
扫查器行走闭环控制系统硬、软件设计
2011-07-07 08:48李西平刘亚琴孙志娟
制造业自动化 2011年18期
李西平,刘亚琴,孙志娟,谷 良
(中央广播电视大学 工学院,北京 100031)
0 引言
全自动超声检测(AUT)以其独特的优势成为管道环焊缝缺陷检测领域应用最为广泛的检测方法[1]。随着我国近年来新建管线数量的急剧增加,为保证管道环焊缝缺陷检测的可靠性并提高检测效率,研发智能化的超声检测设备已成为当务之急。
作为管道环焊缝全自动超声检测设备的核心部分,本文在对扫查器行走机构的运动控制系统进行简要介绍的基础上,重点叙述扫查器速度闭环控制系统的硬、软件电路的设计。
1 扫查器运行控制系统总体方案设计
行走机构是管道环焊缝自动超声检测设备的运行载体。本文设计的扫查器行走机构控制系统主要包括单片机控制模块、功率驱动模块和通信模块三部分。其过程为:由上位机给微控制器预设速度值,通过编码器将扫查器实时运行速度反馈给微控制器,微控制器将给定速度值与实际速度值进行比较,并通过数字PID控制算法调节电机转速,构成扫查器运行速度闭环控制系统,图1所示为其控制框图。
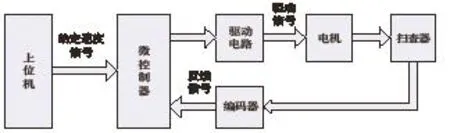
图1 行走速度闭环控制框图
2 控制系统硬件设计
2.1 单片机控制模块电路设计
扫查器运动控制系统的单片机选用ATMEL公司的ATmega128,它是高性能、低功耗的AVR 8位微处理器,其特点为:速度快,AVR是精简指令集单片机,其速度可以达到每秒16MIPS;片上资源丰富,且具备JTAG仿真和下载功能;驱动能力强,节省了外围电路的设计。同时ATmega128还具有一整套编程与系统开发工具,包括C语言编译器、宏汇编、程序调试器/软件仿真器等,便于控制程序的编写与调试。
ATmega128单片机最小系统主要由晶振电路,复位电路、JTAG接口电路以及外围电路组成。晶振的频率越高,单片机处理数据的速度越快,而系统的功耗则会相应增加,稳定性也会下降,综合考虑本文中选用频率为12MHz的晶振。本文选用上电复位电路,其作用是在单片机刚刚接通电源时执行复位。JTAG接口电路主要用于程序的读入与调试。
