
基于PLC的工业机械手控制设计与组态监控
2011-07-07 08:48袁安富
制造业自动化 2011年18期
袁安富,蒋 浩
(南京信息工程大学 信息与控制学院,南京 210044)
0 引言
机械手是一种模仿人手和臂的某些动作功能,按预定程序吸附、搬运物件或操作工具的自动操作装置。它可将工人从重复、繁重的劳动解放出来,实现生产的机械化和自动化[1],并且能在有害环境下工作,保护人身安全,被广泛地运用在各个制造行业。可编程控制器(PLC)由于其高可靠性、编程方便以及安装调试方便等优点,也被大规模地应用在工业领域[2]。本文即是采用PLC控制机械手运动的系统设计。
1 控制要求和运动过程
1.1 控制要求
本设计要求在在流水线、抛光机和装箱机之间设置一个机械手,用以完成工件在不同工作区域间的位置转换,其结构如图1所示。具体过程为:当工件运至流水线A后,机械手收到信号后移动并吸附工件,而后将之放到抛光机B上进行抛光,等待抛光完成之后,机械手吸附工件放到流水线C上。机械手需要完成横轴移动、纵轴移动和竖轴移动以及工件吸附的动作。
1.2 驱动方式
横梁方向的移动由电机M1驱动,有三个工位,分别在SQ4、SQ5和SQ6处,总行程为1200MM;纵梁方向的移动由电机M2驱动,有两个工位在SQ7和SQ10处,总行程为1000MM。由 PLC 控 制 四 个 接 触 器 KM1、KM2、KM3、KM4的开合进而控制电机M1和M2的正反转。接触器KM1得电,电机M1正转,带动机械手横轴左移;KM2得电,电机M1反转,带动机械手横轴右移;KM3得电,电机M2正转,带动机械手纵轴前进;KM4得电,电机M2反转,带动机械手纵轴后退。
竖梁方向的移动由气缸G1驱动,有两个工位,分别在和SQ12处,总移动行程为300MM。气动系统由气源、气动三联件、气动系统控制阀、伸缩气缸等部件组成,由空压机获得气源,经气动三联件,得到清洁、干燥的空气,经过电磁阀实现运动的转换[3]。由PLC控制电磁阀YV5、YV6来控制气缸,实现竖梁的上升和下降。YV5得电,气缸驱动竖梁上升;YV6得电,气缸驱动竖梁下降。
机械手的吸附部件也采用气动方式驱动。机械手爪有两个状态吸附和松开,由气缸G2驱动。YV7得电,气缸驱动真空吸盘实现吸料;失电,则机械手的真空吸盘松开。机械手如图1所示。
1.3 控制过程
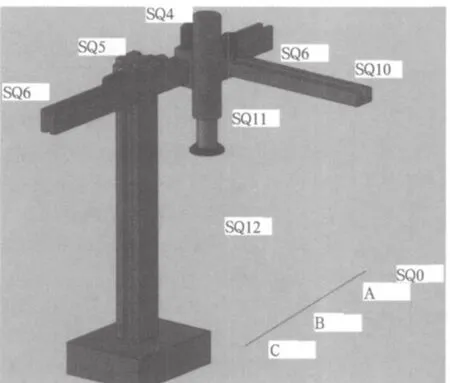
图1 机械手示意图
