小水电[J].International Networkon Small Hydro Power,2003.
2 胡少坤.我国水机磨蚀的现状及防护材料的发展[J].水科学与工程技术,2009(1).
3 林其玉,宋文武,符杰.含沙水中水轮机参数选择与结构设计[J].西华大学学报(自然科学版),2007(6).
4 陈莹,陈德新,崔旭东.多泥沙河流水轮机磨蚀的防护技术[J].华北水利水电学院学报,2006(2).
5 王志高.非金属涂层进展和展望.水机磨蚀研究与实践50年[M].北京:中国水利水电出版社,2005.
6 刘凉冰.聚氨酯弹性体的动态力学性能的影响因素[J].聚氨酯工业,2004(5). 7 黄育敏,张雨霖.水轮机汽蚀修复与防护措施[J].江西电力,2009(1), 33.
猜你喜欢
大电机技术(2022年3期)2022-08-06
水泵技术(2022年2期)2022-06-16
小水电(2021年6期)2021-12-15
大电机技术(2021年3期)2021-07-16
装备制造技术(2020年4期)2020-12-25
中华建设(2019年3期)2019-07-24
宇航学报(2018年7期)2018-08-10
天津化工(2018年4期)2018-08-04
小型内燃机与车辆技术(2018年2期)2018-05-08
水电站机电技术(2016年1期)2016-02-28