航空发动机设计图样典型标准化问题分析
2011-09-28 09:38张敏
航空发动机 2011年4期
张 敏
(中航工业沈阳发动机设计研究所,沈阳 110015)
0 引言
标准化工作在航空发动机型号研制中具有十分重要的作用,贯穿于产品研制的全过程。在产品设计阶段,制定相关标准、贯彻标准以及监督检查标准执行情况是标准化工作的主要任务,而对标准的监督检查则显得尤为重要。通过检查,使企业获得贯彻标准情况反馈信息,及时掌握采用标准方面的短缺状况,了解设计人员对标准理解的分歧程度,发现设计工作中重复出现的标准化问题并及时加以解决,以保证和提高产品质量。
本文对航空发动机设计图样中的基准、表面及其应用和尺寸标注等典型标准化问题进行了比较和分析。
1 基准、表面及其应用
在相关标准中对基准、表面的定义如下:
基准,即理想基准要素,是确定要素间几何关系的依据,分为基准点、基准直线和基准平面。
表面,视图中实际存在的表示面的轮廓线或面。
从定义看,当基准为面时,基准、表面均指视图中的面,似乎有类同之处,实质上基准、表面是2个完全不同的概念:基准面指的是由实际表面建立的理想表面,该理想表面的位置是符合最小条件的,往往用模拟法来表示该基准面;而表面为实际要素。不能将基准、表面混为一体。
从表现形式看,基准应与位置公差要求成对出现,而表面则是在设计者对某实际面有具体的技术要求(如镀涂、特殊加工等)时使用。也就是说,基准是针对形位公差而设,表面常与技术要求相关。在设计图样上,基准用基准代号表示,即用基准符号(加粗的短划)、圆圈、连线、大写拉丁字母的组合表示基准;表面则是用指引线加大写拉丁字母表示。表示基准、表面的大写拉丁字母可以相同,如基准用A,表面亦可用A。但同样为A,从设计到加工检验,工程技术人员的理解是不相同的,即,基准之处A表示带圈的要素所指的点、线或面,表面A表示指引线所示的实际轮廓线或面。在设计图样上,当基准符号与尺寸线对齐时是指中心轴线(或中心平面),基准是在实际中心轴线(或中心平面)的位置上抽象出的理想线或面;当基准符号与尺寸线错开时,基准是指在实际表面(或直线)的基础上建立的理想表面(或理想直线)。
从以上2方面分析可知,基准与表面是2个不同的概念,是不能相互替代使用的。
设计人员在实际应用中,常将基准与表面混用,即在图样上仅标注基准,若对表面有要求,则直接用基准代号来表示,这是错误的,尤其是当基准为中心轴线(或中心平面)时,用基准代号代替表面更是严重错误。该基准是在实际中心轴线(或中心平面)的位置上抽象出的理想线或面,是假想的、抽象的,而表面应是实际的存在的视图要素,此时,简单地用基准符号代替表面,表面是指中心平面,该中心平面不是实际存在的表面,不可能对其提出技术要求;指外轮廓面,设计者并没有引注出表面,或对哪个表面提的技术要求,在这种情况下用基准代替表面,其表述结果不惟一,会造成加工、检验过程中相关人员的理解上产生分歧,极易出现偏差,导致零件或组件质量不合格,甚至造成整机报废。