速度反馈电路的主要作用是对编码器的反馈信号进行采集,确定直流电机的转向和转速,从而实现扫查器速度闭环控制,其电路如图2所示。
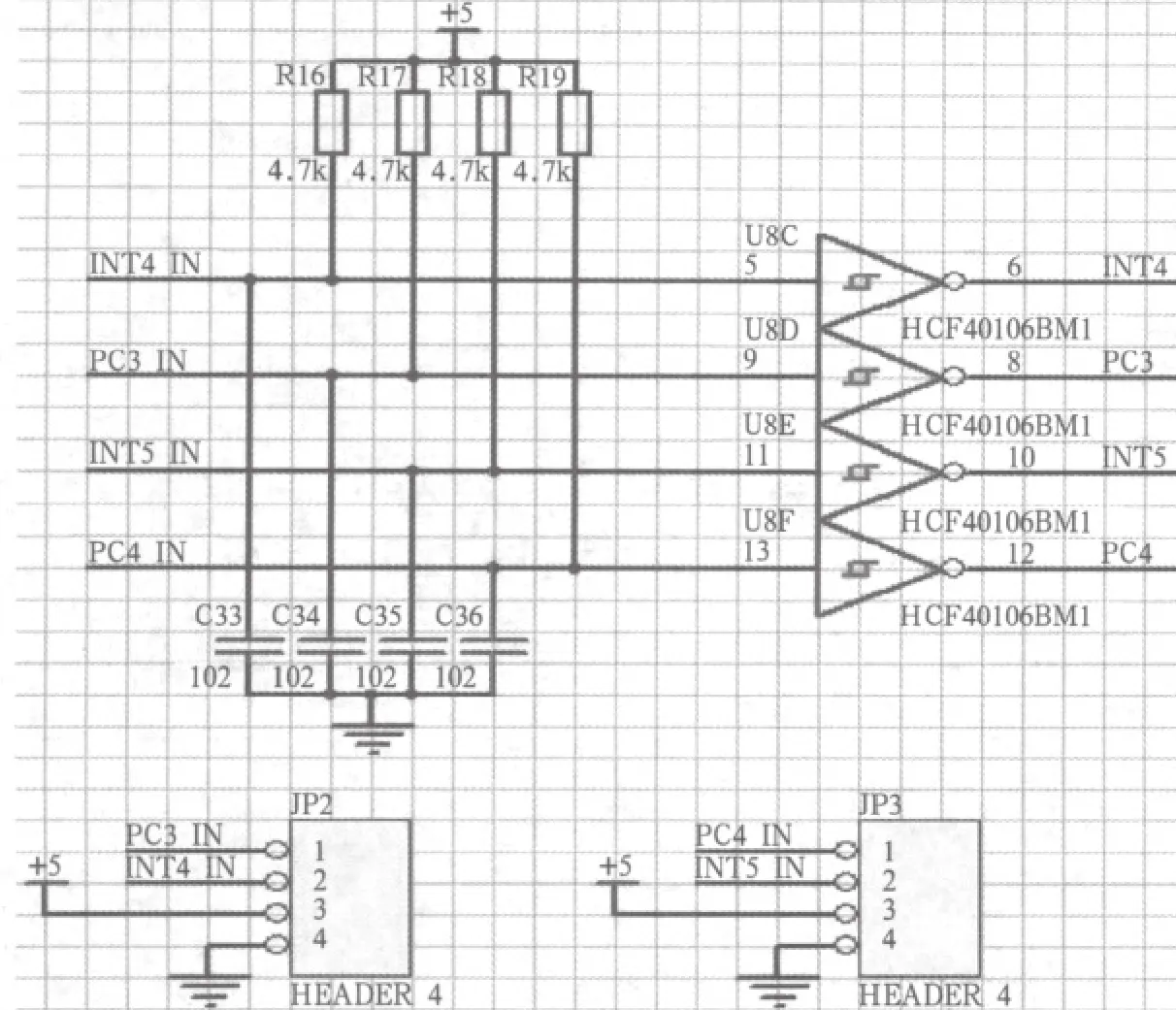
图2 速度反馈电路
数字系统中矩形脉冲在传输过程中易发生波形畸变,因此采用施密特触发器HCF40106对编码器返回的脉冲信号进行整形,以获得较理想的矩形脉冲。编码器反馈脉冲信号的A相和B相相位相差90°,一路输入到单片机中断引脚,一路输入到单片机I/O口引脚。编写程序时通过I/O口的高低电平判断电机的转向,通过对脉冲计数判断电机的转速[2]。
2.2 功率驱动模块电路设计
功率驱动模块主要由PWM功率驱动和光电隔离两部分电路组成,其作用是将主控电路发送的PWM信号经过光电隔离后送给电机驱动芯片以驱动直流电机。
通过比较目前各种直流电机驱动芯片的特点,选择LMD18245(美国国家半导体公司生产的DMOS全桥功率放大器)作为行走机构直流电机驱动芯片。LMD18245采用新型电流采样方法取代了传统的利用与电机串联采样电阻进行有耗采样电流的方法。它通过4位D/A转换器可以直接用数字方式控制电机的电流。另外,在外加D/A转换器的作用下,改变LMD18245中内置的4位D/A转换器的参考电压还可以进一步提高控制精度[3]。
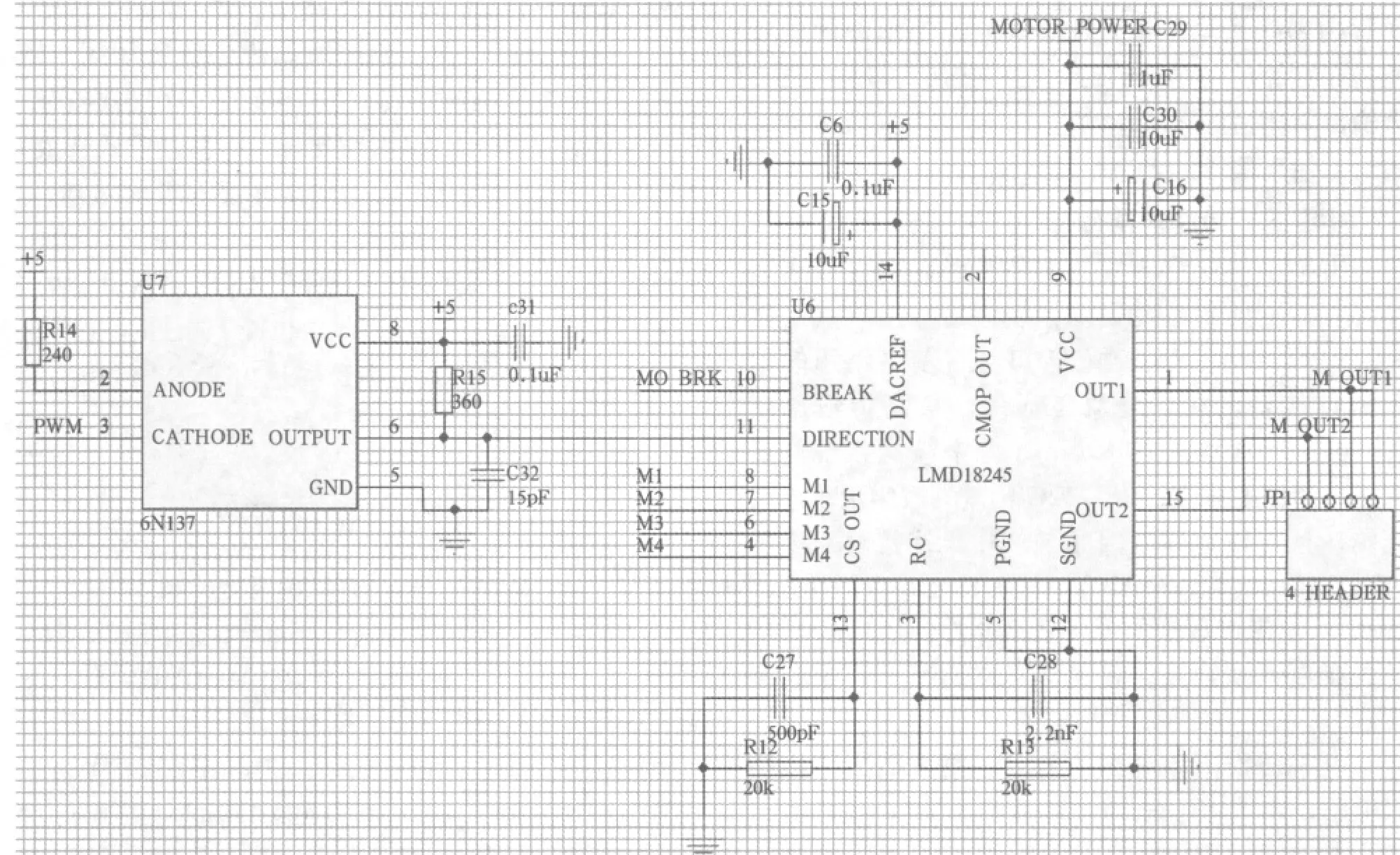
图3 直流电机功率驱动电路
直流电机功率驱动电路如图3所示,采用双极性输出方式驱动直流电机,其中MOUT1、MOUT2作为芯片LMD18245的驱动管脚与直流电机相连;3脚接RC阻容网络,提供关断时钟信号;同时芯片11脚(DIRECTION)需要与微控制器的PWM信号输出端相连,通过改变电压脉冲占空比对直流电机进行调速,此外微控制器通过改变M1~M4端的输出信号,控制电机电流的阀值,以此控制电机的转矩大小[4]。
