
锌电积用“反三明治”结构铅基复合多孔阳极
2011-06-01 08:00蒋良兴吕晓军彭红建赖延清刘业翔
中南大学学报(自然科学版) 2011年4期
蒋良兴,吕晓军,李 渊,彭红建,赖延清,李 劼,刘业翔
(中南大学 冶金科学与工程学院,湖南 长沙,410083)
Pb-(0.5%~1.0%)Ag阳极被广泛应用于锌电积工业中[1]。虽然其能满足锌电积工业的基本要求,但仍然存在一些问题,如高的析氧过电位(约860 mV)和阳极腐蚀率,腐蚀进入电解液的铅污染阴极产品和消耗大量贵金属银等。为了解决上述问题,人们对锌电积用阳极进行了大量研究,主要集中在铅基合金阳极[2-4]和钛基DSA(Dimensional Stable Anode)阳极[5-7]2个方面。对于前者,虽然人们报道了很多可以显著降低银含量的合金阳极,但只有 Pb-Co和 Pb-Ag-Sn-Co 2种合金能够降低阳极电位。这种含钴合金阳极的铸造过程非常复杂,影响了其商业应用。对于DSA阳极,其高昂的价格和在硫酸溶液中的短寿命限制了其应用。前期研究结果表明[8-12],Pb-Ag多孔阳极由于能够在不影响阴极电流效率的前提下降低阳极实际电流密度,从而降低阳极电位和槽电压,具有很好的节能潜力。另外,多孔阳极还具有其他优势:(1) 降低阳极腐蚀率,提高阴极锌的质量;(2) 减少Mn2+的贫化,从而减小掏槽次数;(3) 减轻阳极质量,从而减少金属铅和银投入成本和降低劳动强度。但是,多孔阳极也存在一些缺陷,如其电导率低,机械性能差。这些缺点阻碍了多孔阳极的工业化应用。在制备泡沫铝结构件时,人们常在泡沫铝表面加上一金属外壳,形成一种“三明治”结构来提高泡沫铝的强度[9]。本文作者提出了一种外层为多孔铅,中心为加强金属板的“反三明治”结构复合多孔阳极(CPA,即 Composite porous anode)。其中,加强金属板为与多孔铅具有相同合金成分的铅合金板,起着强化多孔阳极的作用,而外部多孔铅层则继续发挥多孔阳极的电化学特性。利用反重力渗流技术制备出“反三明治”结构复合多孔铅阳极,并模拟工业锌电积条件,测试了该阳极在不同孔径和泡沫厚度时的阳极电位。此外,也对复合阳极的抗拉强度和导电率进行测试,以优化其结构。
1 实验
1.1 复合多孔阳极的制备
实验所用的原材料包括 Pb-0.8%Ag(质量分数)合金、填料粒子和脱模剂。多孔阳极铸造所用的反重力渗流设备的原理图如图1所示。
整个反重力渗流铸造过程(如图 2所示)分为以下步骤:(1) 填料粒子的预处理和筛分;(2) Pb-Ag加强金属板的预处理;(3) 将填料粒子与Pb-Ag加强金属板填入渗流室,其中加强金属板置于渗流室的中间;(4) 将填有填料粒子与加强板的渗流室预先加热至一定的温度;(5) 用压缩空气将Pb-Ag合金熔体沿升液管压入渗流室;(6) 待渗流室中的合金冷凝后将有填料粒子的复合多孔材料取出;(7) 去除复合多孔材料中的填料粒子,获得所需的复合多孔Pb-Ag合金。
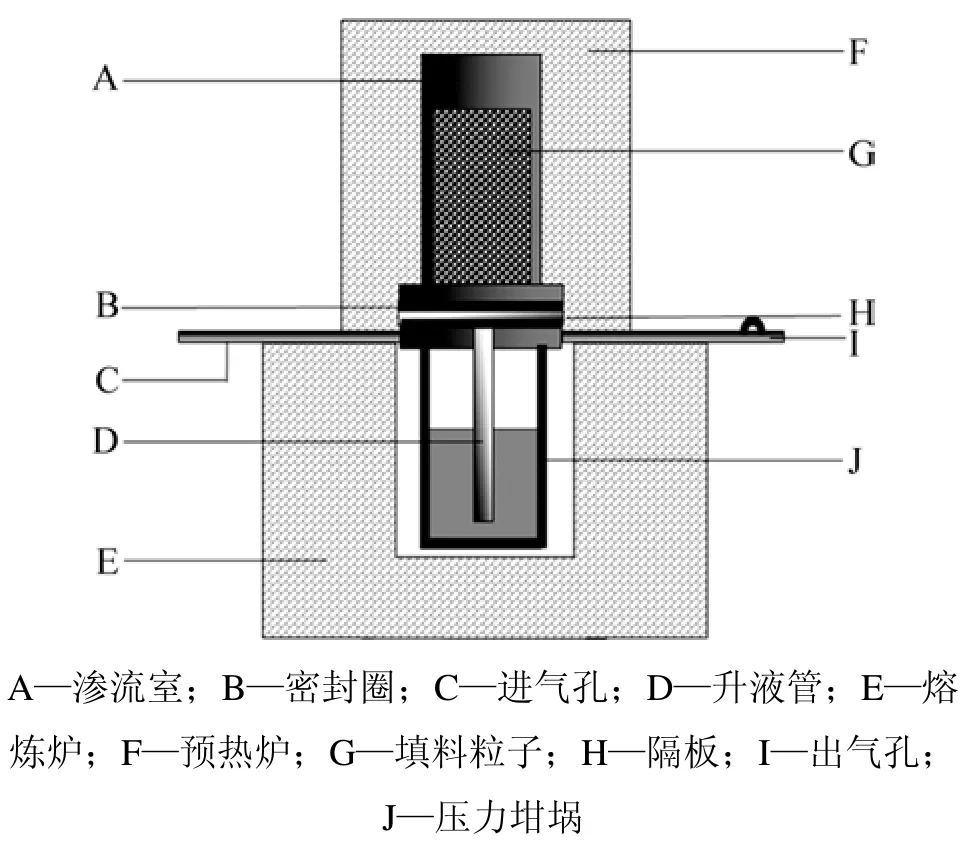
图1 反重力渗流铸造设备原理图Fig.1 Setup sketch for counter-gravity infiltration
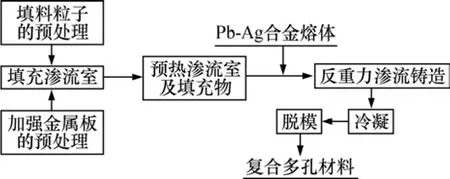
图2 反重力渗流铸造过程Fig.2 Process of counter-gravity infiltration
1.2 性能测试
1.2.1 阳极电位
将复合多孔材料切割成测试面积为 10 mm×10 mm的电极,电极背面为加强金属板。测试电极的泡沫层的厚度为1,2,3,4和5 mm,其他部分用环氧树脂密封。测试前,电极在经过碱性除油和酒精除油后,用去离子水清洗。
