海洋平台用EQ70高强钢焊接性研究
2011-04-01 13:22虞晓棣邹家生
江苏船舶 2011年1期
虞晓棣,邹家生,严 铿
(1.江苏熔盛重工集团有限公司,江苏南通 226532;2.江苏科技大学先进焊接技术省级重点实验室,江苏镇江 212003)
0 引言
海上钻井及采油平台等海洋工程结构是人类开发利用海洋资源的重要的超大型焊接钢结构。海洋环境条件具有复杂性、随机性和多样性的特点。海洋平台要在波浪、海潮、风暴及寒冷流冰等严峻的海洋工作环境中,支撑总质量超过数百吨的平台和钻井设备,保证远离陆地的操作人员的生存条件和安全,对设计和焊接制造要求非常苛刻。为了减轻海洋工程结构的质量,同时又增加结构整体的安全性,采用材料的强度级别也越来越高,材料厚度也不断增加。为了满足各种大厚度、高强度结构钢在新型海洋平台结构中的性能要求,促使焊接结构向高参数、大型化方向发展,各国都在大力开发具有良好的综合力学性能和加工工艺性能的新钢种,以期能够满足海洋平台这种特殊钢结构的建造要求。新一代低合金高强钢的主要特点是超细晶粒、超洁净度、高均匀性,其强度和寿命比原同类钢种提高一倍。超细晶粒是指钢材晶粒尺寸达到0.1~10μm;超洁净度是指钢中S、P、O、N和H等杂质元素的含量降低到0.005%以下;高均匀性是指钢材的成分、组织和性能的高度均匀,并强调了组织均匀的主导地位。新一代低合金高强钢主要通过冶金处理和各种强化途径来实现其强韧性,因而对焊接技术提出了更高的要求。本文针对海洋平台用EQ70高强钢,重点研究焊接工艺及焊后热处理对其焊接性的影响。
1 试验材料及方法