6N137是高速光耦,主要起到光电隔离的作用。由于驱动电路在工作时有可能产生较大的电流,并对控制输入端产生信号干扰,严重时有可能烧坏元器件,因此由控制器发出的PWM信号必须首先经过6N137对其进行光电隔离。6N137内部包括一个发光二极管和一个光敏二极管, 2、3两个引脚即为发光二极管的输入和输出端,当PWM信号由主控制器传来时,发光二极管便会随着电平的高低变化而相应发光,与发光二极管相邻的光敏二极管在受到光源照射后随之导通,并且经过一系列的逻辑电路转换,最终通过6脚输出隔离后的PWM信号[5]。这样就实现了输入信号与输出信号的光电隔离。
2.3 功率驱动模块电路设计
由于串行通信方式具有使用线路少、成本低等优点,因此扫查器运动控制系统与上位机之间采用串行通信。RS-232C接口是目前最常用的串行通信接口,它为全双工通信,最高传输速率20kbps,传输距离可达15m,完全满足系统与上位机的通信要求[6]。RS-232C传送的数字量采用负逻辑,且与地对称,因此与单片机连接时需要加入电平转换芯片,MAX232是美信公司专门为RS-232C标准串口设计的电平转换芯片,使用+5V单电源供电,功耗低,且内部集成两个RS-232C接收器。
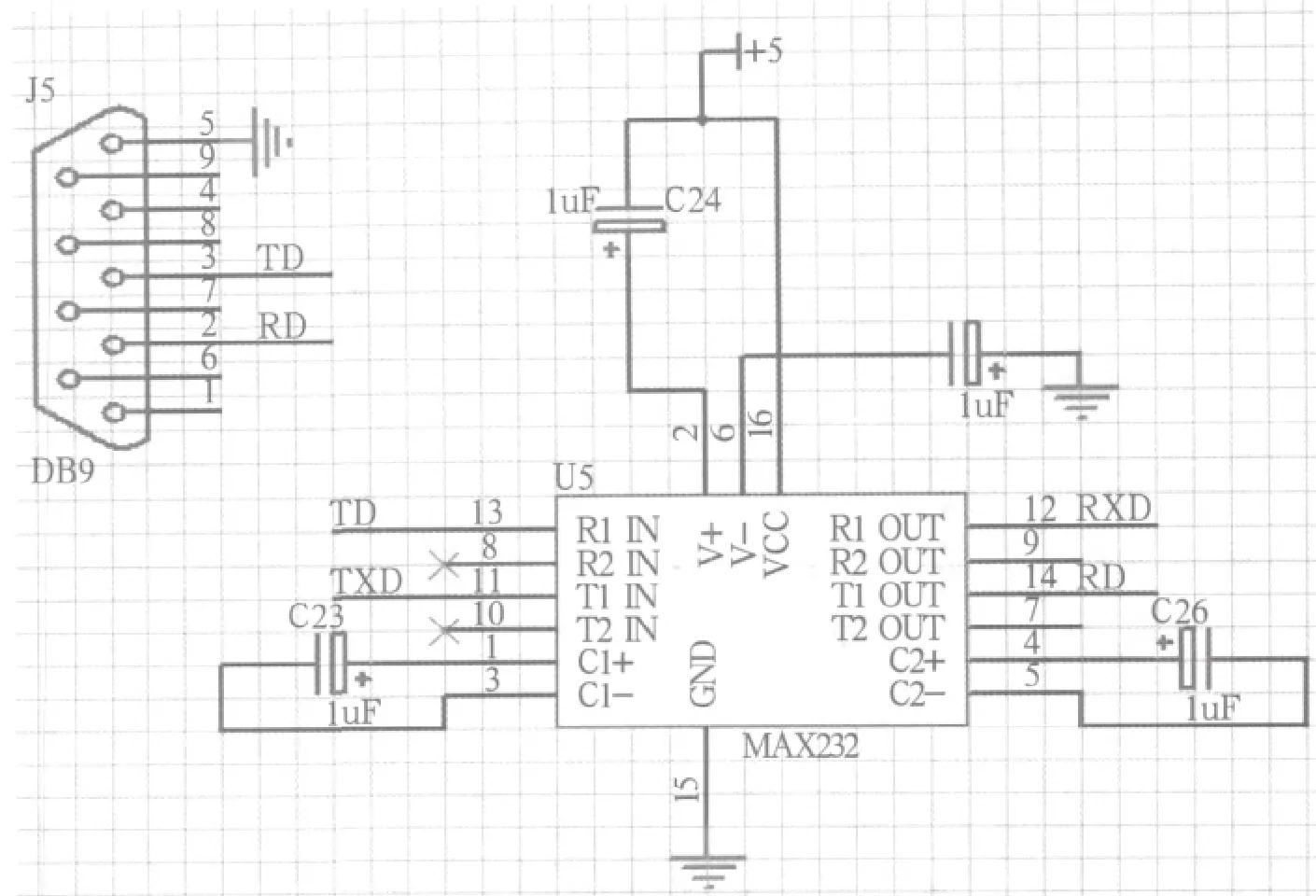
图4 RS-232C电平转换电路图
电平转换电路如图4所示。第一部分是电荷泵电路,由1、2、3、4、5、6脚和4只电容构成,其主要作用是给RS-232串口供电。第二部分是由11、12、13、14脚构成的数据转换通道;TTL/CMOS数据从T1 IN输入转换成RS-232数据后从T1 OUT传送到上位机DB9插头;DB9插头的RS-232数据从R1 IN输入转换成TTL/CMOS数据后从R1 OUT输出。第三部分包括15脚GND和16脚VCC,主要作用是给芯片供电。
3 控制系统软件设计