阳极电位通过恒流极化法测试,极化电流密度为500 A/m2。整个过程在玻璃三电极体系中进行,参比电极为饱和甘汞电极,对电极为Pt电极。电解所用电解 液 为 ZnSO4(ρ(Zn2+)=60 g/L)-H2SO4(ρ(H2SO)=160 g/L)体系,且用分析纯试剂和去离子水配置。电解液体积为300 mL,温度用水浴锅控制在(37.0±0.5) ℃。
1.2.2 抗拉强度
在锌电积工业中,阳极一直是竖直悬挂状态。由于 Pb的密度大,自身质量大,使得在悬挂过程中易发生蠕变,因此,Pb基阳极必须具有一定的抗拉强度。利用万能材料试验机测试复合多孔阳极的拉伸性能。所用拉伸样品为扁平状,试样长度为 135 mm,标距为70 mm,厚度为6 mm,且为“反三明治”结构,中心为不同厚度(分别2 mm和3 mm)的加强金属板。由于金属 Pb比较软,在测试前样品的两端用树脂填充以增加其硬度。
1.2.3 电导率
阳极的电导率高能降低阳极本身引起的电压降,从而降低槽电压和提高能量效率,因此,电导率是Pb合金阳极的另一个重要参考指标。将复合多孔材料线切割成尺寸为20 mm×30 mm(直径×长度)的圆筒状,并采用伏安法对其电导率进行测试。对每一种具有特定孔径的复合多孔材料,电导率测试样品分成2种:一种为加强金属板与样品的轴垂直,所得电导率用η⊥表示;另一种为加强金属板与轴平行,所测得的电导率用η∥表示。
2 结果与讨论
2.1 复合多孔阳极的结构与表面形貌
复合多孔阳极材料的制备过程是一种“半一体化”铸造过程。在渗流之前,中心加强金属板就植入渗流室中并与填料粒子一起加热至铅合金的熔点附近。当高温熔体通过升液管从渗流室底部压入渗流室时,熔体与加强金属板发生热交换,使其表层会部分熔化,并与压入的熔体混合、凝固成一个整体。整个过程既要保证熔体有足够的渗流长度,多孔层与加强金属板结合良好,又要能最大限度地降低铸造过程的能耗,即降低熔体温度和渗流室预热温度。经过大量实验室探索实验之后,获得了复合多孔阳极的反重力渗流铸造工艺的最优控制条件,即填料粒子预热温度为 300℃,熔体温度为500 ℃,结晶压力为0.06 MPa。在此最优条件下,制备了6种具有不同孔径的“反三明治”结构复合多孔阳极材料,其孔径范围如表1所示。图3所示为所得复合多孔阳极的截面图。从图3可以看出:多孔层能与加强金属板紧密结合,没有界面,实现了所谓的“无缝”结合。

表1 复合多孔阳极孔径Table1 Aperture of composite porous anode mm
2.2 阳极电位
在锌的电积过程中,阳极表面发生的主要反应为氧气的析出反应。对于多孔阳极,由于电极内部到外部的路径是弯曲的,势必影响电极内部生成的氧气逸出,称为氧气的逸出阻力。由于逸出阻力的存在,一些气泡滞留在电极内部,并将电解液往外推,造成多孔阳极内部有一部分孔洞表面不能参与反应,故多孔阳极的电化学反应主要集中在电极的外部。逸出阻力主要受多孔层的厚度和孔径影响,一方面多孔层的孔径越小,阻力就越大;另一方面,随着多孔阳极孔径的增大,阳极的比表面积减小,从而其实际电流密度增加,不利于降低阳极电位。而厚度对逸出阻力及实际电流密度的影响刚好相反。因此,多孔阳极在多孔层厚度和孔径上必然存在一个最优值,在此条件下,阳极孔洞利用率高,阳极电位最低。
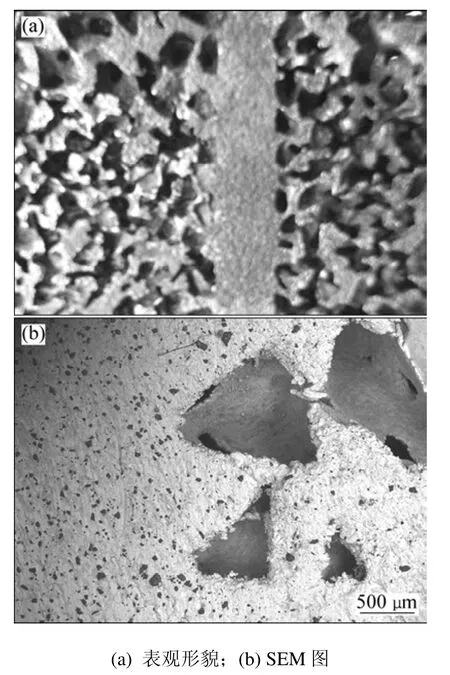
图3 复合多孔阳极的表观形貌(a)和SEM图(b)Fig.3 Appearance (a) and SEM image (b) of composite porous material
