
圆锥滚子轴承内组件立体码放集装机
2011-07-23 08:31王宏伟郭海辉王雅丽杜宏保
轴承 2011年6期
王宏伟,郭海辉,王雅丽,杜宏保
(1.洛阳LYC轴承有限公司 东升公司,河南 洛阳 471039;2.洛阳理工学院,河南 洛阳 471023;3.河南科技大学,河南 洛阳 471003)
对于圆锥滚子轴承的装配,目前大多数生产企业仍采用手工装配、人工码放集装的方式,产品在装配过程的堆积与碰撞,易产生滚子、套圈磕碰伤,保持架变形等缺陷,对轴承的噪声、振动及寿命产生不利影响。随着轴承装配技术的进步,我公司已经开发研制出了全自动圆锥滚子轴承装配机,并将与正在研制的全自动综合检查机组成生产线。为了使轴承能够自动有序放置,实现生产完全自动化,防止磕碰伤、保持架变形等缺陷的产生,提升产品质量,开发设计了全自动立体方阵式圆锥滚子轴承内组件码放集装机。
1 工作原理
该设备采用串杆插入、钢球伸缩卡绊轴承等技术,自动完成圆锥滚子轴承内组件的立体方阵式集装码放,其结构如图1所示。
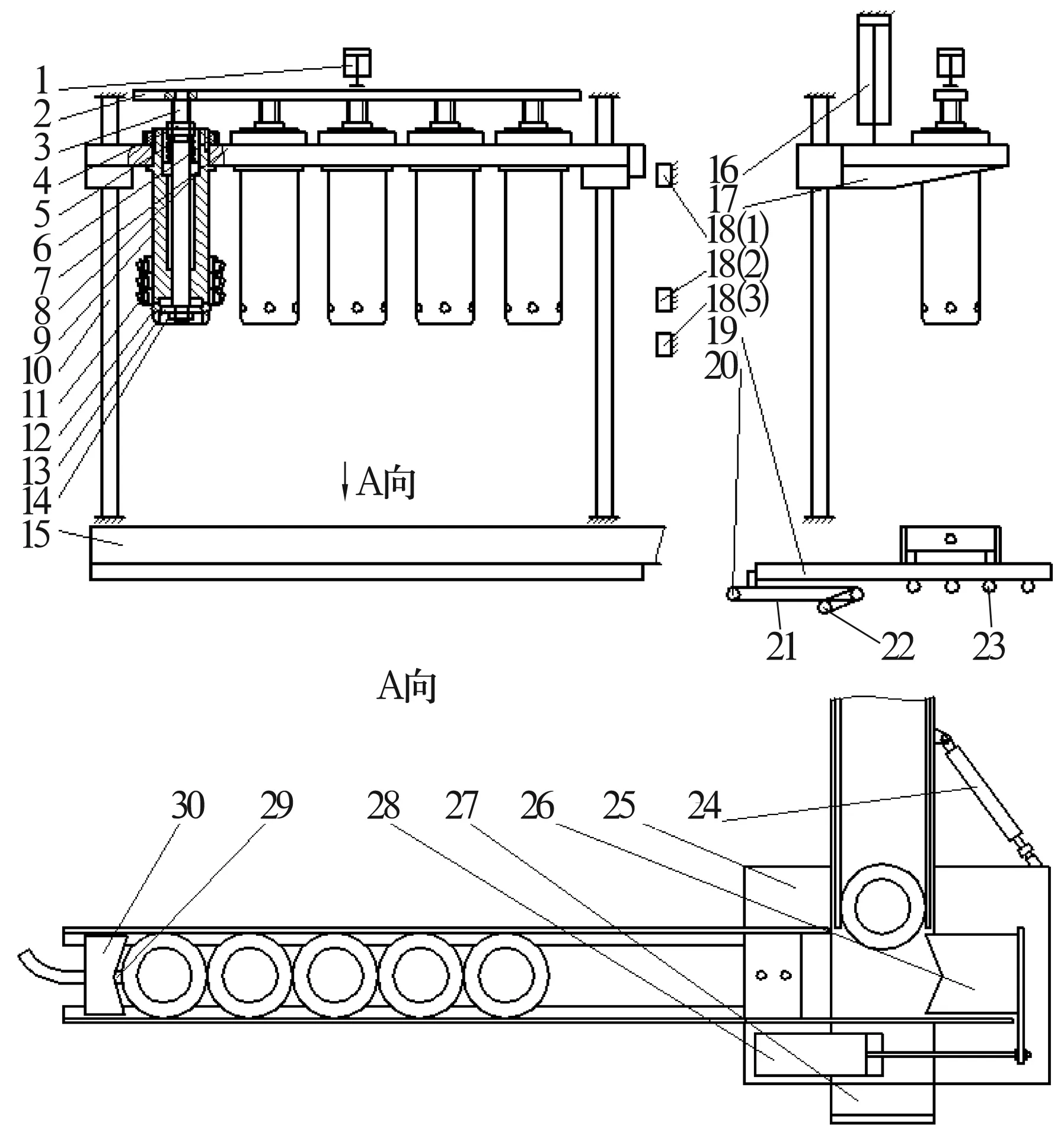
1—收张气缸;2—上压板;3—拉杆;4,6—螺母;5—弹簧;7—托板;8—垫圈;9—串杆;10—立柱;11—轴承内组件;12—钢球;13—锥体;14—螺母;15—料槽;16—提升气缸;17—托板架;18—行程开关;19—底板;20—链轮;21—链条;22—电动机;23—支承圆棒;24—摆动气缸;25—转台板;26—推料块;27—传送皮带;28—推料气缸;29—接近开关;30—挡料块图1 集装机结构简图
工作原理:从传送带传送过来的内组件经推料气缸带动推料块将工件推入料槽,当料槽推满后,接近开关被触动,控制提升气缸带动整个串杆架向下运动,当串杆底部接近内组件时,行程开关18(2)被触动,控制收张气缸压紧上压板,使拉杆、锥体向下运动,钢球缩回至串杆内,接着往下运动,串杆串入到内组件内。当运动至行程开关18(3)被触动时,收张气缸恢复,弹簧带动拉杆、锥体恢复,钢球被顶出(凸起)串杆,内组件卡绊在串杆上,同时,提升气缸恢复,串杆架整体向上运动至原位。
当串杆上内组件达到一定层数后,摆动气缸顶着转台板,带动料槽转过一定角度,串杆架落下,压板施加压力使钢球回缩,码放整齐的一排内组件落在底板上,串杆架恢复原位,钢球恢复原位。然后,电动机带动链条转动,将底板向前运动一定距离,为下一排内组件的码放提供空间。最后,摆动气缸恢复,料槽恢复原位,进入下一轮码放。
