精轧铜带材表面除油问题探讨
2011-11-18 08:02徐利璞刘银娟
重型机械 2011年4期
尤 磊,徐利璞,刘银娟,陈 玺,苏 明,吴 量
(中国重型机械研究院有限公司,陕西 西安 710032)
1 前言
铜带材表面除油问题是铜板带生产过程中的一个难题。由于铜带在高速轧制时,产生大量变形热,同时精轧铜带采用全油润滑,冷却效果不如乳化液,这样就需要大量的工艺润滑冷却液。如果带材残油量不达标,除了会增加脱脂的难度、残油退火后形成斑渍残留在带材表面外,还会造成轧制油的浪费及排放物污染环境。
改善除油效果需要从两个方面考虑:一方面,从工艺上降低除油难度;另一方面,配置有效的除油设备。
一般通过添加极压剂或抗磨剂来改善边界润滑情况。轧制时极压剂在轧制区金属表面形成一层极薄高强度的边界膜,既防止了轧辊与带材表面之间的粘附,又使带材得到充分碾压,最终成品表面接近轧辊表面粗糙度。这样很难将带材表面残油全部除净,因此确定基础油和添加剂的成分时需要考虑其挥发性以及馏程[1,2],以减少退火后残余斑渍。
从除油角度建议选用低黏度的基础油,同时在保证满足工艺要求前提下,降低轧制油中醇、酸、脂等添加剂的含量以降低其运动黏度。由于轧制油黏度的降低,既能够提高对轧辊及带材冷却效果,减少工艺润滑流量,又可以减小油的粘附性,降低吹扫及挤干的难度。适当提高轧制油的温度也能够降低其黏度。目前国外已有在40℃条件下运动黏度为 4.3 mm2/s,闪点为130℃的轧制油。另外,在轧制油中添加抗氧化剂,减少吹扫过程以及轧制变形热对轧制油的氧化。
工艺润滑流量大小由轧机功率决定,在不影响卷取效果的前提下,适当提高前几个道次轧制速度,调整最后一道次的压下量、轧制速度、轧制力矩以减少最后一道次工艺润滑流量,能够在一定程度上减少残油量。
2 除油装置
通过对多个生产现场轧制油走向的观察和分析,最后得到出口带材表面残油的几个主要来源:首先,带材两侧及上、下工作辊的辊面、辊颈之间形成的通道,高速旋转的辊子经该通道将油甩出后飞溅到带材上,如图1所示;第二,上支承辊将喷射到辊面的轧制油从入口侧甩到出口侧后落至带材上;第三,可逆轧机入口侧飞溅到机架上的油滴,以及吹扫残油产生的油雾以及油本身挥发产生的蒸汽凝结的油滴在下一道次带材流出时滴在带材上;第四,轧制油在辊缝处厚度最小,辊缝后面轧制油汇集后,由于表面张力较大,不利于除去残油。
因此,本文采用如下措施以减少残油量。
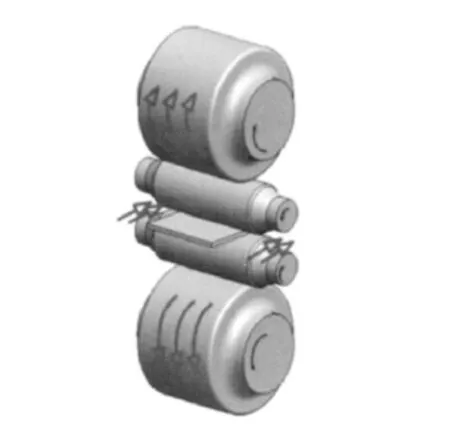
图1 带材表面残油Fig.1 Source of residual oil in surface of copper strip
2.1 防溅挡板
如图2所示,防溅挡板安装在机架内,由丝杠、导块以及一端固定在导块、另一端固定在机架上的门帘组成。其中门帘由若干块门板通过铰链连接,导块沿带材宽向移动时,门帘可以随导块伸缩,导块位置由带材宽度确定。这样可以将溅出带材宽度以外的轧制油封在机架内,从而减少带材表面残油。
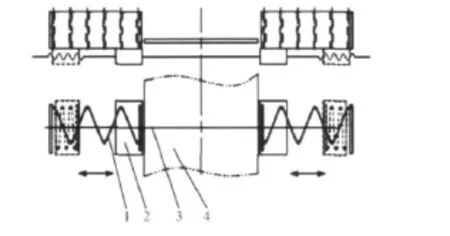
图2 防溅导板装置Fig.2 Schematic diagram of plash-back device
2.2 清辊器
清辊器安装在轴承座或机架上,由横梁及刮板组成,如图3所示。刮板形状与支承辊辊身及辊颈形状吻合,可以沿支承辊径向伸缩,调整好后刮板均匀压靠在辊面上,可以挡住大部分由支承辊辊面甩到出口侧的轧制油。