复合多孔阳极在经过24 h的阳极极化后,其电位基本达到稳定,分别测试不同多孔层厚度下的稳定阳极电位,其结果如图4所示。从图4可以看出:不同孔径的复合阳极的稳定阳极电位都随着多孔层厚度的增加而降低;但当多孔层厚度大于3 mm时,阳极电位的降幅减小。这可能是因为:当多孔层厚度小于 3 mm时,电极内部生成的气泡还能够部分逸出,电极孔洞的利用率随着多孔层厚度的增加而增大;当厚度大于3 mm时,内部生成的气泡已基本无法逸出,内部的孔洞无法参与电化学反应,使得稳定阳极电位基本不再发生变化。因此,复合多孔阳极的多孔层厚度取3 mm为宜,即复合多孔阳极能够有效利用的多孔层厚度为3 mm。同时,从图4还可以看出:孔径对阳极电位也有影响,但规律不明显,在同一厚度下,孔径小的阳极的稳定电位低;当多孔层厚度为3 mm,孔径为1.25~1.43 mm时,阳极电位达到最低值。
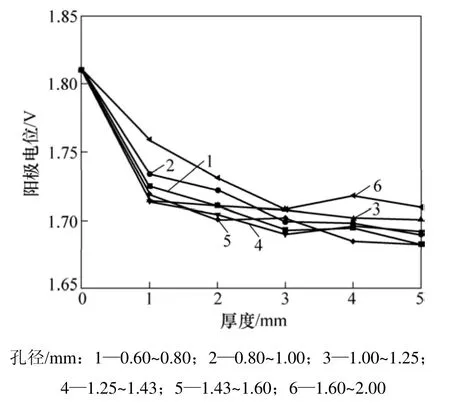
图4 不同多孔层厚度的复合多孔阳极的稳定阳极电位Fig.4 Anodic potential of CPA with different thicknesses of foams
2.3 拉伸性能
图5 所示为传统平板阳极、多孔阳极和复合多孔阳极的拉伸曲线。3种测试样的外形尺寸完全一样,其中复合多孔阳极测试样为“反三明治”结构,中心加强金属板的厚度为2 mm。从图5可以看出:多孔阳极的极限抗拉强度只有2.9 MPa,在阳极中间植入加强金属板后,复合多孔阳极的极限抗拉强度达到 9.3 MPa,是多孔阳极的3倍。因此,可以说“反三明治”结构能够显著提高多孔阳极的抗拉强度。虽然复合多孔阳极的极限抗拉强度只有传统平板阳极的一半,但由于前者的质量只有后者的 60%左右(多孔层的孔隙率为 60%左右,中心金属板及两侧多孔层厚度均为2 mm的复合阳极的孔隙率为40%左右),其强度基本能够满足应用要求。
表2所示为不同孔径的复合多孔阳极的极限抗拉强度。从表2可以看出:极限抗拉强度随着孔径的增大而先增大后减小;当孔径为1.60~2.00 mm时,抗拉强度达到最大值(9.6 MPa);但在整个孔径变化范围内,抗拉强度的变化较平缓,最大值与最小值的差别只有1.5 MPa。但若将孔径为1.43~1.60 mm的复合多孔阳极的加强金属板的厚度从2 mm增加到3 mm,其极限抗拉强度从9.62 MPa增加到12.5 MPa。因此,对于复合多孔阳极来说,载荷的主要承受者为中心加强金属板,当样品厚度一定时,影响极限抗拉强度的主要因素为中心加强金属板的厚度与材质,多孔层孔径对其影响较小。虽然可以通过增加中心加强金属板的厚度来进一步增加复合多孔阳极的强度,但为了与工业现行传统平板阳极的厚度(6 mm)保持相近,取加强金属板厚度为2 mm。

图5 不同类型阳极的拉伸曲线Fig.5 Extensile performance of different types of lead-based anode
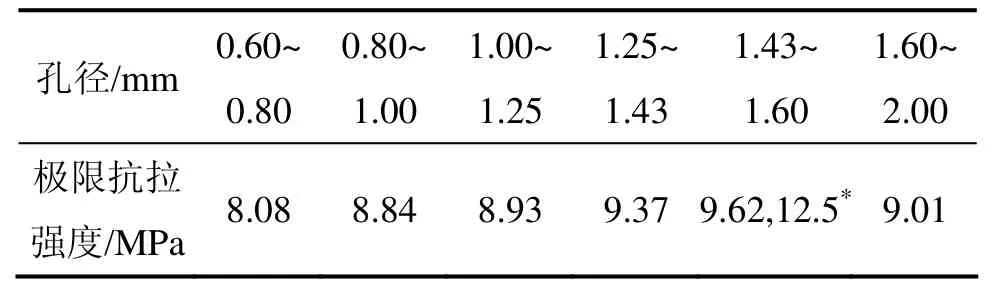
表2 不同孔径的复合多孔阳极的极限抗拉强度Table2 Ultimate tensile strength of CPA with different pore sizes
2.4 电导率
由于多孔材料的孔结构是各向同性的,因此,其导电性也应为各向同性。但是,由于复合多孔阳极为一种“反三明治”结构,导电性就变得各向异性,需要测试不同方向的电导率来评价复合多孔阳极的导电性能。加强金属板平行和垂直2个方向的电导率如表3所示。从表3可以看出:中心加强金属板的方向对复合多孔阳极的电导率有显著的影响,与加强金属板平行方向的电导率大于垂直方向的电导率。另外,2个方向的电导率变化趋势一致,都是随着孔径的增大而先减小后增大,最小值出现在孔径为 0.80~1.00 mm时。这可能是由于当复合多孔阳极的电导率由中心加强金属板及外侧多孔层共同决定。当中心加强金属板材质及厚度一定时,其电导率由多孔层决定。对于多孔金属,当其孔径较小时,填料粒子间的空隙也小,即多孔层的孔壁较薄,使得电子的传输面积小、路径长且弯曲,从而多孔层的电导率变小。
