
钢质热煨弯管的环氧粉末+聚丙烯胶带涂层防腐结构施工技术
2011-11-04 12:05刘小利张晓东邓震郭奇超刘艳利周号
石油工程建设 2011年1期
刘小利,张晓东,邓震,郭奇超,刘艳利,周号
(1.中国石油天然气管道科学研究院,河北廊坊065000;2.中国石油天然气管道局防腐工程有限公司,河北廊坊065000)
钢质热煨弯管的环氧粉末+聚丙烯胶带涂层防腐结构施工技术
刘小利1,张晓东2,邓震2,郭奇超1,刘艳利1,周号1
(1.中国石油天然气管道科学研究院,河北廊坊065000;2.中国石油天然气管道局防腐工程有限公司,河北廊坊065000)
陕京二线热煨弯管外防腐采用的单层熔结环氧粉末+丁基橡胶改性沥青防腐底漆+聚丙烯纤维增强型胶带的复合防腐结构,具有附着力强、耐化学介质性好、抗冲击性能高等特点。文章就这种防腐结构的防腐原理、防腐材料、施工技术和质量控制等进行简要介绍。
弯管;环氧粉末;聚丙烯胶带;施工技术
0 引言
在埋地管道的防腐中,热煨弯管由于其形状的特殊性,不能在直管防腐作业线上预制三层PE,外防腐层的涂敷操作较困难,国外基本采用手工操作。为了适应我国地形复杂、长输管道建设任务巨大、建设管道需要防腐弯管数量较多的特点,中国石油天然气管道科学研究院研制了大口径(813~1 219 mm)热煨弯管双层环氧粉末外防腐作业线,实现了热煨弯管的机械化双层环氧粉末外防腐,并已在涩宁兰、西气东输管道工程中得到应用[1]。
陕京二线热煨弯管防腐采用单层熔结环氧粉末防腐层或100%固体含量刚性聚氨酯防腐层外包聚丙烯胶带两种防腐方案。聚氨酯、环氧涂料具有与钢管表面粘结性能优异、抗化学介质侵蚀、防腐性能好、阴极剥离半径小、使用温度范围广、耐磨等优点,但抗冲击强度较低是这两种涂层共同的弱点,无法满足大口径热煨弯管的运输性能要求,易产生损伤,故通过外层外包聚丙烯胶带,以提高弯管防腐层的抗冲击强度。该种结构的现场测试表明,其抗冲击强度能达到15 J左右。
1 单层熔结环氧粉末防腐层外包聚丙烯胶带复合结构
1.1 复合结构的组成
该种防腐复合结构由单层熔结环氧粉末防腐层外包聚丙烯胶带组成,形成了优良的防腐层和保护层。
陕京二线输气管道工程所采用的熔结环氧粉末为3M公司生产的806系列中的806-8G,是一种固体的多组分石油基类树脂,以单组分形式出现,由环氧树脂、固化剂以及助剂、颜料、固化促进剂、流平和流动调节剂等组成。这种防腐涂层能够承受地下水和水下管道系统可能遇到的各种环境条件。