本文采用的60 mm厚EQ70钢的化学成分和力学性能分别见表 1和表 2。

表1 EQ70钢的化学成分(质量分数,%)
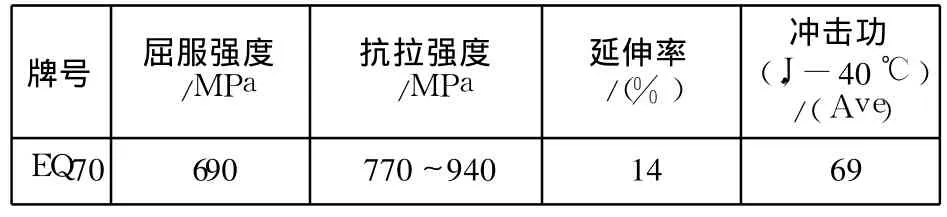
表2 EQ 70钢的力学性能
本文采用的焊条为CONARC80,其焊条的化学成分、力学性能和冲击性能分别见表 3、表 4和表 5。
EQ70高强钢采用手工电弧焊焊接,焊接试样坡口为 X型坡口,坡口角度为 60°。在装配焊接之前要先用酒精对坡口内的油污进行清洗,装配时间隙为2~4mm。采用对称焊接的方法进行焊接,保证试板的平直。
为了研究预热温度、焊接电流和焊后热处理对EQ70高强钢焊接性的影响,本文拟定的 EQ70高强钢试验工艺参数见表 6。

表3 CONARC 80的化学成分(%)

表4 焊缝金属的力学性能

表5 焊缝金属的冲击性能
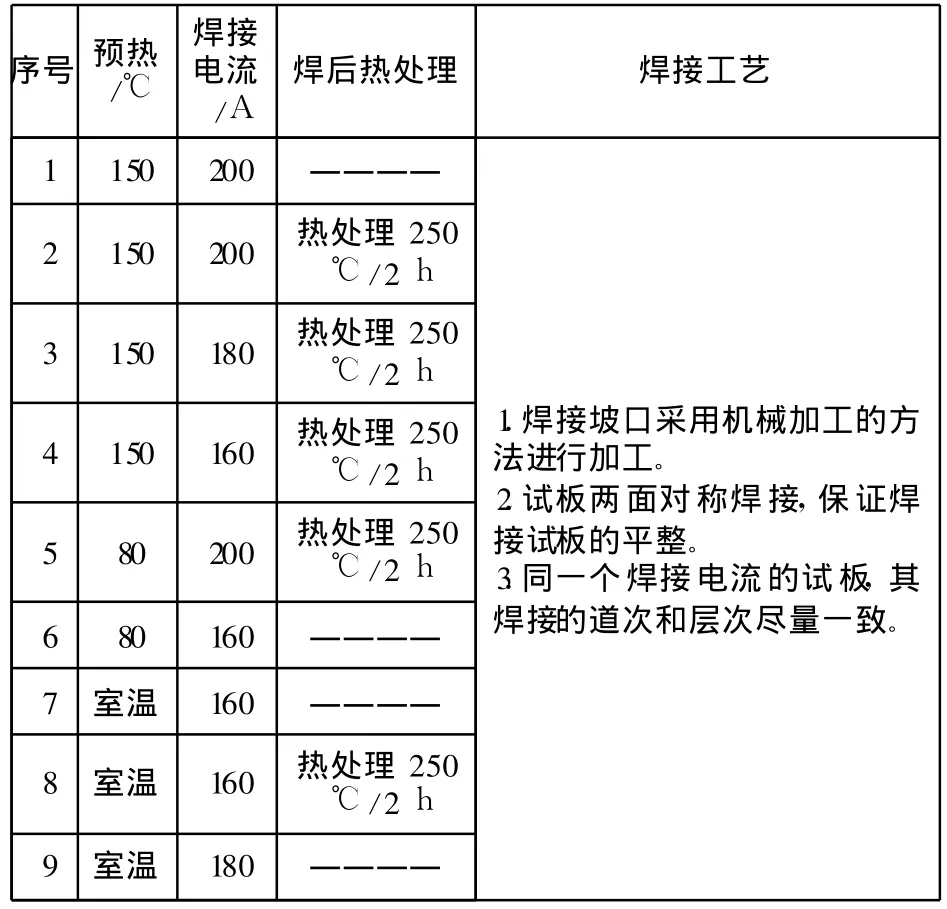
表6 EQ70钢焊接工艺参数
对焊接后的试板进行取样,其中 2个拉伸试样、6个冲击试样、2个侧弯试样。取样标准根据 GB 2649-89《焊接接头机械性能取样法》。
2 试验结果与分析
不同焊接工艺条件下焊接接头的抗拉强度见表7。表 7中,抗拉强度前两个值为实测值,括号内为平均值。从表中可知,EQ70钢焊接接头的抗拉强度为755~790MPa,且全部断在焊缝。分析表 7中数据,焊接电流对接头抗拉强度影响较大,表中接头强度的最低值均出现在焊接电流为 220 A时,在相同条件下,随焊接电流减小,接头强度提高。