设备重叠时镍基焊材的运用
2011-04-11 02:41王菊茹王恩振魏广权
科学之友 2011年16期
王菊茹,王恩振,魏广权
(营口庆营石化设备有限公司,辽宁 营口 115000)
重叠设备的重叠焊接接头往往需要进行炉外局部最终热处理,为避免热处理,可以采用价格昂贵但具有良好耐热、耐蚀性能的镍基焊材施焊。我公司为某石化公司制造两台内壁全堆焊的2.25Cr-1Mo换热器,两台换热器以焊接形式重叠在一起,设计要求采用镍基焊材堆焊坡口,制造前按照 JB4708-2000进行了焊接工艺评定,确定了重叠口的焊接工艺。重叠换热器的大体结构,见图1。

图1 重叠换热器的大体结构
1 焊接性分析
我公司购买由日本神户制钢生产的2.25Cr-1Mo钢板,它属珠光体耐热钢,具有很好的抗氧化性和热强性,最高工作温度可高达600 ℃,广泛应用于石油工业和化学工业,是目前用于炼油厂最佳的抗氢钢材料。其化学成分见表1,力学性能见表2。
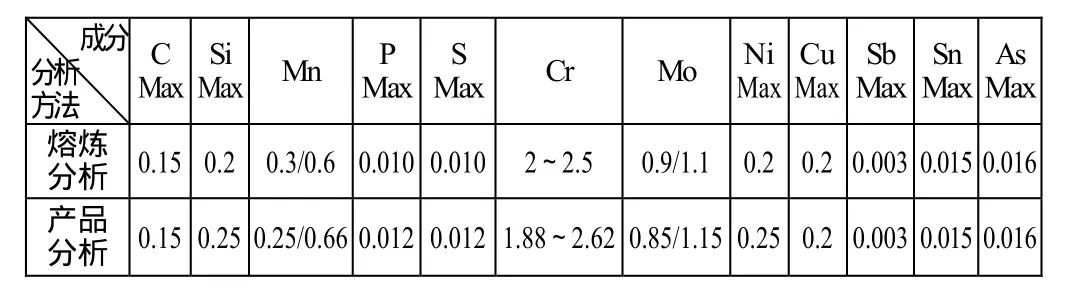
表1 2.25Cr-1Mo钢板化学成分 / %
其中回火脆性敏感性系数应满足以下要求:


表2 2.25Cr-1Mo钢板力学性能
珠光体耐热钢焊接的主要问题是热影响区的硬化、冷裂纹、软化以及焊后热处理或高温长期使用中的再热裂纹。此外,Cr-Mo钢还具有明显的回火脆化现象。2.25Cr-1Mo钢的碳当量非常大,淬硬倾向大,产生冷裂纹的可能性极大,因此在条件许可的情况下应适当地提高其预热和层间温度,以避免冷裂纹的产生。[1]
镍基焊材无论是堆焊时,还是同材质焊接时主要应防止热裂纹的产生。解决的办法除选择热裂纹敏感性低的焊接材料外,还应做到降低线能量、降低预热和层间温度。
综上分析,无论母材还是焊材都有较高的裂纹倾向,因此焊接工艺如何做才能有效防止冷、热裂纹的产生和确保焊接接头具有优良的综合力学性能是此次焊接工作的关键所在。
2 焊接材料的选择
根据以往使用镍基焊材的经验,决定采用较小线能量的手工钨极氩弧焊和焊条电弧焊,焊接材料为 ERNiCr-3焊丝和ENiCrFe-3焊条。该两种焊材的抗热裂性能较好,且熔敷金属具有良好的综合力学性能。其具体化学成分和力学性能,见表3。