具体的控制过程为:工件到达A,触碰开关SB0,经程序控制使得下降控制阀电磁阀YV6得电,空气经电磁换向阀和节流阀进入G1上缸体,气缸驱动竖轴下降;下降至终点触碰开关SQ12使得吸附电磁阀YV7得电,空气经电磁换向阀和节流阀进入G2下缸体,机械手吸盘吸附工件;延时5S后保持吸附状态上升;上升至终点触碰限位开关SQ11,左移接触器KM1得电,电机M1正转,带动横轴左移;至B处触碰开关SQ5,前进接触器KM3得电,电机M2正转,带动机械手纵轴前进;前进至触碰开关SQ10停止,此时下降电磁阀YV6得电,空气经电磁换向阀和节流阀进入上缸体,气缸驱动竖轴下降;下降至触碰开关SQ12停止,吸附电磁阀YV7失电,空气经电磁换向阀和节流阀进入G2上缸体,机械手松开释放工件;竖轴上升至开关SQ11停止,此时工件进行抛光,等待20S,下降电磁阀YV6得电,竖轴下降至开关SQ12处停止,吸附电磁阀YV7得电,手爪吸附工件,等待5S上升;上升至终点触碰开关SQ11停止,左移接触器KM1得电,横轴移动至触碰开关SQ6停止,下降电磁阀YV6得电,竖轴下降;到触碰行程开关SQ12,吸附电磁阀YV7失电,手爪松开,延时5S后上升电磁阀YV5得电,竖轴上升至终点触碰开关SQ11,右移接触器KM2得电横轴右移至原点触碰开关SQ4停止。上述过程为一个循环。
2 硬件设计
2.1 I/O口分配及PLC选型
按照机械手的控制要求,系统需要19个输入点,具体分配为:工件到位开关SB0,停止按钮SB1;自动方式开关SQ2;手动方式开关SQ3;横轴限位右限位开关SQ4、中限位开关SQ5、左限位开关SQ6;纵轴后限位开关SQ7、前限位开关SQ10;竖轴上限位开关SQ11、下限位开关SQ12;手动控制按钮有左移按钮SB13、右移按钮SB14、前进按钮SB15、后退按钮S16、上升按钮SB17、下降按钮SB20,夹紧按钮SB21,松开按钮SB22。
需要输出点8个,具体分配为:工件到位指示灯一个,控制机械手横轴左行的KM1和右行的KM2,控制纵轴前进的KM3和后退的KM4,控制竖轴上升的KV5和下降的KV6以及控制吸料的KV7。
根据上述输入输出情况,决定选用三菱公司的FX2N-48MR型PLC作为控制器。该型PLC分别拥有24个输入和24个输出接口,性能稳定,能够满足控制要求。
2.2 控制面板及电路设计
机械手需要手动进行一些操作,如启动、停止等操作以及手动控制,因此需要一个操作面板。操作面板设上有启动按钮、停止按钮、自动方式开关、手动方式开关以及手动控制的各个按钮。另外,面板内还需要一个转换电源模块,用以将220V的交流电压转换为24V的直流电压,作为PLC输入端的驱动电压。设计好控制电路,按照分配好的PLC输入和输出接点,将各个开关和按钮接入PLC输入端,电磁阀和接触器接到PLC的输出端,以及机械手的各种驱动器接入控制电路。具体的接线图如图2所示。