焊后热处理使接头强度稍有降低,在 180 A的电流下,预热150℃比不预热条件下的接头强度稍有提高。由表2知,EQ70钢母材的抗拉强度为770~940 MPa,在焊后热处理的条件下,焊接电流为180 A或 200 A时,接头强度基本均能和母材等强。当焊接电流达到220 A时,则接头强度低于母材。
不同焊接工艺条件下焊接接头各区域的冲击值见表 8和表 9。表 8为室温条件下的冲击值。在相同条件下,EQ70钢焊缝的冲击值最低,热影响区外1mm处的冲击值最高;从预热温度 150℃、焊接电流220 A和不预热、焊接电流180 A,焊后热处理和不热处理的结果对比发现,焊后热处理有利于提高韧性,尤其对焊缝金属影响尤其明显。在焊接电流180 A、焊后热处理的条件下,当预热温度提高到150℃,EQ70钢焊接接头的韧性明显提高。结果发现,在相同条件下焊接电流的变化对 EQ70钢接头韧性的影响规律较复杂。总的来说,EQ70钢焊接接头在室温下均具有很好的冲击韧性。EQ70钢焊缝中心冲击值最低为102 J,平均值最低为116 J。在预热温度150℃、焊接电流180 A以及焊后热处理的条件下,焊缝冲击值最高,达到最低值 144 J,平均值 149 J。热影响区的冲击值同时达到最高,达到最低值176 J,平均值178 J。热影响区外1mm处的冲击值在预热温度室温、焊接电流 200 A以及焊后不热处理时为最高,达到最低值190 J,平均值196 J。
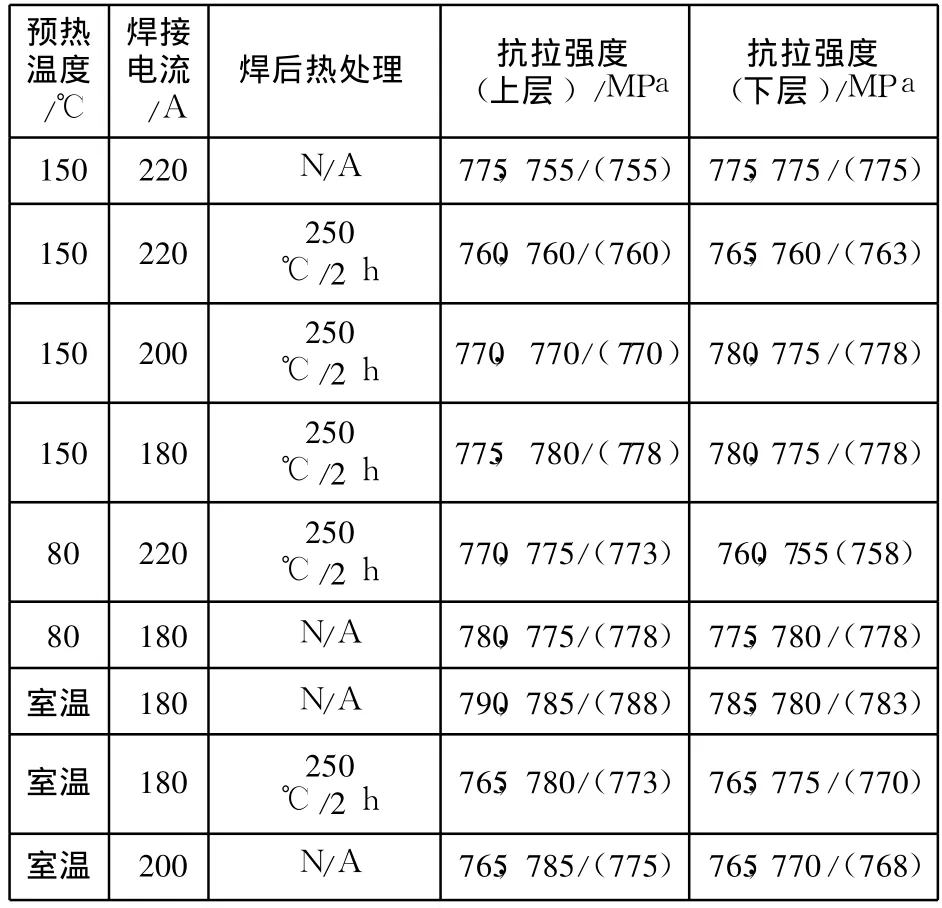
表7 不同焊接工艺下EQ70钢焊接接头的抗拉强度