扫查器运动控制系统整体程序流程如图5所示。首先在程序的开始对定时器T1进行初始化,通过对寄存器TCCR1置位实现定时器功能的选取,将 WGMn2,WGMn1,WGMn0置 1,WGMn3置 0,设置定时器工作于10位快速PWM模式[7]。由于控制系统时钟频率为12MHz,因此在输出PWM信号之前需要将CSn2,CSn0置1,CSn1置0来对其进行1024分频,则最终输出PWM信号的频率为:
式中:fPWM——输出PWM信号的频率(Hz);
fCLK——时钟频率(Hz),本文中为12MHz;
N——分频因子,本文中为1024;
TOP——该工作模式下计数的最大值[6]。
另外,通过对COMnA1,COMnB1和COMnC0置1,COMnA0,COMnB0和COMnC0置0实现比较匹配时置位OCnA/OCnB/OCnC,在TOP 时清零OCnA/OCnB/OCnC,即可通过控制比较值OCRnA的大小实现控制PWM波占空比的目的,其中占空比=OCRnA/TOP。
扫查器速度闭环控制系统通过编码器检测扫查器行走速度实现反馈信号的输入。由于编码器输出一组相位相差90°的脉冲信号,其中一路与单片机的INT4脚,PC3脚连接,另一路与单片机的INT5脚,PC4脚连接,在外部中断触发之后只需判断PC3脚和PC4脚的输入电平高低就可以确定电机的转向;而后对两路脉冲信号计数,以此确定电机转速;最后,将反馈信号与给定信号进行比较,若他们之间存在偏差则系统自动调节电机转速。
PID控制器根据系统的偏差信号,经过比例、积分、微分运算变换后得出被控对象的控制规律[7]。
比例环节成比例地反映控制系统的偏差信号,偏差一旦产生,控制器立即产生控制作用减小偏差;积分环节主要用于消除静差,提高系统的无差度;微分环节反映偏差信号的变化趋势,改善系统的动态响应特性[8]。
PID控制器的参数整定是控制系统设计的核心内容,本文通过工程整定法确定系统的控制参数:首先记录电机空载时的转速,然后给电机施加载荷使其转速下降,通过调整PID控制器的参数,使电机在最短时间内能够尽量准确的恢复到预定转速,并选取PID控制参数的最优值。
4 结论