这是设计人员对所贯彻的标准的理解不透彻造成的,标准化检查时应及时发现并纠正这一错误,指导设计人员给出正确合理的标注。
基准是在实际要素之上建立的理想要素,表面是实际要素,原则上应各自符合其规定的标注及使用方法,当基准的实际表面和表面所指为同一实际表面,且仅在尺寸密集无合适位置标注表面时,允许用基准代号中的拉丁字母来表示表面;当基准符号与尺寸线对齐标注时,严禁用基准代号中的拉丁字母代替表面。
2 标注
在设计图样上,基本尺寸标注的形式如图1所示。针对选定的尺寸基准,设计图样上的尺寸标注经常会出现塔式、链式、坐标式等多种形式。其中坐标式的尺寸标注应用最为广泛,也是设计人员标注时易出错误的形式。另外还有某些特殊尺寸、键槽形孔等尺寸的标注因其本身的特殊性,标注形式极不规范,因此有必要对上述标注进行分析,研究适合其特点的、合理的标注形式。
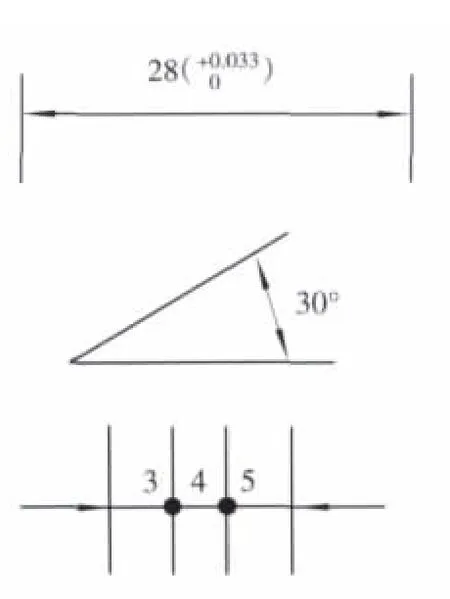
图1 基本尺寸标注样例
2.1 坐标式的尺寸标注
坐标式的尺寸标注是从同一基准出发来标注结构要素位置尺寸的1种标注形式,如图2(a)所示。该类标注在图样上频繁出现,为简化其标注,允许采用如图2(b)所示的标注形式。简化标注不仅可以节省尺寸标注空间,而且对结构要素位置的确定更形象直观。但是相关标准对简化标注没作过多规定,因此图样上简化标注形式多样,有许多标准化问题值得考虑。
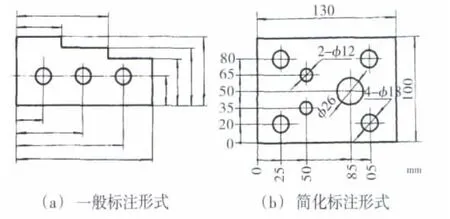
图2 简化标注样例
坐标式简化标注需要1个共同的坐标横轴(或纵轴),这个坐标轴就是尺寸标注的设计基准,该基准是标注尺寸的起点,一般叫0基准,它是根据零件功能及结构与工艺要求用以确定面、线或点的位置所依据的面、线或点。在标注结构要素的位置时,涉及的尺寸数值类型根据设计要求有多种,如按其用途可分为实际设计尺寸、参考尺寸、理论正确尺寸等,按种类可分为线性尺寸、非线性尺寸等。对于不同尺寸数值,共用“0”基准标注或采用同一坐标系标注的合理性与适用性值得商榷。
因发动机设计图样十分复杂,图样上常出现实际设计尺寸、理论正确尺寸的混合坐标式简化标注,也常出现实际设计尺寸(或参考尺寸、理论正确尺寸)的线性尺寸和非线性尺寸的混合标注,此时设计者往往在坐标轴起始处标“0”,不同类型的尺寸共用同一坐标体系。这种作法不妥当。以下问题值得考虑:用1个“0”基准能否涵盖所有尺寸数值类型的设计起点。“0”基准是否应随尺寸类型改变变化。如尺寸为角度尺寸,与线性尺寸共用1个“0”基准标注是否可行。不同尺寸数值类型混合标注是否会造成视图错觉,能否影响加工检验。
假想将坐标式简化标注形式还原成一般形式,那么“0”也可看作是1个数值为0的尺寸,则该0尺寸的数值类型原则上应与结构要素位置尺寸的类型一致,根据尺寸数值类型的变化而变化,也就是说“0”基准有线性和非线性之分、有实际、参考和理论之分,“0”基准的标注类型应与尺寸数值类型一致,仅标注1 个“0”是错误的。