不同焊接工艺条件下,EQ70钢在-40℃时焊接接头各区域的冲击值见表 9。表 9中 150℃预热、200 A焊接电流以及焊后热处理的条件下,焊接接头各区域在 -40℃的冲击值最佳。其中焊缝中心在-40℃冲击值的平均值为67 J,最低值为66 J;熔合线处在-40℃冲击值的平均值为 66 J,最低值为64 J。和表2中EQ70钢在-40℃的冲击值标准值69 J相比,EQ70钢焊接接头在-40℃的冲击值低于母材2~3 J,相当于母材的 95%以上。分析表9,过小的焊接电流、过低的预热温度均不利于接头的韧性,适当的焊后热处理有利于改善接头韧性。
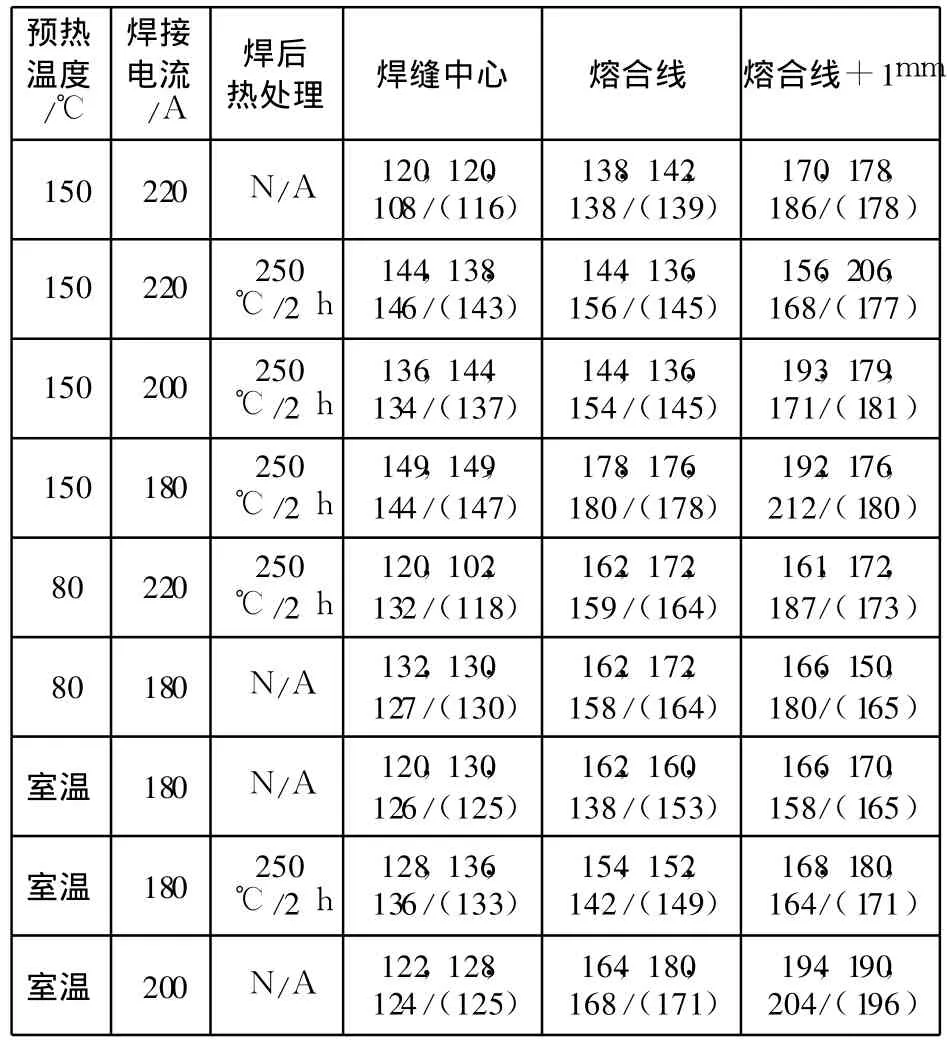
表8 EQ70在室温时焊接接头各区域的冲击值和焊接参数的关系
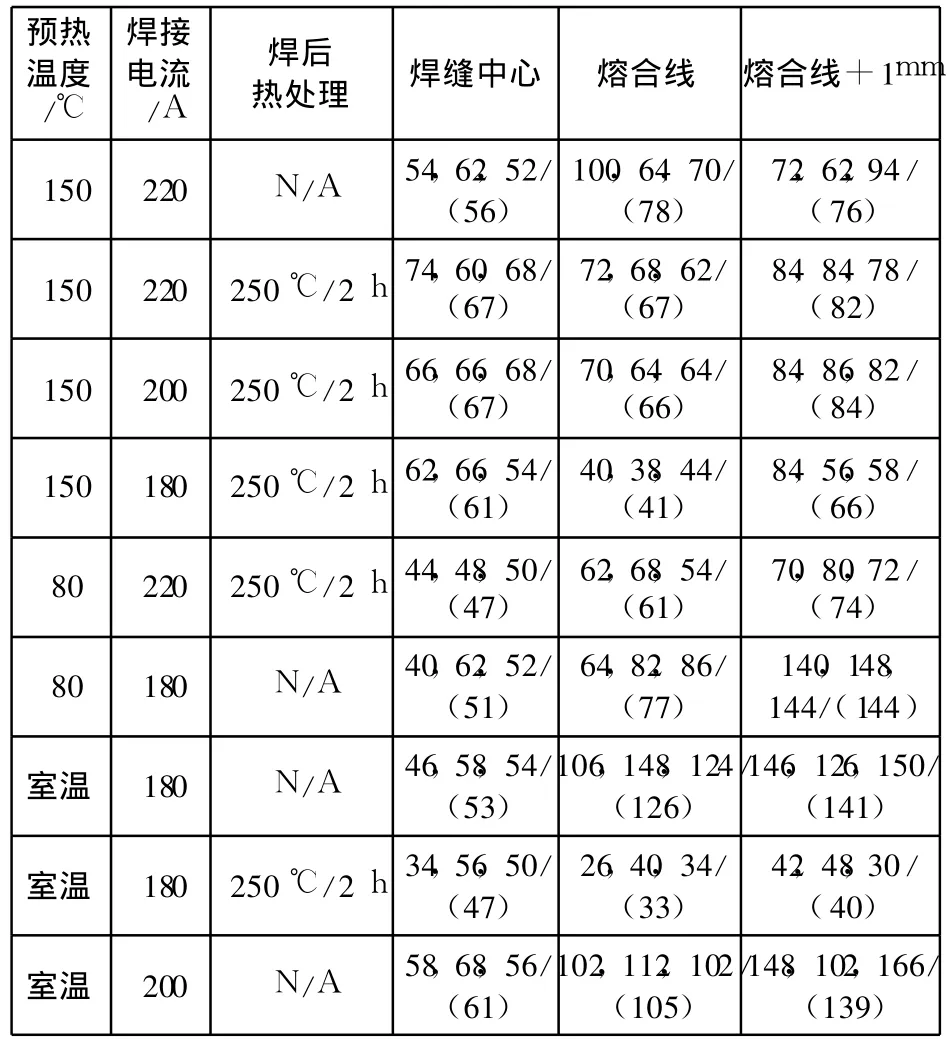
表9 EQ 70在-40℃时焊接接头各区域的冲击值和焊接参数的关系
焊接接头侧弯试验结果表明:所有工艺条件下的侧弯试样均未出现裂纹,冷弯性能全部达到要求。
在150℃预热、200 A焊接电流和焊后热处理的焊接工艺条件下,EQ70钢焊接接头的宏观形貌和硬度分布如图 1所示。可以看到。焊缝、熔合线、热影响区均未发现裂纹、未熔合、气孔、夹渣等焊接缺陷。从硬度分布来看,EQ70钢热影响区的硬度值偏高,超过平均水平5%~10%,焊缝的硬度和母材相当,这和EQ70配用CONARC80焊条接头强度匹配较好有关。
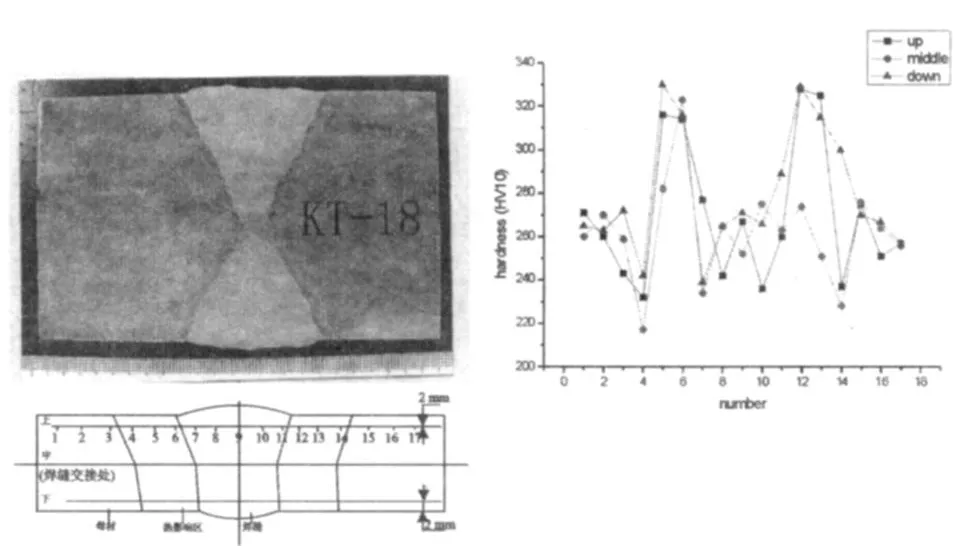
图1 EQ70钢焊接接头的宏观形貌和硬度分布
