集成电路塑封模具错位、偏心问题探讨
2011-08-08 10:22魏存晶
电子工业专用设备 2011年1期
魏存晶
(天水华天科技股份有限公司,甘肃天水 741000)
集成电路塑料封装属于电子产品后段的工艺技术,它的目的是给集成电路芯片一套组织构架,使其发挥芯片特定的功能。其封装的目的主要体现在以下5个方面:①接通半导体芯片的电流通路;②为半导体芯片提供信号的输入和输出;③提供热通路,散逸半导体芯片所产生的热量;④提供机械支撑;⑤为芯片提供环境保护。
1 塑封模具错位、偏心对集成电路产品的影响
由于塑封模具本身的设计精度,加工精度、引线框架的冲切精度以及材料的热膨胀等原因,在封装过程中容易产生产品错位与偏心。错位指的是半导体集成电路芯片在塑封模具封装后,上、下塑封体的中心与载体引线框架设计中心向相反方向的偏离(见图1);偏心指的是半导体集成电路芯片在塑封模具封装后,上、下塑封体的中心与载体引线框架设计中心同方向的偏离(见图2)。错位、偏心的产品直接影响切筋工序的正常加工,如果产品错位、偏心超标,切筋成型工位就会造成产品管腿位置贯通性分层,胶体隐形裂纹,胶体打烂等问题出现,所以说塑封模具错位、偏心是集成电路封装过程中常见的重要缺陷之一,也是各个封装测试企业着重研究解决的颇为重要的问题。
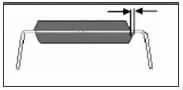
图1 相反方向偏离
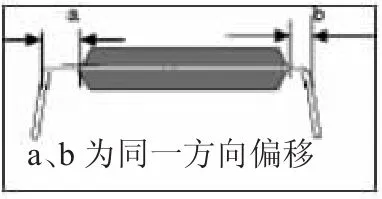
图2 同方向偏离
2 导致模具错位、偏心的原因分析
2.1 引线框架尺寸公差
引线框架的功能是显而易见的,首先它起到了封装器件的支撑作用,同时防止模塑料在引线间突然涌出,为塑料提供支撑;其次它使芯片连接到基板,提供了芯片到线路板的电及热通道。引线框架的精度是保证产品错模的重要因素,由于引线框架冲切精度的不同,使得引线框架的各个尺寸都有公差范围,所以引线框架本身存在公差误差。引线框架影响产品偏心的尺寸主要有:定位孔、宽度、步距、累加步距、孔边距等公差尺寸(见图3)。
图3 引线框架影响产品偏心的主要尺寸
引线框架材料的热膨胀系数也会造成产品偏心。不同的材料它们的热膨胀系数是有一定差别的,硅的热膨胀系数是(2.3~2.6)×10-6,而环氧塑封料的热膨胀系数为(16~20)×10-6,硅的热膨胀系数和环氧塑封料的热膨胀系数相差甚多,CET失配就会引起封装模块开裂、分层等问题。因此,根据器件的性能仔细挑选具有合适热膨胀系数的框架材料是极为重要。合金42(铁镍合金)的CET为(4.0~4.7)×10-6,铜合金的 CET 在(17~18)×10-6。从上面的数据可看出,合金42的CET与芯片(表面为硅材料)的CET较为匹配,而铜合金的CET与环氧塑封料的CET较为接近。在解决了框架的粘接性问题之后,为了降低由于热膨胀系数失配所引起的热应力,通常人们更倾向于选择铜合金作为框架材料。
材料热膨胀系数的测量计算:
在这里,主要是针对引线框架的热膨胀系数来计算。
热膨胀系数的含义,指原材料温度每升高1℃,单位长度内所增加的长度。

式中:a—为材料的热膨胀系数。
Lt—为材料在T温度时的长度(一般指高温时的长度)。
L0—为材料在常温时的的长度。
T—指高温,一般我们测试时取175℃。
T0—指常温,一般取20℃。
举例:一种材料在20℃时长150 mm,升温到175℃时长度为150.3 mm,求热膨胀系数a为多少?

2.2 模具材料
包括模具型腔镶件尺寸及受热后热膨胀对其的影响,理论的数据推算:
塑封模具是一种低温热作、多腔位、热固性挤塑模具,其镶件质量的优劣集中反映了模具的质量,一般来讲作为镶件,它的加工精度是保证产品错模的最重要的因素,应具有以下技术特点:
2.2.1 基体刚性
由于模具需承担一定的载荷,因此需具有一定的刚性,一般要求材料基体硬度在50HRC以上。
2.2.2 耐磨损性
因镶件工作中不断地与添加了玻璃纤维的塑料接触和磨擦,使用条件十分苛刻,因此要保证模具寿命,镶件应具有高耐磨性和必要的超硬性。
2.2.3 耐尺寸稳定性
封装模具的尺寸公差为0.002~0.005 mm,为保证尺寸精度,工作中应保持尺寸稳定,一般要求在200℃、72 h时效后,前后尺寸变化值(RCD)为±10×10-6范围内,通常这要求在热处理工艺中通过多次深冷处理与高温回火来保证。
2.2.4 耐腐蚀性
由于在175℃附近与塑料接触解腐的塑料分子会对型腔有腐蚀,因而需要一定的耐腐蚀性。
2.3 型腔镶件与引线框架的热膨胀系数匹配计算