鉴于上述分析可知,不同类型的尺寸数值混合标注显然不合适。如将实际设计尺寸与参考尺寸混合标注,加工、检验时有可能仅注意尺寸“0”基准附近处尺寸类型,或可能造成2类尺寸数值混淆现象,加工、检验时将必检尺寸当作参考尺寸,造成产品不合格事故。该类尺寸简化标注时,不同尺寸数值类型应采用不同坐标轴系标注,且应标注不同的“0”设计基准。
另外,坐标式尺寸标注应符合坐标的特点,尺寸数值应标注在坐标轴交汇处,当尺寸密集采用指引线引注时,指引线应指向坐标交汇点。
在实际应用中,设计人员常存在如下错误:没有标注基准、不同尺寸类型共用1个基准、不同类型尺寸共用1个坐标体系标注、尺寸数值没有标注在坐标交汇点等。通过上述分析,望今后能有相关标准将某些易出错的问题规范化,使设计人员有据可依。
2.2 特殊尺寸的标注
图样上常出现一些按正常方法无法标注的尺寸:如角度极其微小,正常标注根本无法看清楚;如发动机叶片中心型面上有2个特殊点确定的尺寸,正常标注时可能与投影线重合,不能突出2个特殊点等。
为表示清楚该类尺寸,设计人员往往采用如图3所示的形式。然而图中的标注只注意了使尺寸清楚,而忽略了尺寸标注的基本要求。尺寸标注由尺寸界线、尺寸线和尺寸数值构成,其中,尺寸界线应是该尺寸的边界线,是投影线(或面)的延伸线,在图3中L和α的尺寸标注中,边界线采用弯折形式,已无法清楚地表示尺寸到底有哪条轮廓线构成。显然如图3所示的形式不正确。
合理标注该类特殊尺寸,允许采用夸大画法或示意画法,但不应违背尺寸标注的基本要求,或采用制图中规定的用2条平行斜线做尺寸界线的标注形式,实际尺寸以图样上给定尺寸为依据。
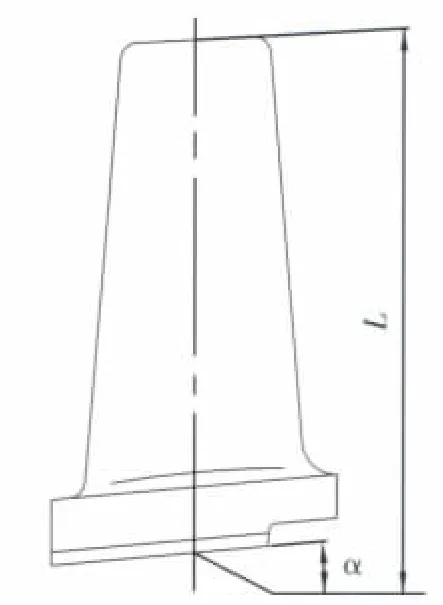
图3 某叶片型面尺寸标注
2.3 盘类零件尺寸的标注
发动机图样中的盘类零件较多。盘类零件的主体部分为1组同轴的圆柱面,通常以轴线水平放置作为主视图,径向尺寸一般应在主视图标注。在特殊情况下,也可在反映端面形状的视图中体现。按标准规定,此时标注一系列同轴径向尺寸时,应绘出圆心位置,从圆心引出各径向尺寸线。但是在发动机图样设计中,该径向尺寸一般较大,直接从圆心引出标注时需占用的空间也较大,虽然机械制图中允许采用示意标注法,即示意画出中心,从中心处引出折叠尺寸线来标注较大的径向尺寸,但是还不能更有效地节约空间,有时可能出现仅仅为标注该尺寸而加大图样幅面的情况。为适应发动机研制的特点,合理标注该类尺寸,通过多方面综合研究认为:发动机中的盘类零件要在端面视图中标注径向系列尺寸时,在不致引起误解的情况下,可以省略圆心,仅标注一系列呈放射状分布的径向尺寸线,但应特别注意的是放射状分布的径向尺寸线延长后应能明显交汇于1点。盘类零件尺寸标注如图4所示。
2.4 键槽形孔的尺寸标注