该粉末由中国石油管道公司管道科技研究中心综合试验室复检,其结果见表1,各项指标符合Q/SY JS0026-2003《陕京二线管道工程热煨弯头防腐施工及验收规范》的要求。
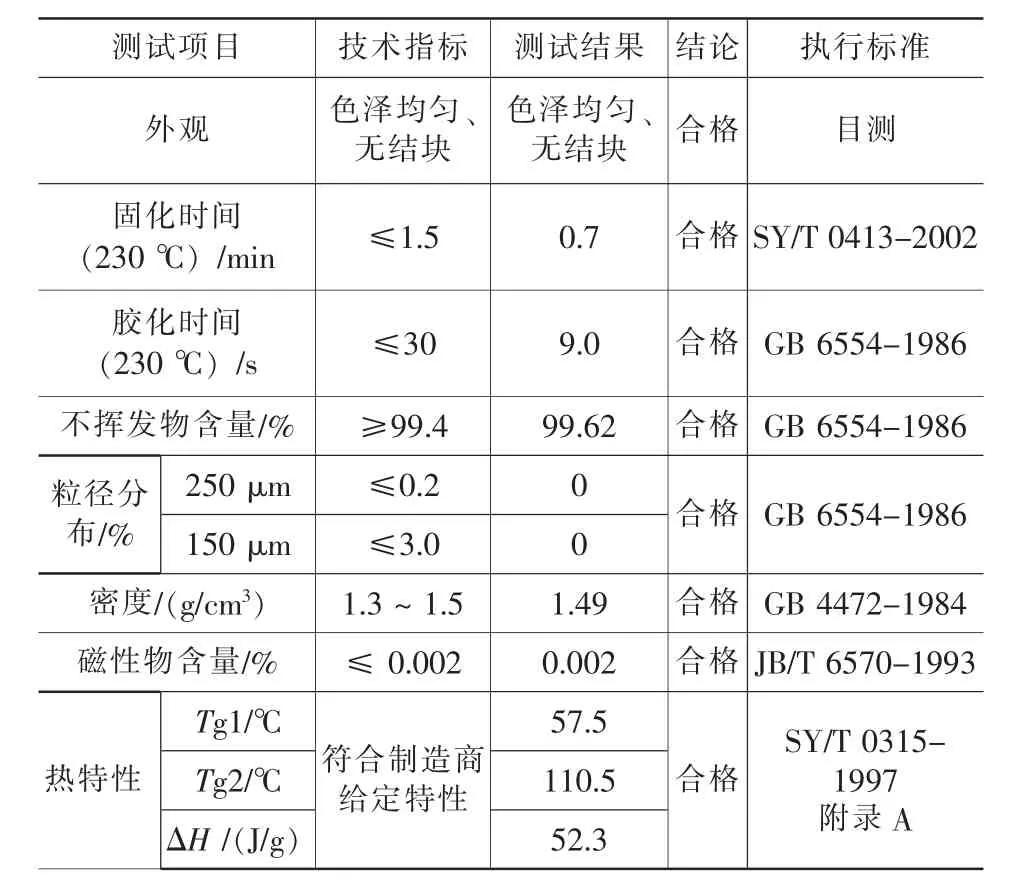
表1 环氧粉末各项性能
1.2 单层熔结环氧粉末
该种复合防腐结构的底层——单层熔结环氧粉末的涂敷在弯管防腐作业线上进行,主要施工工艺为钢管表面喷砂除锈后静电喷涂环氧粉末。该涂层具有液体环氧涂料的一切性能优点:与钢管表面粘结性优异、抗化学介质侵蚀、防腐性能好、阴极剥离半径小、使用温度范围广、耐磨。此外,这种防腐层在预制厂预制,固化时间短,涂层质量较好控制。
1.3 聚丙烯保护层
陕京二线热煨弯管外防腐采用的聚丙烯保护层厚度为1.8 mm,由中央制塑(天津)有限公司提供,由中国石油管道公司管道科技研究中心综合试验室复检,满足技术规格书的要求,其结果见表2。
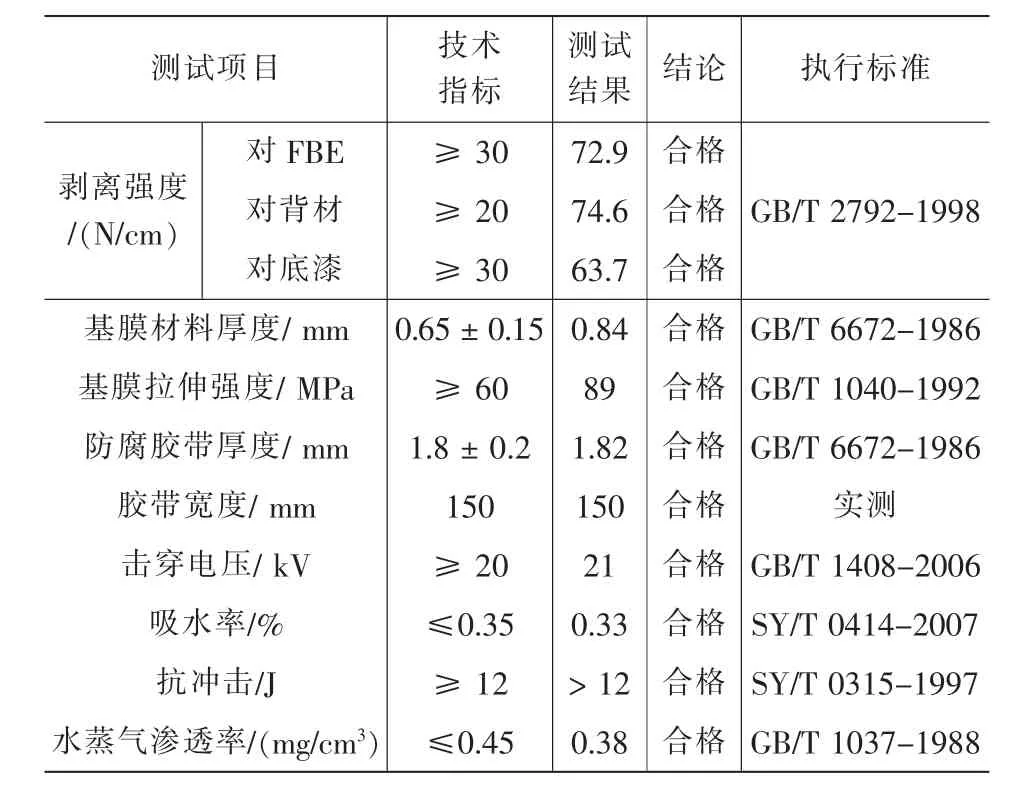
表2 聚丙烯保护层性能
2 单层熔结环氧粉末防腐层外包聚丙烯胶带复合结构工艺技术
2.1 工艺流程
防腐结构为热煨弯管单层熔结环氧粉末+丁基橡胶改性沥青防腐底漆+聚丙烯纤维增强型胶带(搭边≥52%),其工艺流程如下:
前处理(除油、清洗等)→上线→除锈→除锈后检测→加热→粉末喷涂→水冷→在线检测→下线→外包覆缠带→出厂检验→喷标识→缠草绳。
主要工序简要说明如下:
(1) 前处理:逐根对弯管进行目测,对外观和尺寸偏差不符合钢管标准规定的予以剔除;弯管表面有油污的,使用丙酮等有机溶剂洗净;海运来的弯头,经测定氯化物含量超过标准规定的,用高压淡水冲洗。
(2) 抛丸除锈:弯管在环型传输线上行走进入清理室进行表面除锈。
(3) 除锈后检测:先目测,对有疵点的钢管进行修整或剔除,再按照标准中规定的检测频率使用锚纹测量仪检测锚纹深度,用照片或等级比较块对比检验除锈等级。
(4) 预热:采用中频感应加热的方式将弯管表面加热至涂料要求的温度,用测温仪进行连续测量,以准确控制弯管表面温度。
(5) 粉末喷涂:弯管在环型传输线上行走进入喷涂室进行涂敷。
(6) 水冷却:在保证涂层充分固化后进行。
(7) 在线检测:待弯管表面温度降至100℃以下,用火花检漏仪对全部涂层做漏点检测,并在漏点部位作出标记,下线后修补。
(8) 外包覆聚丙烯缠带:先涂刷底漆,待底漆表干后、实干前再缠绕胶粘带。
(9) 出厂检验:包括涂层外观、涂层厚度及漏点的检验等。
(10) 喷标记、缠草绳:按规定的格式和位置在弯管外表面喷标记并缠绕2~3道草绳。