表3 ERNiCr-3焊丝和ENiCrFe-3焊条化学成分和力学性能
3 焊接工艺评定试验和结果
正式焊接前我公司按 JB4708-2000制作了焊接工艺评定试板,试板尺寸为600 mm×300 mm×(38+6)mm,其中38 mm为2.25Cr-1Mo,6 mm为E309 L/E347 L的堆焊层厚度。坡口堆焊时用焊条电弧焊,对接焊缝使用手工钨极氩弧焊两层焊条电弧焊填充、面层。所采用的焊接规范,见表4。

表4 焊接规范

表5 焊接接头的力学性能

表6 焊缝的化学成分 / %
焊接工艺评定完全模拟实活,先在2.25Cr-1Mo板上按正常焊条电弧焊堆焊E309 L/E347 L堆焊试板表面→机加坡口→待堆焊面 MT→预热 100~120 ℃→焊条电弧焊堆焊坡口端面→焊后最终热处理→机加出坡口→氩弧焊两层→焊条电弧焊填充、面层→RT检测→机加试样→理化试验。理化试验后得出的结果见表5、表6。
按标准要求该焊接工艺评定合格,说明此焊接工艺可用于实际生产。
4 设备的焊接
4.1 焊前准备
按常规方法首先在 2.25Cr-1Mo接管内壁堆焊 E309 L、E347 L,堆焊完毕后机加出接管一端的单U型外坡口(见I放大图)。焊前在坡口表面及两侧20 mm范围内进行清理,不得有氧化皮、油污及水锈等杂质。
4.2 坡口端面堆焊
堆焊采用焊条电弧焊,堆焊第一层时预热 100~120 ℃,堆焊完第一层后立即进行350 ℃×2 h消氢处理,其余层不预热但层间温度应严格控制在100 ℃以下。焊接时尽量用小直径焊条,采用短弧、小电流快速焊。堆焊10~12 mm后,再机加出单U型外坡口(见I放大图),且必须保证机加后堆焊厚度不小于8 mm。
4.3 重叠
待接管及其附件与主体组焊后做最终热处理 690 ℃×(4-6)h。两换热器水压试验合格后组对重叠。此时接管端部堆焊面及两侧20 mm范围内应重新进行清理。组对间隙保证2~4 mm,错边量小于2 mm。
4.4 焊接
重叠口封底时用手工钨极氩弧焊,且背面进行充氩保护。整台设备处于充氩状态,两重叠口用宽胶带封住,边焊边打开胶带。氩弧焊两层后,再采用焊条电弧焊。焊接时层间温度严格控制在100 ℃以下。运条时尽量减少线能量,焊条尽量不摆动,若摆动可适当斜向摆动。焊接完毕时降下电流填满弧坑,防止弧坑裂纹。焊接过程中为检验微小裂纹,每焊一层进行一次渗透检测,检查合格后方可焊下一层,这有利于控制层间温度。渗透检验后一定要清洗掉渗透剂和显像剂,以防止影响焊缝质量。
5 结论
(1)严格按上述工艺要求顺利完成两条重叠焊缝的焊接,进行100%射线检测,探伤一次合格。整体水压试验一次合格。产品上的成功运用说明了所采用的焊接材料和焊接工艺的可行性,且具有推广的价值。
(2)按照JB4708-2000标准对焊接接头做了接伸、弯曲试验,其结果合格则说明此焊接接头具有良好的综合力学性能。
(3)该装置已经正式运行无任何异常现象,得到了用户的好评。
1 周振丰、张文钺.焊接冶金与金属焊接性[M].北京:机械工业出版社,1993
猜你喜欢
材料保护(2022年5期)2022-12-07
材料科学与工艺(2022年1期)2022-03-11
科学与财富(2017年35期)2018-01-29
山东工业技术(2017年11期)2017-06-13
海峡科技与产业(2017年2期)2017-03-22
山东工业技术(2017年5期)2017-03-16
山东工业技术(2017年5期)2017-03-16
电子制作(2017年19期)2017-02-02
山东工业技术(2016年23期)2016-12-23
汽车文摘(2016年1期)2016-12-10