利用同样的方法,测得孔径为1.25~1.43 mm的多孔Pb-Ag合金阳极的电导率为1.15×106S·m-1,而具有该孔径的复合多孔阳极的平均电导率为前者的 1.3倍,与加强金属板平行方向的电导率为前者的1.5倍。在实际使用过程中,加强金属板与复合多孔阳极的悬挂方向平行,电流主要是从上部极耳向下沿加强金属板传输后再流入多孔层,故与加强金属板平行方向的导电率(η∥)更能代表复合多孔阳极的导电性能。因此,“反三明治”结构可以提高多孔阳极的导电性能。

表3 不同孔径的复合多孔阳极的电导率Table3 Electric conductivity of CPA with different pore sizes 106·S·m-1
3 结论
(1) 材质为Pb-Ag合金的复合多孔阳极可以通过反重力渗流铸造工艺获得,在填料粒子预热温度为300 ℃,熔体温度为500 ℃和结晶压力为0.06 MPa时,中心加强金属板与外部多孔层结合牢固,没有界面。
(2) “反三明治”结构能够显著提高多孔阳极的拉伸力学性能和导电性能。当中心加强金属板为 2 mm厚的Pb-Ag合金板时,孔径为1.25~1.43 mm的复合多孔阳极的极限抗拉强度和平均导电率分别为同孔径多孔阳极的3倍和1.3倍;当外部多孔层厚度为3 mm时,复合多孔阳极的稳定阳极电位最低。
[1] Petrova M, Stefanov Y, Noncheva Z, et al. Electrochemical behavior of lead alloys as anodes in zinc electrowinning[J].British Corrosion Journal, 1999, 34(3): 198-200.
[2] Stefanov Y, Dobrev T. Potentiodynamic and electronmicroscopy investigations of lead–cobalt alloy coated lead composite anodes for zinc electrowinning[J]. Transactions of the Institute of Metal Finishing, 2005, 83(6): 296-299.
[3] Ivanov I, Stefanov Y, Noncheva Z, et al. Insoluble anodes used in hydrometallurgy. part i: corrosion resistance of lead and lead alloy anodes[J]. Hydrometallurgy, 2000, 57(2): 109-124.
[4] Rashkov S, Dobrev T, Noncheva Z, et al. Lead-cobalt anodes for electrowinning of zinc from sulphate electrolytes[J].Hydrometallurgy, 1999, 52(3): 223-230.
[5] LI Bao-song, LIN An, GAN Fu-xing. Preparation and electrocatalytic properties of Ti/IrO2-Ta2O5anodes for oxygen evolution[J]. Trans Nonferrous Met Soc China, 2006, 16(5):1193-1199.