3 软件设计
因为系统有自动和手动两种工作方式,故将整个程序分为公用程序、手动控制程序和自动控制程序三个部分。公用程序是在两种工作方式下都需要运行的,主要用于自动程序和手动程序的相互切换。P0、P1为指针,使用条件跳转CJ指令使手动程序和自动程序不会被同时执行[4]。选择手动操作方式时,手动控制按钮SQ3接通,则其常闭触点断开,程序不跳转,执行手动程序,并由于SQ2按钮的常闭触点闭合,则跳过自动操作程序;若选择自动操作程序,SQ3的常闭触点接通,SQ2的常闭触点断开,跳过手动程序而执行自动程序。程序跳转示意如图3所示。
3.1 手动操作程序
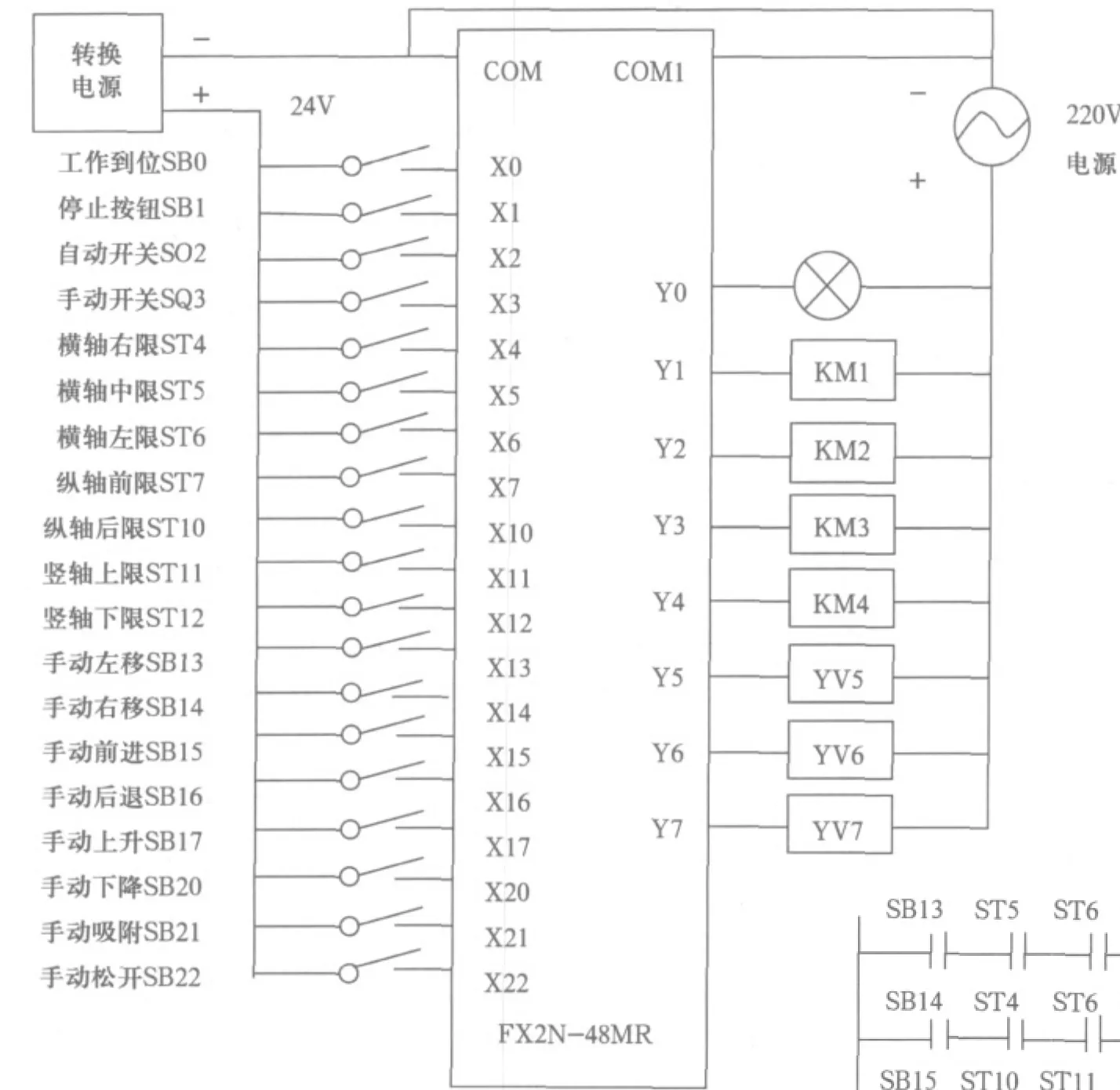
图2 PLC外部接线图

图3 程序跳转示意图
当选择手动控制时,由各个对应的手动操作按钮来控制机械手的相应动作[5]:左移、右移、前进、后退、上升、下降、夹紧和放松。为保证系统的安全运行,在手动程序中设置了必要的软件联锁,以避免误动作手动。如机械手只有在最高位置才能左右和前后移动,只有当SQ11置位时才允许横轴和纵轴移动,因此在驱动电机M1、M2、M3、M4时,加入了竖梁的上限位开关X11的常开触点作为联锁,防止机械手在较低位置时移动与别的物体发生碰撞。机械手的吸附放松动作由一个电磁阀控制,所以用SET使Y0置位(吸附),用RST使Y0复位(放松)。手动程序如图4所示。
3.2 自动操作程序
根据机械手的动作过程,编制出其自动操作的程序,采用顺序设计法设计。在此我们用顺序功能图来表示程序流程,自动控制的SFC图如图5所示。
4 监控系统设计
本设计采用组态王作为上位机的监控软件。主要需要的工作是建立通信连接,定义数据变量和构建对应的数据库,机械手画面的设计以及建立动画连接等工作,最后运行和调试。
为了建立PLC与组态王的通信连接,可以在PLC编程软件的菜单“PLC/串行口设置”设置通信地址和通信参数,也可以在软件中用编程来实现。具体设置为:波特率为9600Bbit/s,数据位设为7位,1位起始位,1位停止位,偶校验[6]。
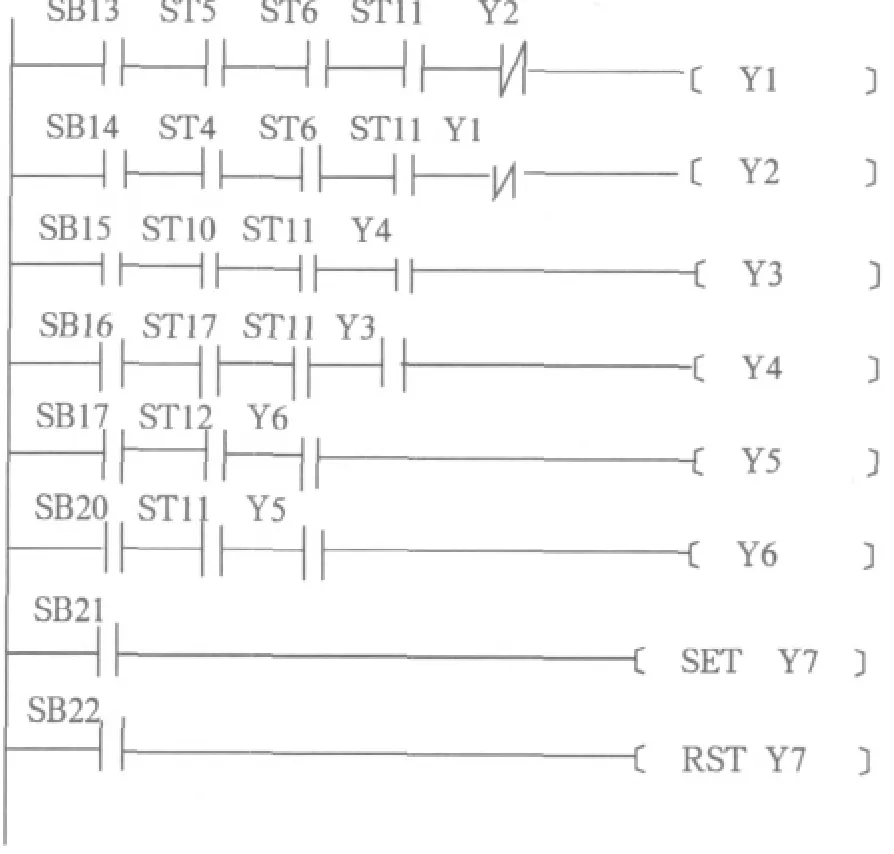
图4 手动控制程序
数据库是组态软件的核心部分,在组态中定义的变量要与PLC的变量严格一致,并且有一一对应关系。只有如此,当PLC中的变量值发生变化时,组态软件数据库中的变量值随之改变,通过对应的设置,才能实现画面与实际变化的一致。当数据变量的实时值改变时,现场信号的动态就反映在画面的图形上,通过图形对象的动画效果表现出来。