L模-模具型腔经热膨胀系数匹配后的尺寸
L产-引线框架的实测长度尺寸
a产-引线框架的热膨胀系数
a钢-模具型腔所选钢材的热膨胀系数
T工作-模具正常工作时的温度(一般取175℃)
T常温-常温-模具室温时的温度(一般取20℃)
如上例:当a产小于a钢时,假设a产=4.5×10-6

模具型腔镶件和引线框架匹配的理论设计非常重要,如果设计存在偏差,直接会导致模具的精度达不到使用要求。
2.4 模具温度对产品错位和偏心的影响
因模具上、下模模温相差较大,由实际热膨胀量不一致,造成上下模型腔差位量,如以L3(镶件)尺寸300 mm为例,11×10-6为材料的热膨胀系数。
上、下模温若相差5℃,则引起差位量:

上、下模温若相差10℃,则引起差位量

所以模具温度的均匀性对产品的错位和偏心非常重要。一般模具的上下模温要控制到±3°范围内;同一模面的问题控制到±2°范围内。
2.5 塑封模具设计理念中对错位、偏心的控制方法
塑封模具在实际制造过程中,零件尺寸是无法达到理论尺寸的精确值的,而是存在一定的误差。由于在设计时考虑到实际制造技术通过模盒定位销钉、上下成型镶件、模盒精定位块、上下模温,材料热膨胀系数以及产品的定位方式将这个存在的误差控制到允许的范围内,在设计确定标注尺寸时每个尺寸有允许的公差。塑封模具设计理念一般在实际生产中产品X和Y方向偏差小于0.038 mm,因此塑封模具的偏心、错模只能控制到一定的范围内,而不能完全做到零对零。
2.6 塑封模具常出现错位、偏心与哪些模具硬件有关
塑封模具在使用过程中由于定位系统的磨损,产品偏心、错模都会出现,相关硬件有:模架精定位块、模盒精定位块、镶件定位针、模盒销钉、定位针座、型腔镶件与模盒座的配合等。造成的原因:
(1)模架精定位、模盒精定位磨损配合间隙增大;
(2)模盒定位针与引线框架定位孔的配合间隙不合理;
(3)型腔镶件与模盒座的无销钉固定;
(4)清模废料进入型腔镶件与模盒座间隙内;
(5)模盒定位针磨损,定位针与引线框架间隙变大等。
2.7 人为因素及其它原因
在生产过程中框架在用上料装置放在模具上后:
(1)引线框架定位孔没有完全进入模盒定位针内,出现定位孔变形,产品偏心严重报废;
(2)模具定位针断裂,框架没有定位。
3 如何预防模具产品的错位、偏心
由以上原因分析每一项出现问题都会造成产品的错位、偏心,那我们如何提前预防错位、偏心呢?①我们必须在原材料的进料检验中严格按照我们的检验图纸标准对引线框架尺寸进行检验,杜绝不合格的引线框架投入生产;②塑封模具制造商必须提供给我们合格的模具;③建立相关作业指导书,用正确的作业方法指导作业过程;④及时发现、反馈问题并及时处理异常。只要做好以上四点,就可以保证我们生产的产品错位、偏心在我们所允许的公差尺寸范围内,从而保证产品的质量,提高封装企业的产品良率。由于在目前的技术下,塑封模具的设计精度、加工精度以及封装引线框架尺寸公差等问题依然存在,集成电路塑封模具错位、偏心只能向我们允许的公差范围内向更小的公差范围来控制,而不能完全消除。
4 结论
在集成电路封装领域,质量是企业走向壮大的桥梁,每个环节都会影响产品的质量,塑封产品的错位、偏心会导致产品在切筋成型后胶体出现裂纹、隐形裂纹、管腿位置贯穿性分层等质量可靠性问题,对产品的危害是致命性的,所以我们决不能掉以轻心。为了使封装元件的质量得以保障,我们必须严格要求供应商保证模具的精度及质量;必须严把引线框架进料检验关;必须做好模具的维护保养工作;必须提高操作人员的技能水平,只有这样才能在满足自身发展和市场要求的情况下,应对封装市场的快速变化。
未来随着引线框架由单排向多排的不断升级,封装业现有的单缸模、MGP模都逐步不能够满足多排产品的硬件需求,所以全自动(AUTO)模的发展将是未来集成电路产品偏心和错位保证的必然趋势。
[1] 曹杰.集成电路塑封模具常用计算公式及方法[J].电子与封装,2007,7(2):4-6.
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
电工材料(2022年3期)2022-06-22
奥秘(创新大赛)(2020年10期)2020-10-28
工程塑料应用(2020年7期)2020-07-20
智能制造(2017年4期)2017-07-24
幼儿教育·父母孩子版(2017年1期)2017-04-05
中国塑料(2016年12期)2016-06-15
新高考·高一数学(2016年3期)2016-05-19
现代制造技术与装备(2015年4期)2015-12-23
中国火炬(2010年7期)2010-07-25