(11) 堆放、装运:按标准的有关内容堆放和装运。
2.2 关键工序
主要关键工序有3个:机械化抛丸除锈、机械化静电粉末喷涂及聚丙烯胶粘带外包覆。
2.2.1机械化抛丸除锈
热煨弯管抛丸除锈在机械化抛丸除锈线上进行,该除锈线主要包括弯管传输线及抛丸除锈装置两大部分。
2.2.1.1弯管传输线
对于任何涂层的直管防腐作业线,钢管的传输原理都大同小异,即都是将作业线上所有传动轮旋转一个角度,通过传动轮的转动,钢管在其上就可以以螺旋方式送进,通过设置在传送线上的其他装置就可以完成任何涂层的钢管机械化防腐作业。但这种方式不适用于弯管,由于弯管的弯曲性及其两端直管段的存在,在传输弯管时不可能象直管那样螺旋送进,所以在设计弯管传输线时就采取了圆环型传输线的方式,弯管的运行是靠沿圆周法向布放、带有足够摩擦力的传动轮旋转来实现,弯管的传动速度靠变频调速电机精确控制。为保证弯管运动轨迹的准确性,每组传动轮沿弯管行进方向顺序旋转,同时在弯管的内弧面行进的轨迹处设置立轮,从而实现了弯管的精确传输,使得弯管熔结环氧粉末涂敷作业机械化变为可行。弯管传输线大致包括底架及轮架两部分,底架是整个弯管传输线的基础,为圆环型,不同曲率半径弯管传输线拥有不同的底架;轮架是弯管传输线的中心部件,不同曲率半径弯管的传输线拥有不同的底架,但却拥有相同的轮架,相同的轮架按一定的角度要求安装在不同的底架上就可满足不同曲率半径弯管的传输要求。
2.2.1.2抛丸除锈装置
弯管抛丸除锈装置主要包括清理室、提升机和分离器。弯管在传输线上传送,在经过清理室时,钢丸经抛头高速抛离从而对弯管进行除锈。钢丸进入收集室经螺旋输送至提升机,提升到分离器经筛选后,再进入抛头循环使用。由于弯管传输经过清理室时本身并不转动,所以在结构设计上要求用多个抛头沿弯管行进方向周向环绕布放,并且为使抛射出的钢丸既能够有效地覆盖弯管外表面,又不产生干涉,以避免除锈效率的严重下降,所以设计时要准确计算。
2.2.2机械化静电粉末喷涂
热煨弯管机械化静电粉末喷涂线主要包括弯管传输线及弯管粉末喷涂装置。静电粉末喷涂线的弯管传输线同机械化抛丸除锈线,弯管粉末喷涂装置主要包括供粉装置、气控系统、喷涂装置及粉末回收及净化系统。由于弯管传输时本身并不旋转,为保证涂层厚度和均匀性,就必须使喷枪旋转,实现每组喷枪在不同喷涂区域内往复叠加,从而完成弯管熔结环氧粉末涂敷作业。粉末回收及净化系统主要采用二级回收净化,用旋风除尘器和布袋除尘器。喷涂室内抽回的粉末首先在气流抽吸下进入旋风除尘器,在离心力作用下,约95%的粉末被过滤掉。
