油田用注水泵柱塞点蚀分析及柱塞密封结构的改进
2011-10-26 03:27王志云杜艳杰东营职业学院工业工程系
中国科技信息 2011年8期
王志云 杜艳杰 东营职业学院工业工程系
油田用注水泵柱塞点蚀分析及柱塞密封结构的改进
王志云 杜艳杰 东营职业学院工业工程系
针对油田用3H-8/450型注水泵柱塞中部点蚀的现象进行调查,获悉这一现象在各种型号的柱塞泵中具有普遍性;这种故障会导致柱塞密封严重失效,进而造成停泵乃至机器损坏的重大故障。研究确定这一故障的成因是柱塞密封结构不合理,中部弹簧处在压力波动时产生汽蚀。改进了密封结构并进行现场试验,效果良好。
注水泵;柱塞;密封;失效;汽蚀高压柱塞泵在油田注水、输油等方面应用广泛。尤其3H-8/450型柱塞泵结构简单,操作维修方便,因此具有很强的市场生命力。但由于注水泵输送的是油井产液分离污水,加之回注地层压力很高,泵的工作条件十分恶劣,因此泵柱塞处的动密封经常失效。柱塞中部产生点蚀则是一种较为严重的故障,以3H-8/450型柱塞泵为基础,经调查研究找到了其产生的规律及原因,通过改进结构并进行现场试验解决了这一问题。
1 3 H-8/450型泵柱塞的汽蚀
3H-8/450型注水泵柱塞动密封总成结构如图1所示。总成主要由填料函、柱塞、填料、弹簧、弹簧座、导向圈、铅垫、填料压盖、压帽等组成,该密封结构采用了导向圈和弹簧装置。

图1 3H-8/450型泵柱塞动密封总成
在现场调查中发现,许多注水站的柱塞泵,其柱塞中部经常产生点蚀,且很频繁而有规律,如图2所示。蚀点位置至柱塞端面的距离在110~120mm之间,发生点蚀的周期(柱塞寿命)是15~20天。一旦柱塞产生点蚀,会引起严重的刺漏,因而柱塞必须更换。

2 点蚀性质的判断及成因分析
点蚀发生的原因是很复杂的。一般在柱塞使用15~20天过程中要更换3次盘根,因而点蚀与柱塞磨损有关系。由于柱塞的往复运动,磨损在柱塞工作面上是均等的,因而磨损不是造成局部点蚀的直接原因。假如是腐蚀,腐蚀点形状、大小及位置应是没有规律的,显然这种极有规律的点蚀也不是腐蚀,现场调查也没有发现柱塞在使用过程中发生腐蚀的现象。根据蚀点形貌及位置很有规律这一特征判断,蚀点应是由一种特殊的现象造成的。根据柱塞密封结构研究推断,这种特殊的现象就是汽蚀。它对柱塞、弹簧、弹簧座及导向圈都有影响。实际这些零件都有损毁的。
在柱塞中部发生的汽蚀与密封腔的组成有关。密封腔中有盘根,也有弹簧等零件,弹簧附近有相对较大的空间,参见图1。在弹簧空间中液体的压力也是变化的,而且更复杂。在吸入开始时,弹簧空间中液体类似于泵阀一端的剩余高压液体,能急剧向中部回流,随着吸入行程增加,缸内压力降低,弹簧空间中液体的压力也骤然下降,而注水泵输送的液体的温度一般在40℃以上,容易汽化,这就给气泡形成提供了压力和温度上的条件。其次,在填料磨损到一定程度时,柱塞与填料函中的其他零件也产生摩擦,致使弹簧装置零件发生振动,尤其底部的导向圈和铅垫更易松动,也给低压气泡形成提供了条件[1]。一旦低压气泡形成,则在排出行程中被压缩,温度和压力升高。当柱塞运行至排出行程的2/3~3/4(约82~95mm)时,加速度达到最大值[2],缸内压力达到最大,气泡迅速凝结而破裂,造成水击,产生很大的爆破力和高温,致使金属局部熔蚀,即汽蚀。此时弹簧中部至柱塞端面距离约110~120 mm,这与实际情况是相符合的。可见发生汽蚀与两方面的因素有关:一是柱塞泵原理所决定的压力变化,是必然存在的;二是弹簧处的复杂溶液空间易于造成旋流和压力变化,是可以调整的。