2 主要组成机构
2.1 串杆架
包括收张气缸、上压板、拉杆、串杆、立柱、钢球、锥体、提升气缸、托板架和行程开关等。通过提升气缸的运动与收张气缸的作用,使轴承内组件逐排串入串杆,并卡绊在串杆上,然后呈立体方阵式码放在底板上。
2.2 料槽部分
包括料槽、挡料块、接近开关、推料气缸、转台板和摆动气缸等。完成内组件推入料槽,在料满时发出信号,以及料槽整体旋转一定角度等动作,保证内组件整齐地串入串杆,保证内组件落下底板的位置。
2.3 底板部分
包括底板、链轮、链条、电动机和支承圆棒等,为码放整齐的内组件提供放置场所,保证下一排的落料位置。
3 注意事项
(1)轴承内组件内径及外圆尺寸的不同,内组件在料槽中排列的间距随之发生变化,因此,对于不同型号的内组件需更换不同的托板、串杆及料槽。串杆直径要略小于内组件内径,托板孔间距取保持架外径和内组件滚子外复圆直径中的较大者。
(2)串杆较长,内孔与拉杆配合面加工时不易保证与端面的垂直度,安装时串杆可能产生歪斜而不能进入轴承内径,因此,对串杆进行分体加工,下端与上端采用螺纹连接,以保证内孔的加工精度。
(3)串杆下端的钢球伸缩孔需从内部向外钻锥形孔,因此,需在圆周对应端开工艺孔,以保证钢球伸缩孔的正常加工。
(4)使用中不能过度伸缩拉杆及锥体,防止钢球脱离伸缩孔,致使内组件掉落;不能在串杆即将落下前挪动内组件位置。
4 结束语
该设备的研制提高了生产自动化程度和产品质量,减轻了工人劳动强度,便于生产管理及计数。目前该设备已稳定运行,经生产验证达到了设计要求。
猜你喜欢
煤炭工程(2022年11期)2022-11-24
昆钢科技(2021年2期)2021-07-22
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
发明与创新·中学生(2020年1期)2020-08-03
哈尔滨轴承(2020年4期)2020-03-17
发明与创新(2020年2期)2020-01-06
四川建筑(2018年4期)2018-09-14
轴承(2018年10期)2018-07-25
设备管理与维修(2018年2期)2018-02-09