键槽形孔在发动机设计图样中经常出现,因这类孔的槽宽与圆弧转接半径有关,所以尺寸标注具有特殊性。
键槽形孔按槽宽与圆弧转接半径的关系有以下2类情况:
(1)圆弧半径实际尺寸由槽宽决定,可随尺寸变化,即圆弧与槽是相切关系;
(2)圆弧半径实际尺寸大于槽的宽度,即圆弧与槽不相切。
对于第2类孔,因圆弧与槽不相切,在进行尺寸标注时要分别给出槽的结构尺寸和转接半径尺寸,其标注形式如图5(d)所示。该类键槽形孔不常出现,设计人员一般能正确表达设计意图。
对于第1类孔,因圆弧与槽相切,不能简单地给出槽的结构尺寸和转接半径尺寸。设计人员在标注时首先要考虑到加工方法和设计孔的用途,然后再考虑如何标注槽的结构要素尺寸,如何给出转接圆弧标注,尽量做到既不出现重复性尺寸标注,又能满足设计、加工要求。按下列方法标注较为合理。
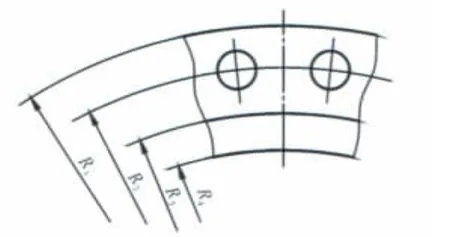
图4 盘类零件尺寸标注
(1)对键槽形孔无特殊功能要求及特定加工方法时,应给出键槽形孔的长度、宽度数值和两端半径符号 R;如图 5(a)所示。
(2)用于可调节连接螺栓距离的键槽形孔,应给出转接圆弧半径数值及中心距,如图5(b)所示。
(3)当键槽形孔需要铣削加工时,应给出槽宽度数值、转接半径符号R及中心距,如图5(c)所示。
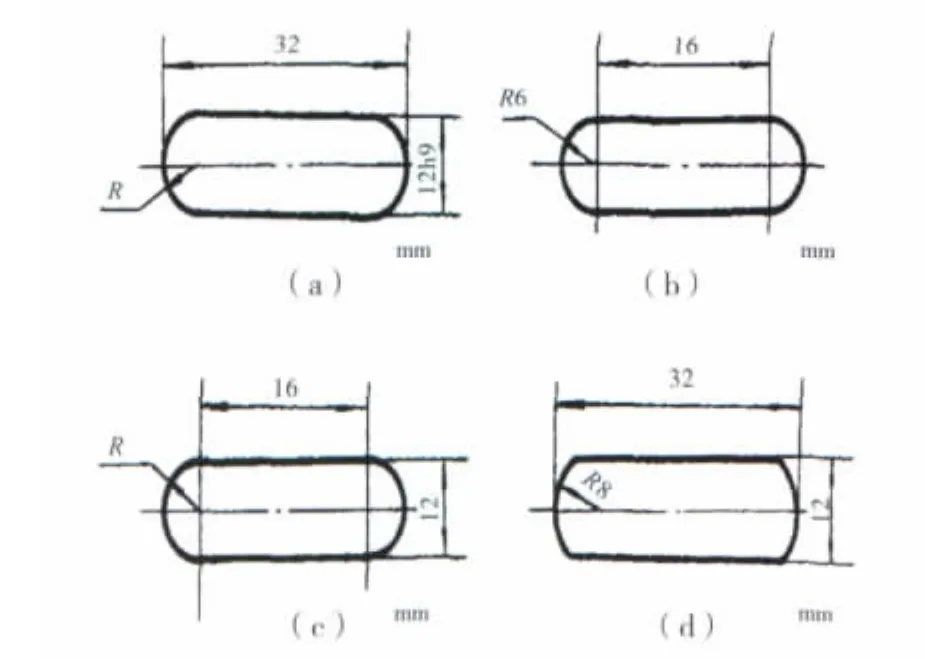
图5 键槽形孔尺寸标注
鉴于上述分析,设计人员在标注键槽形孔的尺寸时,应慎重考虑,给出合理、正确的标注。
3 结束语
通过对发动机设计图样上的这2类标准化问题分析认为,标准化检查在产品研制中确实具有十分重要的意义,标准化工作人员应深入设计现场,及时获取标准的应用信息,及时对设计人员进行标准的宣传,对一些没有直观依据的、容易引起歧义的标准化问题认真研究分析,最好提出合理的解决方案,并向标准化部门提出合理化建议。通过长期的标准化监督检查,真正让标准为设计所用,保证型号设计图样和技术文件的质量,更好地为产品研制服务。
[1]航空发动机设计手册编委会,航空发动机设计手册:第2册[M].北京:航空工业出版社,1999.
[2]汪凯.国家标准机械制图应用指南[M].北京:中国标准出版社,1985.
[3]西安航空发动机公司.工程图样解释[M].西安:西安航空发动机公司,1990.
猜你喜欢
ViVi美眉(2020年2期)2020-08-04
化工设计(2020年6期)2020-01-13
大众汽车(2019年1期)2019-11-28
劳动保护(2018年8期)2018-09-12
科技与创新(2017年23期)2017-11-30
表面工程与再制造(2016年5期)2016-12-15
智能制造(2016年6期)2016-08-03
读者·校园版(2015年7期)2015-05-14
燃气轮机技术(2014年4期)2014-04-16
汽车零部件(2014年3期)2014-02-06