全连续冷连轧机组活套设计
2011-11-18 08:02钱广阔刘银娟
重型机械 2011年4期
钱广阔,谢 磊,刘银娟,高 娟,张 凯
(中国重型机械研究院有限公司,陕西 西安 710032)
1 前言
带钢,以保证在焊机焊接带钢的同时,还能够向轧机提供带钢,保证轧机生产连续稳定。
2 活套设备的组成及工艺过程
活套设备分为立式活套和水平活套,在全连续轧制机组中多采用水平活套,水平活套设备组成及工艺过程如图1所示。

图1 活套设备组成及工艺过程示意图Fig.1 Diagram of looper composition and process
全连续轧制是指将酸洗后的热轧带钢在进入轧机前由焊机将两根带钢的头部和尾部焊接在一起,形成一根无限长的带钢,这样轧机只需穿带一次就可连续不断的轧制下去,从而省去了常规轧制穿带和甩尾的过程,大大提高了生产效率。活套设备在全连续轧制中必不可少,其作用是储存
图 1中 ABH1、ABH2为 1#、2#开卷机;RT1、RT2为1#、2#五辊矫直机;QS1、QS2为1#、2#横剪;SM 为焊机;S1、S2、S3、S4为1#、2#、3#、4#张力辊组;1SJ、2SJ为1#、2#双纠偏装置;1J、2J、3J、4J为 1#、2#、3#、4#单纠偏装置;BW1、BW2为1#、2#活套小车;WD1、WD2为1#、2#卷扬机;1TOR1~1TOR15为1#活套摆动门;2TOR1~2TOR15为2#活套摆动门;T1~T15为托辊。
2.1 设备组成
水平活套主要由活套小车、活套摆动门、驱动装置、纠偏装置、托辊等组成。
活套小车是水平活套的重要组成部分,由车体、转向辊、导向轮、卡轨器、车轮、绳轮和仿形轨道等组成,如图2所示。小车车轮在轨道上运动,车体上装有导向轮用来导向,卡轨器防止小车脱轨,仿形轨道控制活套门开关,绳轮缠绕钢丝绳,通过驱动装置驱动小车运动。通过小车的水平运动,实现活套的充套和放套。

图2 仿形轨道式活套车Fig.2 Profiling rail looper car
活套摆动门上装有导向轮,其在仿形轨道内运动而控制活套摆动门的开关。摆动门上装有托辊;当活套小车向充套方向运动时,摆动门关闭,托辊支撑带钢。当活套小车向放套方向运动时,摆动门打开,小车通过,同时与摆动门通过连杆连接的钢丝绳托绳辊关闭,支撑钢丝绳,防止钢丝绳下垂。
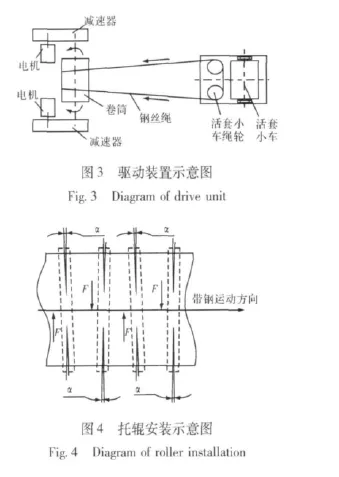
驱动装置是活套小车的动力系统,由电机、减速器、卷筒、钢丝绳等组成。电机通过减速器带动卷筒旋转,卷筒上刻有一边左旋一边右旋的绳槽,钢丝绳一头缠绕在卷筒上,另一头绕过活套小车上的绳轮缠绕在卷筒上,如图3所示。卷筒旋转时,两股钢丝绳同时收放,从而控制小车运动。
纠偏装置是由2组双纠偏装置,4组单纠偏装置组成,其作用是通过CPC检测装置检测出带钢的跑偏量,通过油缸动作将带钢中心拉回至机组中心,从而保证带钢沿机组中心运动,纠正带钢运行中的跑偏。
托辊的作用是支撑底层带钢,是一组无驱动的转动辊。带钢在上运动,与其表面摩擦,带动其转动。托辊与轧制机组中心线呈一定角度交替放置,可以有效的防止带材跑偏,如图4所示。
2.2 工艺过程
在活套的入口侧,由两台开卷机轮流工作,一台开卷机工作时,另外一台做开卷前准备。等一卷钢卷开卷完成时,另一台开卷机上的钢卷开始开卷,这样在前一卷的带尾到达焊机时,后一卷的带头也能及时到达焊机,在焊机中焊接成连续不断的带钢,然后带钢以高于轧机入口的速度经过1#张力辊及1#双辊纠偏充入活套,等带钢充满活套,完成充套过程。充套完成后,开卷段速度降至轧机入口速度,与轧制段同步运行。当下一卷的钢卷头和上一卷钢卷尾到达焊机进行焊接时,1#张力辊停止转动,钢带停止充入活套,而轧制段仍然以轧制速度运行,放掉活套内储存的带钢,完成放套过程。等焊接完成后,再以高于轧制段的速度充入活套,如此循环运行,从而完成全连续轧制。
3 活套量计算
在活套控制时,必须知道活套内带钢的长度,以便轧机的自动控制系统能够根据活套量控制活套小车的加减速,以及停车。
为了计算活套量,在活套的驱动装置的电机上安装有编码器,计算机通过编码器获得的脉冲数,通过以下公式来计算当前的活套量