综合上述分析,结合海洋平台工作环境对低温韧性的高要求,在制定EQ70钢焊接工艺参数时,主要以 -40℃的冲击值为依据,同时考虑接头强度基本和母材等强条件,故推荐EQ70钢,其焊接工艺为150℃预热,200 A焊接电流以及250℃/2 h焊后热处理的规范。
3 结论
(1)采用CONARC80焊条,手工电弧焊接EQ70钢,在焊后热处理的条件下,其接头强度在焊接电流为180 A或200 A时,均能和母材等强;当焊接电流达到 220 A时,则接头强度低于母材。
(2)EQ70钢焊接接头在室温均具有很好的冲击韧性;在 150℃预热、200 A焊接电流和焊后热处理的条件下,焊接接头各区域在 -40℃的冲击值最佳,达到母材的 95%以上。适当增大焊接电流、提高预热温度和焊后热处理有利于改善接头韧性。
(3)EQ70钢焊接接头的冷弯性能均合格。焊缝的硬度和母材相当,热影响区的硬度值偏高,超过平均水平5%~10%。
(4)结合海洋平台工作环境对低温韧性的高要求,推荐EQ70钢焊接工艺为150℃预热、200 A焊接电流以及 250℃/2 h焊后热处理的规范。
猜你喜欢
建材发展导向(2022年20期)2022-11-03
今日农业(2022年16期)2022-09-22
今日农业(2021年19期)2021-11-27
陶瓷学报(2021年4期)2021-10-14
航空制造技术(2020年11期)2020-07-01
中国外汇(2019年22期)2019-05-21
特别文摘(2016年15期)2016-08-15
装备环境工程(2015年4期)2015-02-28