弯管外防腐涂层采用水淋冷却,由于圆环型作业线的特殊性,涂层冷却装置采用了两部分结合的方式:在弯管行进方向上部采用圆弧型溢流式水淋管对涂层进行水淋冷却,冷却水在管表面形成一层包裹状水膜;同时在弯管行进方向底部采用喷射水淋管对弯管及辊轮进行水冷。冷却水通过底架下面的水槽收集进行循环使用。
2.2.3聚丙烯胶粘带外包覆
对检验合格的单层环氧粉末防腐管,在涂层固化后外缠聚丙烯纤维增强型胶粘带保护层,缠绕结构为一层丁基橡胶改性沥青防腐底漆,一层1.8 mm厚聚丙烯纤维增强型胶带(搭边≥52%),首末两端处20~30 mm为单层。
2.2.3.1施工要求
(1) 采用与聚丙烯胶粘带配套的底漆,不能以其他底漆来替换。底漆应涂刷均匀,不得有漏涂、凝块和流挂等缺陷。待底漆实干后,再缠绕胶粘带。在使用底漆时,要注意安全,防止飞溅,同时要远离火源,防止着火。
(2) 应采用胶粘带手动缠绕机或电动缠绕机缠绕,缠绕前调整好胶粘带搭接宽度及张力,缠绕时应绷紧胶粘带,保证其具有足够的张力,各圈间搭接宽度应符合规定,不得扭曲皱折,始、末端应压贴使其不翘边。胶粘带表面应平整、无永久性气泡、皱折和破损。
(3) 对焊缝处的防腐应先施涂底漆,应用50 mm宽的专用胶带窄条覆盖在焊缝上,并以手压实,防止焊缝两侧出现空洞,然后再缠绕聚丙烯胶粘带进行缠绕包覆。
2.2.3.2质量检验
(1) 缠绕保护层后的防腐管应进行外观、剥离强度、抗冲击性和漏点检查。
(2) 应逐根进行外观检查,外观应平整,搭接均匀,无永久性气泡、皱折和破损。
(3) 采用电火花检漏仪对防腐层进行100%面积的检漏,检漏电压为15 kV,发现漏点及时修补。
(4) 剥离强度应按SY/T 0414-2007《钢质管道聚乙烯胶粘带防腐层技术标准》的要求在试验管段上进行。
(5) 抗冲击性应按SY/T 0315-1997《钢质管道熔结环氧粉末外涂层技术标准》的要求进行。防腐层抗冲击功≥12 J(检验电压15 kV)。
[1]孙丽华.钢质热煨弯头双层环氧粉末涂层[J].油气储运,2005(11):50-52.
[2]周剑琴,何睿.热煨弯管3PE防腐技术[J].石油工程建设,2007,33(6):40-42.
Abstract:With the rapid development of long-distance oil and gas pipeline construction,more attention has been paid to coating quality of bends.The external coating of hot-bending