图5 自动程序的SFC图
按照控制要求设计出机械手的画面模型。画面设计应该和实物尽量相似。由系统搭建而成的图形画面在建立动画连接前是静止不动的,需要把画面上的图形对象与数据库的数据变量定义动画连接关系,进行动画设计来表现设备对象的状态变化[7]。
5 结束语
根据行程的不同,机械手采用电机和气缸两种驱动方式,更好地实现了控制效果;对于控制程序,采用模块化思想,运用跳转指令实现灵活控制。三菱PLC结构紧凑,性能稳定,控制效果良好,易于模块化。当机械手控制要求改变时,改动相应程序,并作简单的硬件修改即可。采用安装有组态王软件的计算机作为上位机进行监控,画面形象直观,工作人员不在现场也可以观测到机械手的运行情况。
[1] 熊幸明, 曹才开. 一种工业机械手的PLC控制[J]. 微计算机信息, 2006, 22(11): 120-122.
[2] 李国平, 时圣勇, 李宏伟,艾长胜, 孙选. 基于PLC控制的气动机械手实验装置的研制[J]. 液压与气动, 2003(1):28-29.
[3] 张铁异, 何国金, 黄振峰. 基于PLC控制的混合型气动机械手的设计与实现[J].液压与气动, 2008(9):6-8.
[4] 张还, 等. 三菱FX系列PLC设计与开发—原理、应用与实训[M]. 北京: 机械工业出版社, 2009.
[5] A.Stenz and P. Rowe. A robotic excavator for autonomous truck loading[J]. Autonomous Robots, 1999.7(2): 175-188.
[6] 邢绍邦, 罗印升. 基于组态王和三菱FX2N的电梯监控系统设计[J]. 江苏技术师范学院学报(自然科学版), 2009,15(1): 65-69.
[7] 葛晓忠, 马俊. 基于组态王和PLC的小型立体仓库的设计[J]. 电气技术与自动化, 2009, 38(6): 143-145.
猜你喜欢
放射学实践(2022年5期)2022-05-19
装备制造技术(2020年4期)2020-12-25
中学生数理化·七年级数学人教版(2020年8期)2020-08-10
中华建设(2019年5期)2019-07-05
摄影之友(影像视觉)(2019年3期)2019-03-30
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年4期)2017-06-22
江苏教育研究(2016年34期)2017-03-22
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