3 3H-8/450型泵柱塞密封结构的改进
由上节分析可知,减小弹簧处溶液空有利于防止汽蚀发生。通过增大弹簧簧丝直径可以实现这一目的,但这易导致预紧力太大,摩擦加剧,缩短填料使用寿命。因而应对密封结构作改进。
首先,不论柱塞直径大小均采用刚度较大的弹簧,簧丝直径均不小于4mm,弹簧的内径比填料函上的柱塞孔直径大2mm,以使弹簧支撑可靠,也避免它与柱塞摩擦。
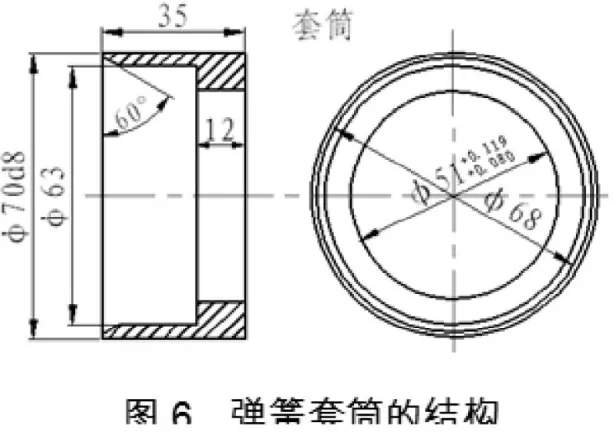
第二,改弹簧座定位为套筒定位。即制作一个带内凸缘的铜质套筒,如图6所示,其内径等于弹簧的外径,弹簧装于套筒内,带内凸缘的一端顶住填料,使填料受力均匀,弹簧另一端超出套筒一定长度(相当于总压缩量),直接顶在密封腔底部台阶上。密封腔底部台阶面要求不高,稍有磨损不会影响泵的工作,因而也不需要加垫片保护。这样可保证柱塞与弹簧及填料函上的柱塞孔之间具有近似相等的间隙,减少弹簧部位的溶液空间,从而减少汽蚀发生的机会。
第三,合理设计铅垫位置,去掉易动的薄片导向圈,通过合理设计使填料压盖兼起导向作用,改各零件孔与柱塞间的间隙装配为小间隙配合,增强导向和密封效果。改进后结构如图3所示。
4 结论与建议
实践证明弹簧装置的使用是必要的,它不仅能使盘根的磨损得到及时补偿,而且能自动控制填料轴向压紧力。但密封结构应合理,改进的密封结构避免了汽蚀,增加各零件的稳定性,现场试验效果良好。要严格控制各零件的加工质量,尤其是柱塞与弹簧的热处理质量;装配后各零件要稳固,不歪斜,填料预紧力要适当。唯此才能降低故障率,延长密封结构的使用寿命。
[1]钱锡俊,陈弘.泵与压缩机[M].东营:中国石油大学出版社.2007:43-45
[2]黄锡恺,郑文纬.机械原理[M].北京:人民教育出版社.1981:62-65
[3]元和平,刘长儒.油田设备使用管理手册[M].东营:石油大学出版社.2001:307-308
10.3969/j.issn.1001-8972.2011.08.107
王志云,副教授,生于1964年,1988年毕业于浙江工业大学机械制造工艺及设备专业,现从事石油矿场机械及制造方面的研究与教学工作。山东省东营市东营区黄河路东营职业学院。
猜你喜欢
水泵技术(2022年3期)2022-08-26
农业工程学报(2022年10期)2022-08-22
水泵技术(2022年2期)2022-06-16
盐科学与化工(2022年3期)2022-04-11
装备制造技术(2020年3期)2020-12-25
煤气与热力(2020年8期)2020-09-08
宇航学报(2018年7期)2018-08-10
天津化工(2018年4期)2018-08-04
小型内燃机与车辆技术(2018年2期)2018-05-08
科学与财富(2017年25期)2017-09-17