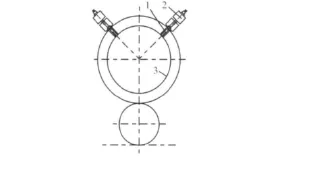
图3 清辊器Fig.3 Roller cleaning device
2.3 排烟及清洗
排烟装置抽吸力极强,在油雾未附着机架时将油雾排出,同时定期清洗设备上的残油,主要清洗机架内工艺润滑外侧部分。
2.4 辊缝吹扫装置
在轧制过程中,油膜厚度在进入塑性变形区后迅速下降,在辊子中心处达到最小值,这时对带材表面采取保护措施可以有效地减少残油量。通过在出口侧设置辊缝吹扫装置如图4所示,压缩空气由缝隙喷出到达工作辊辊面时,由于工作辊的高速旋转以及气流的附壁作用,气流会在辊面上形成一层“保护罩”可以在一定区域内阻挡溅起的油落在带材表面;同时气流的高速流动形成一负压区域,将带材出口一部分残油抽走。
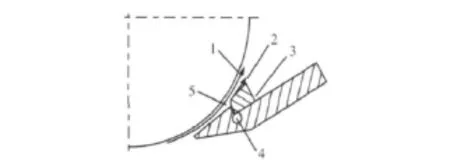
图4 辊缝吹扫原理Fig.4 Principle of blowing in gap between rollers
2.5 挤油辊及吹扫梁
轧后带材还会有一部分残油没有除净,在入口和出口各设置一对挤油辊及上下共四根带有一排喷嘴的吹扫梁进行除油如图5所示。
挤油辊在前道除油效果不理想的情况下能够将大部分残油去除干净,缺点是经过辊子后油膜很难去除,因此后续需要强力吹扫。

图5 挤油辊及吹扫梁Fig.5 Squeeze roll and sweeping beam
挤油辊采用大直径钢辊,并且由电机驱动防止带材加减速时打滑,辊面与带材形成一个三角形腔体,吹扫梁调整合适角度向该腔体喷出压缩空气,使得三角形区域内形成气帘,将一部分残油阻挡在气帘前;挤油辊由油缸驱动上下动作,对带材形成一定压力后将残油挡住。另外,入口侧挤油辊也能在一定程度上起到阻挡轧制油向外飞溅的作用。
3 结束语
在轧制工艺降低除油难度基础上,最终需要除油装置把残油除净。其中防溅导板、清辊器及排烟等安装方便,成本较低,而且能够最大限度的减少带材表面贱油,降低后续除油的难度,在设计中尽量配置这三种装置。辊缝吹扫装置除油效果较好,但由于一般铜轧机机架内空间有限,在允许情况下可以选用。挤油辊在使用中只能挤掉大部分残油,能够满足较低除油指标,如果要达到更好的除油效果就需要加上吹扫装置,在使用中,吹扫会加速轧制油氧化,因此最好采用低压大流量气流吹扫。
除油效果是许多因素共同作用体现的,在铜轧机除油设计中,可以根据工艺及轧机的具体情况分析并且采用上述除油装置进行组合调整以达到满意除油效果。
[1] 孙建林.轧制工艺润滑原理、技术与应用[M].北京:冶金工业出版社,2010(3):74-75.
[2] 张健,孙汤铭.轧制油热稳定性与轧制钢板质量的探讨[J].武钢技术,1995(11):19-21.
猜你喜欢
中国钢铁业(2022年8期)2022-12-21
中国钢铁业(2022年7期)2022-12-21
中国钢铁业(2022年6期)2022-09-03
中国钢铁业(2022年4期)2022-07-06
山东冶金(2022年1期)2022-04-19
一重技术(2021年5期)2022-01-18
科技风(2018年35期)2018-05-14
重型机械(2017年3期)2017-07-19
建筑建材装饰(2017年8期)2017-07-06
冶金设备(2015年2期)2015-02-11