
塑料电镀工艺及其日常维护
2011-11-16 03:42徐金来容乃权赵国鹏胡耀红王华姚颂雄
电镀与涂饰 2011年11期
徐金来,容乃权,赵国鹏,胡耀红,王华,姚颂雄
(广州市二轻工业科学技术研究所,广东 广州 510663)
塑料电镀工艺及其日常维护
徐金来*,容乃权,赵国鹏,胡耀红,王华,姚颂雄
(广州市二轻工业科学技术研究所,广东 广州 510663)
介绍了适用于电镀的塑料种类,提出了一种塑料电镀的工艺,其流程主要包括:化学除油,粗化,中和,预浸,钯活化,解胶,化学镀镍,镀焦铜或者镀镍,镀酸铜,镀半光镍,镀高硫镍,镀全光镍,镍封和镀铬。给出了各工序的溶液组成及工艺参数。分析了漏镀、结合力不良、挂具上镀、麻点等故障的产生原因,并给出了解决方法。
塑料;电镀;维护;故障排除
1 前言
塑料件具有质轻、易注塑成型、成本相对低等优点,因而广泛应用于汽车、卫浴、家电、数码电子产品等领域。电镀后的塑料件具有金属的质感,兼有非常吸引人的外观,更为重要的是可替代一些笨重的金属产品。随着塑料零部件在汽车、电子产品上更为广泛的应用,塑料电镀将迎来巨大的市场机会。塑料零件外形越来越复杂,质量要求高,这给电镀工艺带来更大的挑战。广州二轻研究所针对上述要求,研发出一套适合塑料电镀的工艺,经受了生产的长期考验,电镀的产品有电子开关按钮、汽配件、冰箱把手、洗衣机密封盖等零件,产品质量优良,部分产品出口到日本、欧美等国家和地区。
2 素材及工艺流程
2. 1 素材
可进行电镀的塑料种类有聚苯乙烯、聚氯乙烯、尼龙、聚碳酸酯、聚醛树脂、聚酯、聚丙烯树脂、ABS树脂等,以ABS树脂最为常用[1]。
ABS树脂经注塑、吹塑等方法可加工成塑料件,其主要生产厂家有奇美实业、拜耳化工、LG化学、GE塑料、巴斯夫、陶氏化工等。
ABS中通常还加入其他树脂进行改性,如加入PC(聚碳酸酯)可提高耐热性、力学强度、韧性等,加入 PMMA(聚甲基丙烯酸甲酯)可制造出透明的 ABS塑料。为了节约成本,有时也加入一些填料或颜料。
一般来说,纯的ABS电镀效果最好;加入PC的ABS在电镀前需要进行膨胀处理以提高镀层与基体之间的结合力;加入再生料、填料或颜料的ABS在电镀时质量难以保证,其前处理工艺也较难把握,且对镀液的毒化作用明显。因此,电镀厂家在对ABS电镀时应了解材料的构成。
2. 2 工艺流程
上挂─化学除油─水洗2道─粗化─回收2道─逆流漂洗2道─中和─纯水洗3道─预浸─钯活化─纯水逆流漂洗3道─解胶─纯水逆流漂洗3道─化学镀镍─纯水逆流漂洗 3道─焦铜或者镀镍─逆流漂洗3道─酸铜─回收─逆流漂洗3道─半光镍─高硫镍─全光镍─镍封─逆流漂洗3道─镀铬─逆流漂洗3道─纯水洗─吹水─烘干。
3 工艺配方及条件
3. 1 化学除油