[6] HU Ji-ming, ZhANG Jian-qing, CAO Chu-nan. Oxygen evolution reaction on IrO2-based DSA type electrodes: Kinetics analysis of tafel lines and EIS[J]. International Journal of Hydrogen Energy, 2004, 29(8): 791-797.
[7] Stefanov Y, Dobrev T. Developing and studying the properties of Pb-TiO2alloy coated lead composite anodes for zinc electrowinning[J]. Transactions of the Institute of Metal Finishing, 2005, 83(6): 291-295.
[8] ZHONG Shui-ping, LAI Yan-qing, JIANG Liang-xing, et al.Fabrication and anodic polarization behavior of lead-based porous anodes in zinc electrowinning[J]. Journal of Central South University of Technology, 2008, 15(6): 757-762.
[9] Jaroslav K, František S, Jaroslav J, et al. Reinforced aluminium foams[C]//International Conference of Advanced Metallic Materials. Smolenice, Slovakia, 2003: 154-159.
[10] Tseung A C C. Gas evolution on porous electrodes[J]. Journal of Applied Electrochemistry, 1985, 15: 575-580.
[11] LAI Yan-qing, JIANG Liang-xing, LI Jie, et al. A novel porous Pb-Ag anode for energy-saving in zinc electro-winning Part I:Laboratory preparation and properties[J]. Hydrometallurgy, 2010,102(1/4): 73-80.
[12] LAI Yan-qing, JIANG Liang-xing, LI Jie, et al. A novel porous Pb-Ag anode for energy-saving in zinc electro-winning Part II:Preparation and pilot plant test of large size anode[J].Hydrometallurgy, 2010, 102(1/4): 81-86.
猜你喜欢
中老年保健(2021年2期)2021-08-22
弹箭与制导学报(2021年2期)2021-06-26
煤气与热力(2021年2期)2021-03-19
水电站设计(2020年4期)2020-07-16
水利规划与设计(2020年1期)2020-05-25
中国测试(2018年10期)2018-11-17
雷达学报(2018年1期)2018-04-04
作文周刊·小学一年级版(2017年26期)2017-08-10
海外星云(2016年15期)2016-12-01
郑州大学学报(理学版)(2014年2期)2014-03-01