本课题完成了管道环焊缝超声扫查器工程样机的制作,并依据环焊缝缺陷检测设备的技术指标对其进行了管道环焊缝缺陷检测试验。设置扫查器沿环形导轨行走速度为100mm/s,分别对试件环焊缝进行A扫描、B扫描和扇形扫描。试验中扫查器行走平稳,其速度变化率控制在2%以内。通过试验证明扫查器设计合理,检测速度快,检测灵敏度高,完全满足输油管线对接环焊缝缺陷检测的要求。

图5 控制流程图
[1] 江秀汉, 李琳, 孟立宏. 长输管道自动化技术[M]. 西安:西北工业大学出版社, 2000.
[2] 王苏鸣. 开放式教学机械手设计[D]. 哈尔滨: 哈尔滨工程大学, 2008.
[3] 田玉敏. LMD18245 DMOS全桥电机驱动器的原理及应用[J]. 国外电子元器件. 2001, 3(3): 22-24.
[4] 郭振义, 邓宽林. 智能集成功放电路LMD18245的应用[J]. 现代电子技术. 2003, 158(15): 88-90.
[5] 张超, 孟宪军. 光电隔离器6N137和6N136的使用. 中国煤炭学会. 第十届全国煤矿自动化学术年会[C]. 黑龙江,安宁: 2000, 101-103.
[6] 朱定华. 微机原理、汇编与接口技术(第2版)[M]. 北京:清华大学出版社, 2010.
[7] 刘金琨. 先进PID控制[M]. 北京: 电子工业出版社, 2004.
[8] 舒怀林. PID原理及其控制系统[M]. 北京: 国防工业出版社, 2006.
猜你喜欢
大电机技术(2022年5期)2022-11-17
汽车实用技术(2022年12期)2022-07-05
设备管理与维修(2021年17期)2021-11-02
建材发展导向(2021年6期)2021-06-09
中国特种设备安全(2019年1期)2019-03-13
制造技术与机床(2018年12期)2018-12-23
电子制作(2017年1期)2017-05-17
制造业自动化(2017年2期)2017-03-20
电子制作(2016年1期)2016-11-07
科技视界(2014年4期)2014-12-26