3. 2 粗化

3. 3 中和

3. 4 预浸

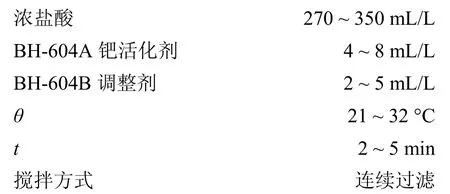
3. 5 钯活化
3. 6 解胶

3. 7 化学镍


3. 8 镀焦铜

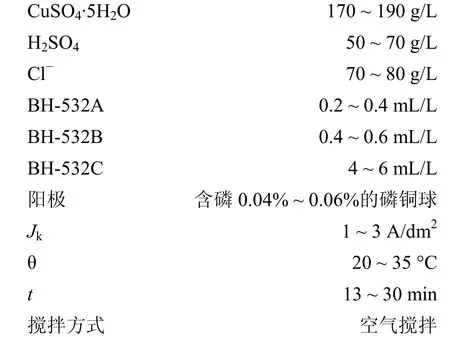
3. 9 镀酸铜
3. 10 多层镍
3. 10. 1 半光亮镍

3. 10. 2 高硫镍

3. 10. 3 光亮镍

3. 10. 4 镍封

3. 11 镀铬


4 工艺说明及维护
塑料电镀与普通五金电镀既有相同又有不同,其主要步骤是金属化过程,即化学镀镍前的工艺控制以及维护,关键的控制点在粗化,钯活化与解胶的配合,以及化学镀镍工序上。
4. 1 毛坯
只有少数的塑料可以电镀,具有代表性的是ABS、PC或其改性的塑料。
注塑工艺对电镀有很大影响[2],注塑条件、工艺及后处理对塑料电镀后的结合力均有影响。塑料注塑后通常要进行应力消除,以保证电镀的结合力。另外,电镀质量还与塑件设计、选材、磨具设计、塑件成型工艺有很大的关系[3-4],在塑件设计上应尽量避免盲孔以及厚度差异大,减少凹槽和尖端,保留足够的装挂位置。
4. 2 前处理
4. 2. 1 除油
其作用是去除塑料表面的污垢,使表面亲水。有文献[5]使用5 ~ 10 g/L高锰酸钾和20 ~ 30 mL/L硫酸进行亲水处理。如果ABS中加入了PC等改性物质,还需要进行膨胀处理,一般使用有机溶剂,如丙酮或二氯乙烷等。
4. 2. 2 粗化
其作用是选择性地去除塑料中的丁二烯(B)及苯乙烯(S),使表面变得粗糙而提高钯的结合力,同时为化学镍提供锚合点,并使挂具钝化,不上镀。粗化分为含铬粗化和无铬粗化[6-7],使用最多的是含铬粗化。含铬粗化液在使用过程中会形成三价铬,要求控制其含量在5 ~ 15 g/L,超过8 g/L时最好进行电解,把三价铬氧化成六价铬,降低其含量。若不进行电解,三价铬积累到一定程度后粗化液变成胶状,粗化效果下降,结合力差,同时影响粗化液的分析结果。所以,对粗化液应该进行电解处理,定期清理底部沉淀物。通常在粗化液中加入一些润湿剂以提高表面润湿性和亲水性,获得更好的粗化效果,增强结合力。尤其是一些复杂零件的内角位,溶液交换不足,增强粗化液的润湿性有利于这些部位的粗化均匀。通过使用比较,BH-601粗化添加剂可以增强粗化液的润湿性。
4. 2. 3 中和
又叫还原,其作用是把工件、挂具及接触点中残留的六价铬还原成三价铬,防止后续工艺受到六价铬污染。六价铬对钯活化槽的毒害作用尤为严重,使钯活性下降,并造成漏镀。
4. 2. 4 预浸
其作用在于使工件表面酸化,进一步还原表面残余的六价铬,并保证活化槽的盐酸稳定。在以往工艺中,由于钯胶体的活性不够,通常会在预浸中加入氯化亚锡[8],但由于氯化亚锡容易水解,镀液很快变成絮状,容易粘在工件表面,形成麻点或针孔。
4. 2. 5 钯活化
其作用是把带负电荷的钯/锡胶体吸附于塑料表面,使不导电的塑料变为导电体,为化学镀做基础。BH-604A钯活化剂含金属钯8 g/L,虽钯含量极低,但活性高,从而大大减少带出损失。BH-604B调整剂用作调整活化液中的氯化亚锡含量,当氯化亚锡含量低于2.5 g/L时,可加入调整剂来提高氯化亚锡的含量至工艺范围。
