
装钢机自动控制系统的应用
2011-10-26 03:27郭建军张再兴河北钢铁集团唐钢股份公司自动化公司063000
中国科技信息 2011年7期
郭建军 张再兴 河北钢铁集团唐钢股份公司自动化公司 063000
装钢机自动控制系统的应用
郭建军 张再兴 河北钢铁集团唐钢股份公司自动化公司 063000
本文介绍了河北钢铁集团唐钢热轧1700mm生产线中加热炉装钢机系统的设备构成,控制方式,运行顺序,参数计算等。整套控制系统结构简单,成本低廉,抗干扰性好,便于调试。
装钢机;自动控制;编码器
河北钢铁集团唐钢股份有限公司热轧薄板厂新建两座汽化冷却双蓄热步进梁式加热炉,加热炉板坯来源为炼钢连铸车间提供的冷热板坯。装钢系统能否正常运转是保证加热炉装钢稳定运行的关键,从而保证出钢节奏稳定。现就半自动装钢加以说明。
1.系统构成及操作方式
1.1 系统构成
加热炉装钢控制系统由入炉辊道区、装料炉门、步进梁机构、装钢机、炉底液压站设备等组成。进退由电机驱动,变频调速2个,控制进退位置;进退极限开关量输入点2个,辅助控制电机的启、停;超极限开关量输入点2个,控制装钢机的极限位置;进退位置检测脉冲编码器2个,控制进退位置;进退联动控制电磁离合器1个,控制进退联动、单动;升降由液压系统控制升降;升降极限位置开关量输入点2个,控制升降到位;升降超极限位置开关量输入点2个,控制装钢机极限位置;升降联动控制电磁离合器1个,控制升降联动、单动。
1.2 操作方式
目前唐钢1700板坯加热炉装钢机操作方式可分为:机旁手动操作、集中手动操作、集中自动操作3种方式。
机旁手动操作方式:当机旁操作箱选择本地操作时,操作人员可通过机旁操作箱对1#装钢机和2#装钢机进行手动的前进、后退、上升、下降、停止等动作。
集中手动操作方式:当机旁操作箱选择远控手动操作方式时,操作人员可通过装料操作台对装钢机和装料炉门进行集中的手动前进、后退、上升、下降、停止动作。
集中自动操作方式:当炉内炉内固定梁有空位切炉前辊道有钢坯时,待炉门开到位后,装钢机开始前进动作,先后执行前进(推正)、后退、上升、前进、下降、后退到极限位完成出钢动作。
2. 操作及工艺过程
装钢机投入半自动时,操作及工作过程为:在获得入炉允许信号后并且加热炉内有装钢空位,1#、2#装料机根据装钢坯料布置要求,选择装钢模式。当按下装料操作台上的【半自动】按钮,装钢机位于后下限位。
装钢机自动时,动作过程为:1#、2#装料炉门打开,炉门上升到上限位后,装钢机行走机构制动器得电,松开抱闸,装钢机开始高速前进,到达推进减速位时由高速减为低速前进进行板坯推正工作。当编码器发出到位信号后,装钢机将根据板坯宽度进行装钢机退回工作,以保证托爪不伸出板坯边缘。板坯推正后,液压缸驱动装钢机从辊道上提升板坯。提升到位后装钢机行走制动器得电,松开抱闸,电机启动带动装钢机前进将板坯送入炉内计算好指定位置(装钢行程)。当编码器发出到位信号后,液压缸驱动装钢机下降将板坯放在步进梁上。下降到位后,装钢机行走制动器得电,松开抱闸,电机启动带动装钢机后退回到装钢机原点。当发出后退到位信号后,装料炉门下降到位,完成一个装钢操作。
3. 参数计算
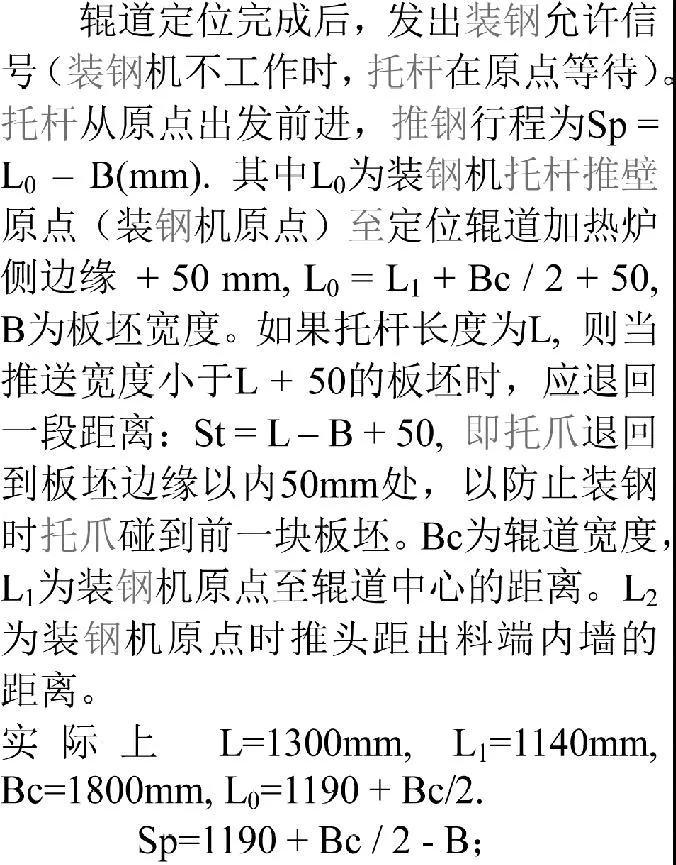

图1 装钢示意图
上升/下降:装钢机托杆以一个固定速度35mm/s上升/下降到装钢机极限行程,开关发出到位信号,停止动作。
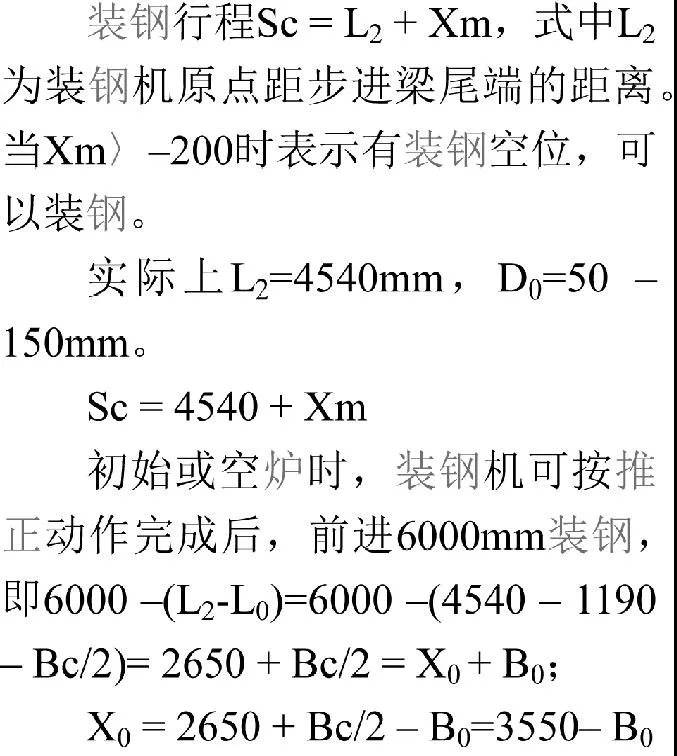
前进:安装钢行程前进到距前一块板坯尾端距离D0= 50~150mm处为止(可通过上位机设定)或前进到装钢机的最大行程(前进极限)。
