
回转窑托轮的现场加工
2011-09-16 03:21丁义军
中国设备工程 2011年9期
丁义军
(中国铝业股份有限公司中州分公司检修厂,河南 焦作 454171)
一、概述
回转窑是中国铝业股份有限公司中州分公司生产氧化铝的重要设备,其运行好坏,直接影响到氧化铝的产量和成本。回转窑的正常运转就是窑体连接滚圈在托轮表面相互摩擦转动,因为支持滚轮要比窑胎宽一些,为使托轮与轮带能够上下移动,磨损均匀。在滚圈的端面设有止推滚轮。窑体的吃上吃下是靠滚轮的偏位,使托轮与窑的中心线有一定角度,让托轮给窑体有向上的力,使窑体上移。当回转窑吃下触及到下限开关时,液压系统开始吃上动作,直到滚圈触及到上限位置。此时窑体开始吃下,直到窑体触及到下限位置又进行吃上。不断重复以上的过程。领圈在托轮表面有100mm的上下移动量,大窑运转一段时间后,使托轮产生中间低两边高的表面,限制了窑体上下行的动作,影响了窑的使用寿命。
当托轮表面出现凹面时,需要把托轮表面加工平整。以往加工托轮表面需要停窑将托轮拆下来,送到车间加工。整个检修工序需要用90t吊车拆装、20t汽车运输、大立车加工等工艺,浪费大量的人力物力和时间。
为了降低检修费用和缩短检修工期,设计制作了一台简易车床,在不停窑的情况下,在现场实施托轮表面加工,取得了良好的效果。
二、设计思路
托轮在窑体和滚圈下方两边有两轴承座支撑,有一定的空间位置。通过论证,决定用车削的方法对托轮表面进行加工。根据车削原理,要想对托轮表面进行修复加工,必须满足以下条件:托轮应能自转;应有一把刀具沿托轮轴向作直线运动;刀具还应能沿托轮径向作进给运动。
经过现场观察测量,决定制作一个简易车床,设备由床身、中托板、刀架组成。在床身上有两条纵向导轨在两导轨中间安装一个通长丝杠,丝杠两端安装两个手轮,中托板底部安装一个丝母。将中托板装在床身导轨上,丝母与丝杆连接,转动丝杠使中拖板沿床身导轨移动来实现刀具的轴向移动,刀架利用的是CW6163车床小刀架,将刀架装在中拖板上实现刀具的径向进给。再利用托轮的自转作切削的旋转力。这样,就满足了车削加工所需要的所有条件。
简易车床的床身固定在托轮轴承座底座上,由于底座是框架结构,宽度比床身窄,需在底座外侧焊接两个托架用于固定床身外侧,床身放在轴承座底座上用四个螺丝连接固定,安装示意图见图1。
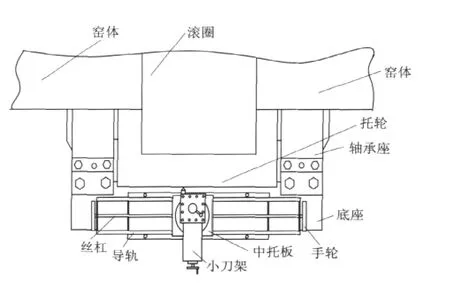
图1 安装示意图
三、操作方法
(1)在托轮轴承底座上钻攻两个M16的丝孔,孔距与床身过孔孔距相同。
(2)在底座侧面焊接托架(托架上带有两个φ18mm的过孔)注意孔距要和床身孔距一致。
(3)在车间将床身中拖板润滑调整好装上小刀架,注意小刀架丝杠与床身丝杠垂直安装。
(4)将简易车床放在底座上,穿上螺丝,调整简易车床,各个方向找正后固定螺栓。
(5)车削对刀时最好是在中间低点对刀,由中间向两端车削,吃刀深度根据情况自定。
(6)注意在安装简易设备时要联系停窑几分钟,安装好后转窑。
四、结论
优点:①加工后,托轮表面可以满足需要;②简易车床制作简单,安装找正方便,适用于现场加工,具有自转性回转物体的内外圆;③不必将托轮拆掉,在现场即可加工,可以节省大量的人力物力和检修时间;④由原来需停窑检修改为不停窑修理。
缺点:机床走刀是靠人工控制,由于在窑底操作加工,工作环境温度较高,对操作人员健康有一定影响。
猜你喜欢
水泥技术(2022年2期)2022-03-28
水泥技术(2022年1期)2022-02-12
设备管理与维修(2020年23期)2021-01-04
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年3期)2017-06-23
组合机床与自动化加工技术(2017年5期)2017-05-25
中国塑料(2015年1期)2015-10-14
制造技术与机床(2015年6期)2015-04-24