4. 2. 6 解胶
其作用是除去钯/锡胶体中的锡,留下高活性的钯催化表面,去除挂具及绝缘胶上的催化剂,防止挂具上镀。钯活化和解胶的工艺配合很关键,配合不好则容易出现漏镀。传统的解胶有酸性解胶(主要为硫酸,或添加一定的盐酸)和碱性解胶(采用氢氧化钠),然而简单的酸或碱的解胶效果及稳定性均较差,常出现解胶不足或解胶过度的情况。目前使用较多的是混合酸盐体系,它具有稳定、耐用的特点。BH-605解胶剂是固体解胶粉,与常规硫酸和碱解胶相比,具有稳定,解胶时间和温度范围宽,便于控制,消耗量(主要为带出损失)小等优点,性价比很高,已得到不少用户的信赖。
4. 2. 7 化学镍
其作用是提供导电层,使后续电镀得以进行。化学镍的主要考核指标有启动速度和镀层电阻。通常控制启动速度在10 ~ 25 s之间比较理想,超过30 s后容易出现漏镀的情况。酸活化前,镀层电阻控制在5 ~30 Ω,电阻过大会使加厚电镀导电不良。BH-310碱性化学镍专为塑胶电镀而研发,其启动速度在15 ~ 20 s之间,酸活化前的电阻值在15 Ω左右,所得镀层白亮、细致,消耗量低,与其他同类型产品相比,具有很强的竞争优势。
4. 3 电镀
化学镀镍后通常要进行加厚电镀,增加镀层厚度及改善导电性,防止触点被击穿。加厚电镀主要有电镀焦铜和电镀镍。焦铜往往节约成本,但也有一些缺点,如长时间使用后正磷酸根的积累容易导致漏镀。要减少漏镀情况的发生,可以适当降低镀液温度至40 °C左右和提高焦磷酸铜的含量。电镀焦铜时可通过加入添加剂来改善镀层光亮度,使酸铜出光更快。双组分的焦铜添加剂BH-540A、BH-540B可以有效提高走位能力和光亮度,而且其消耗量小。电镀镍成本相对较高,但镀液性能稳定,镀层更细致。
酸铜电镀与一般五金电镀相似,但又有不同。进行塑料电镀的酸铜镀槽绝对不可以与五金电镀的酸铜镀槽混用,其原因是后者有铁离子的存在,而铁离子会影响塑料表面的镀层质量,易出现麻砂、针孔等问题。其次,塑料镀酸铜对走位性能要求也较高。因此,酸铜液需要定期补充,检查更换。BH-532系列产品能满足生产的需要。
广州二轻研究所在多层镍上具有丰富的经验,主要有BH-963系列半光镍和BH-98系列全光镍。半光镍与全光镍之间的电位差应控制在120 mV以上,同时必须具备良好的走位及整平性,维护方便。BH-963系列完全能满足生产要求,而且性价比与同类产品相比具有极大的优势。
光亮镍BH-98系列具有深镀能力优异、柔软性极佳、填平性高、沉积速度快等优点,可以缩短光亮镍的电镀时间,提高生产效率。
镀铬容易出现的问题是露黄、发黑和击穿。露黄主要是由于镀液走位差、阴阳极距离太近或者阳极导电不良,要根据实际情况进行排除及调整。发黑主要是由于光亮镍光剂过量或者使用了劣质的铬酸酐等。击穿是因为导电不良的触点处金属太薄或镀铬电流过大致使触点金属溶解,一般会直达塑料基体,进而造成不上铬而发黄。
4. 4 故障及排除
在电镀过程中,大多数的故障都与前处理有关,塑料电镀也不例外。塑料电镀过程的主要故障有漏镀、结合力不良、挂具上镀、麻点或针孔等[9]。
4. 4. 1 漏镀
引起漏镀的原因及处理方法见表1。