一般装钢是以板坯尾端距步进梁最后位置的距离来表示,其范围为-200mm(悬出尾端)-最大行程。
设前一块板坯尾端距步进梁最后位置的距离为Xm,宽度为Bm,当前板坯尾端距步进梁最后位置的距离为Xm+1,宽度为Bm+1;步进梁前进了n步,步距为STEP,则有:

X取值应在-200mm(悬出尾端)-最大行程之间。
后退:装钢机托杆以快速+低速后退到装钢机后退极限行程开关发出到位信号,停止后退,同时清零进退计数器。
装钢机升降由液压驱动,没有速度控制(不可调速)。进退由变频器控制,有编码器,有速度控制、定位控制。均有时间要求。
4.总结
装钢机采用自动控制方式时,对现场设备的要求较高,须采用高精度的元件检测距离;计算机将编码器和磁尺采集到的数据通过程序计算得出装钢机推正及其放在固定梁的位置,控制过程简单,定位准确,减少了由于手动时引起的误操作,节省了人力,提高了工作效率,确保了装钢动作顺利完成,保证生产稳定运行。
[1] 李学忠. 太钢1549热连轧加热炉区自动控制系统[J].冶金自动化.2009(6):28~33
[2] 陈鸿复.冶金炉热工与构造[M].北京:冶金工业出版.1990
[3] 唐谋凤.现代带钢热连轧机的自动化[M].北京:冶金工业出版社.1988
[4] 孙道峰.加热炉多变量控制系统的设计与实现[M].北京: 清华大学出版社.1989
Practical Application of Automatic Control System for Loaded Steel Machine
GuoJianjun Zhang Zaixing Hebei Iron and Steel Group Tang Steel Corporation Automation Company
A loaded steel machine system of heating furnace which worked in hot strip plant 1700mm, Tang Steel, HBIS is introduced here. Which is about the theory of equipment constitutes, controlling mode,running order, parameter calculation, and so on.The whole controlling system could be simple, low cost, anti-interference, and convient to debugging.Key words loaded steel machine; automatic control; encoder
10.3969/j.issn.1001-8972.2011.07.086
郭建军,男,1983年出生,河北唐山市人,助理工程师,从事电气相关工作。
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
煤化工(2022年4期)2022-09-03
橡塑技术与装备(2022年7期)2022-07-06
科海故事博览·下旬刊(2022年4期)2022-05-07
临床超声医学杂志(2021年6期)2021-07-19
食用菌(2020年6期)2020-12-21
鞍钢技术(2020年3期)2020-06-22
发明与创新·中学生(2019年3期)2019-03-20
江苏建材(2018年4期)2018-09-22
小学生导刊(低年级)(2016年11期)2016-11-14