bend applied in Second Shan-Jing Pipeline is composed of single FBE and butyl-based modified bitumen prime plus polypropylene fiberreinforced tape.This kind of structure possesses good adhesion,excellent resistance to chemical attack and strong impact resistance.This paper presents a simple introduction to the coating structure in terms of principle,process and quality control.
Key words:bend;epoxy powder;polypropylene fiber-reinforced tape;construction technique
(61)Construction Technique of Anticorrosion Structure with Epoxy Powder plus Polypropylene Adhesive Tape for Hot-bending Steel Bend
LIU Xiao-li(CNPC Pipeline Research Institute,Langfang 065000,China),ZHANG Xiao-dong,DENG Zheng,et al.
TE988.2
B
1001-2206(2011)01-0061-03
刘小利(1979-),男,陕西榆林人,工程师,2002年毕业于北京化工大学化工设备与机械专业,现从事管道防腐施工机械科研工作。
2010-05-18
猜你喜欢
机械工程材料(2022年2期)2022-03-02
汽车维护与修理(2021年24期)2021-12-23
装备制造技术(2021年2期)2021-07-21
广东交通职业技术学院学报(2020年4期)2021-01-21
科学咨询(2020年37期)2020-01-06
中国铸造装备与技术(2017年3期)2017-06-21
中国铸造装备与技术(2017年3期)2017-06-21
安徽建筑(2016年4期)2016-11-10
西部广播电视(2015年5期)2016-01-16
电波科学学报(2011年4期)2011-05-29