式中,L活套量为当前活套量;W1、W2为 1#、2#卷扬机所拖动的带钢运行层数,在此W1=2,W2=4;Z1、Z2为编码器的脉冲计数值;K1、K2为在一个脉冲时间内活套小车移动的距离。
在轧制过程中,活套量是不断变化的,活套小车的运动方向也在不断变化,所以编码器的计数值以及计数方向也在不断的变化,在变化过程中编码器的计数就会产生误差,随着轧制的进行,误差会越来越大,继续用式(1)计算活套量,计算就会不准确,如果不能及时修正,就可能造成设备事故。为了避免上述现象发生,在活套中间设定一个接近开关,作为标定位,每次活套小车运动碰撞到接近开关时,就将开关所在位置的套量值所对应的脉冲数读入编码器,由于接近开关位置是固定的,所以活套量值是唯一确定的,这样每碰撞一次开关就修正一次编码器的误差,从而保证了活套量值计算的准确性。
4 活套进、出口速度控制方法
活套的速度控制分为活套入口段速度和活套出口段速度控制,入口段速度是指向活套内充入带钢速度,出口段速度是指从活套内取走带钢速度,出口段速度等于轧机速度。活套速度是指入口段速度与出口段速度之差

式中,ν活为活套速度,m/s;ν入为活套入口段速度,m/s;ν出为活套出口段速度,m/s。
当ν活>0时,入口段速度大于出口段速度,活套进行充套,当ν活<0时,出口段速度大于入口段速度,活套进行放套。
控制活套入口速度,主要是为了防止活套过载,当活套内待充入的活套长度L待小于等于要保证活套在入口段速度降至出口段速度所需的刹车距离L入刹时,活套就需减速,最终使活套入口段速度与出口段速度相等,这样既保证了活套充满,又不使活套过载,从而保证活套向轧机提供足够的带钢,保证连续轧制的进行。L待和L刹通过式(3)和式(4)计算出

式中,L待为待充入的活套长度,m;Lmax为活套最大储量,m;L活为当前活套量,m;L活为防止活套过载的保险长度,m。

式中,T保为延迟时间,s;νmax为最大速度指令值,%;T刹为由最大速度指令降到零的时间,s;ν实为实际速度指令值,%;K为修正系数。
当轧机出现事故时,活套出口段速度为零,这时若活套已充满,则必须实行快停,使活套的入口段速度也为零,停止充套。
控制活套的出口速度,主要是为了防止活套拉空,当活套内尚存有的带钢长度L有小于等于活套在出口段速度降至零所需的刹车距离L出刹时,就需给轧机指令使轧机停车,待活套入口重新向活套充入带钢时,轧机方可重新启动,这样才能保证活套不被拉空。L有和L出刹可以通过式(6)和式(7)求得

式中,L有为活套内尚存有的带钢长度,m;Lmin为活套最小储量,m;L活为当前活套量,m;L保为防止活套拉空的保险长度,m。

式中,T保为延迟时间,s;νmax为最大速度指令值,%;T刹为最大速度指令降到零的时间,s;ν实为实际速度指令值,%;K为修正系数。
当轧机开卷段出现事故时,活套入口段速度为零,这时若活套当前套量已经小于为防止活套拉空的保险长度,则必须实行快停,使活套的出口段速度也为零,停止放套。
5 结束语
该活套设计已经成功应用于攀华五机架连轧机组,活套控制稳定可靠,带材跑偏量小,为全连续轧制实现提供了可靠保证。
[1] 杨广,杨庆光.冷连轧机中的活套控制[J].一重技术,2001(1):65-66.
[2] 华建新.2030mm冷连轧机的活套控制系统[J].宝钢技术,1992(5):16-20.
[3] 李彦清.关于活套设计的几点考虑[J].钢铁技术,2008(3):16-19.
[4] 张向英.冷连轧带钢机组工艺设计[M].北京:冶金工业出版社,2009,4.
猜你喜欢
机电安全(2022年4期)2022-08-27
起重运输机械(2021年23期)2021-12-21
设备管理与维修(2021年23期)2021-02-10
矿冶(2020年5期)2020-12-29
中国设备工程(2020年15期)2020-07-29
焊管(2020年12期)2020-02-24
铜业工程(2018年6期)2019-01-07
制造业自动化(2018年8期)2018-09-04
中国机械工程(2017年4期)2017-03-09
电子制作(2016年1期)2016-11-07