表1 塑料电镀漏镀故障的原因及处理办法Table 1 Causes of skip plating during plastic electroplating and its countermeasures
一旦发现工件出现漏镀,不要继续进行下一工序,而应该褪镀后重新作前处理。
4. 4. 2 结合力不良
(1) 粗化不良──粗化不足和过度均会引起结合力不良,剥离镀层后可见胶件表面较光亮。处理方法是调整粗化时间,或者做预粗化处理。
(2) 钯活化不够──工件表面钯催化点不足,沉镍时呈桥梁状结构。处理方法是补充钯水浓度,提高钯水的活性。
(3) 胶件表面赃污──坯料开模时可能有脱模剂残留。处理方法是延长除油时间,或作预处理。
4. 4. 3 挂具上镀
(1) 新挂具未经粗化液浸泡老化,容易上镍。新挂具一般需经粗化液粗化。
(2) 解胶不足。钯活化后太多的钯吸附于挂具表面而使化学镍得以沉积。通过缩短钯活化时间或降低活化剂浓度均可解决此问题;延长解胶时间和提高解胶温度,或者开启解胶打气,亦可解决此问题。
(3) 粗化时间短。尤其在做返工件时,粗化时间不能长;一些有填充料的工件也要求粗化时间不能过长。
4. 4. 4 麻点
(1) 素材坯料本身缺陷。卫浴产品经常在注塑成型时有凹坑、划痕等缺陷,因此在来料检验时须严格把关。
(2) 化学镍有镍渣。化学镍长时间未清缸处理容易出现镍粉,在沉镍时容易共沉积而导致在后续电镀中出现麻点。因此,化学镍缸需每个星期清缸一次。
(3) 酸铜杂质麻点。镀酸铜出现麻点也是一个可能原因。通常进行电解处理是个好办法。另外,过滤泵需长期开动以过滤杂质。
(4) 前处理不良,生产粉尘太多,镀液杂质过多,光剂失调等也会造成麻点。
5 结语
塑料电镀工艺是比较成熟的工艺。由于人们对产品的质量要求越来越高,因此必须选择工艺稳定、品质高、容易调控的电镀添加剂产品。广州二轻研究所拥有整套塑料电镀配套产品,能够完全满足生产质量的要求。塑料电镀工艺控制的重点在前处理线,金属化过程处理得好,则后续电镀与五金电镀差别不大。
[1] 陈琼. 塑料电镀的原理与应用[J]. 广西化工, 1990 (1): 37-40.
[2] 吴利英. ABS塑料加工工艺对塑料电镀的影响[J]. 航空工艺技术, 1999 (3): 58-59.
[3] 吴利英. 影响塑料电镀的塑料工艺因素分析[J]. 现代塑料加工应用, 2002, 14 (6): 11-13.
[4] 史晓川, 刘利芳, 杨之明. 模具结构与注塑工艺对塑料电镀的影响[J].汽车工艺与材料, 2007 (4): 55-57.
[5] 周恒臻. ABS塑料电镀粗化前处理的改进[J]. 电镀与涂饰, 1982, 1 (2): 23-26.
[6] 洪祥乐, 欧阳锡, 黄桂玉, 等. ABS塑料电镀中无铬粗化液的研究[J].佛山大学佛山师专学报(理工版), 1990, 8 (2): 49-52.
[7] MIDDEKE H-J. Plating on plastics: Part II. Pretreatment, mechanism of adhesion [J]. 电镀与涂饰, 2005, 24 (2): 26-31.
[8] 陈一虎. ABS塑料电镀新工艺[J]. 现代企业教育, 2006 (22): 149-150.
[9] 郝杰芬. ABS塑料电镀中出现的问题及解决方法[J]. 电镀与精饰, 2000, 22 (1): 31-32.
Process for electroplating on plastics and its routine maintenance //
XU Jin-lai*, RONG Nai-quan, ZHAO Guo-peng, HU Yao-hong, WANG Hua, YAO Song-xiong
The types of plastics suitable for electroplating were introduced. A process for electroplating on plastics was developed. The process flow consists of chemical degreasing, roughening, neutralizing, pre-dipping, palladium activating, peptizing, electroless nickel plating, pyrophosphate copper plating or nickel plating, acid copper plating, semi-bright nickel plating, high-sulfur nickel plating, full-bright nickel plating, nickel sealing, and chromium plating. The bath composition and operation parameters of individual procedure were given. The causes of some troubles, such as skip plating, poor adhesion, plating on racks, and pitting, were analyzed, and their countermeasures were presented.
plastic; electroplating; maintenance; troubleshooting
Guangzhou Etsing Plating Research Institute, Guangzhou 510663, China
TQ153.1
A
1004 – 227X (2011) 11 – 0016 – 05
2011–04–28
2011–06–07
徐金来(1979–),男,广东云浮人,工程师,主要从事金属表面处理研究。
作者联系方式:(E-mail) kingcome@126.com。
[ 编辑:温靖邦 ]
猜你喜欢
金属热处理(2022年10期)2022-10-25
大电机技术(2022年4期)2022-08-30
声学与电子工程(2021年4期)2022-01-11
农业装备与车辆工程(2021年9期)2021-10-04
石油化工高等学校学报(2021年1期)2021-04-06
重庆科技学院学报(自然科学版)(2018年5期)2018-11-15
机械工程师(2018年10期)2018-02-18
山东工业技术(2017年14期)2017-07-18
超硬材料工程(2016年1期)2016-02-28
西南石油大学学报(自然科学版)(2015年3期)2015-04-16
