大型高速文化纸机的安装
2011-12-12 02:00潘红强岳阳国泰机械有限责任公司湖南岳阳414000
湖南造纸 2011年2期
潘红强 岳阳国泰机械有限责任公司 湖南 岳阳 (414000)
大型高速文化纸机的安装
潘红强 岳阳国泰机械有限责任公司 湖南 岳阳 (414000)
就大型高速文化纸机安装的基本技术要求及安装程序作详尽的介绍,探讨纸机安装的关键技术。
大型高速文化纸机;基本技术要求;安装程序;安装基准线;水平度;垂直度
造纸机是制浆造纸设备中结构最复杂、最大的联动机组。机械部件多,附属设备和部件多,而且各部件相互关联,相互影响。因此,对造纸机的安装精度要求高。在安装时,任何一个部件的安装质量的优劣,不仅影响以后工序的安装,还将直接影响整个造纸机的安装质量,影响到将来的生产(产品质量和产量、成本和消耗),影响机械使用寿命及设备维修工作量和费用等。下面以岳纸股份公司PM10的安装工作为例,按照一般安装程序介绍造纸机各部分安装质量要求和安装方法。
岳纸股份年产40万吨高档文化纸项目采用德国VOITH提供的两台造纸机(PM9和PM10),两台造纸机对称布置在同一车间,纸机的主要参数为:卷纸宽度:5280mm;设计车速:1400m/min;工作车速:1300m/min;定量:55~120g/m2;
1 造纸机安装的基本技术要求
(1)各个辊、烘缸等的中心线应与造纸机安装的横向基准线相平行,横向中心线应在纸机安装的纵向基准线所在的铅垂面内。
(2) 各个辊、烘缸的轴向中心线,彼此之间应有正确的平行度,并且均垂直于纵向基准线。
(3) 各个辊、烘缸应有良好的水平度。
(4)各个辊、烘缸的操作边均应有一定距离的膨胀间隙。
(5) 传动部各种轴的同心度、平行度、铅垂度和水平度,以及各齿轮、轴承、皮带轮的配合间隙应符合技术规定。
(6)各机架及轴承底座的加工结合面均不得加热。
(7)各操作和调节装置的灵活性和正确性要好。
(8)各转动部件的转动和停转的操作要灵活方便、可局调和总调。
(9) 同一车间内装同一类型的纸机(左右手机),两台纸机的纵向基准线应平行,横向基准线应在同一条直线上,基础板的标高应在同一标高线上。
2 标定安装基准线和核对设备基础
首先在铺设基础轨道之前,必须对基础进行测量,即必须记录基础的实际情况。用水准仪检查底轨预埋铁基础的标高是否符合图纸要求,各测量点标高用表格记录。
测量完后,标定安装基准线和基准标高,厂房内PM9和PM10两台纸机并排布置,故以两台纸机中心线为纵轴基准线;以真空伏辊中心线为横向基准线;先用钢卷尺找出两台机的第一个中点,地面打孔,将地标埋入孔中固定,用经纬仪对地标进行找正。根据厂房的长度,为了方便安装过程中找正,在地面上作出多个标记点,分别用经纬仪找正,然后灌浆固定[1]。根据纵轴基准线标定PM10纸机操作侧基础板外槽内边为辅助纵向基准中心线,如图1,辅助基准线的空中架设高出基础板面300mm,要求两基准线要严格平行。

3 基础板的安装
基础板的安装是造纸机安装中最关键的环节。安装质量决定和关系到整台造纸机的质量。安装分两步进行,即采用二次校正(初平和精平)、一次灌浆的方法进行,以得到精确的安装质量。
3.1 安装前的清洗与检查工作
基础板在安装前应进行清洗和检查。先清除基础板加工面的污垢。为了防止灌浆时产生气泡,用混凝土把基础板反面的工艺孔(注:为基础板铸造工艺孔)灌实。再检查各块基础板的长度和规格,以便于安装。
3.2 基础板就位
先在基础板上装好调整螺栓,再按图纸沿基础面依次将基础板成对地放置在基础梁上,在基础板下面垫好调节螺栓的垫板,把基础板垫实、垫平,使基础板上平面基本位于应有的标高位置上。相邻两基础板端面应留有2~3mm的端面间隙,每对基础板的端面到横向基准中心线的距离大致相等。
3.3 第一次找正
基础板的找正工作是从横向基准中心线位置的设备(真空伏辊)下面的基础板开始进行的。第一次找正的目的主要是将基础板就位以后,使所有基础板的中心位置符合设计图纸要求,标高大致正确,水平度基本一致。具体找正方法如下。
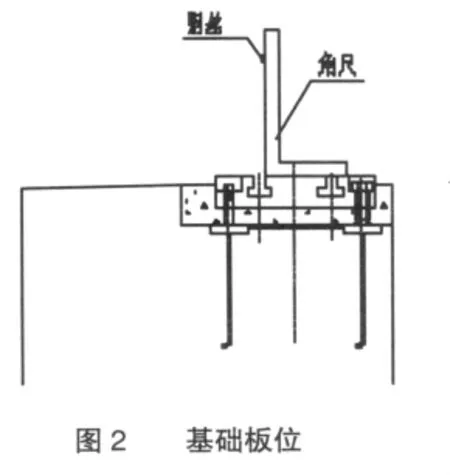
(1)位置找正
用角尺、卷尺、水准仪、水准尺及水平仪,用角尺和辅助中心线找正操作侧基础板中心线到纵向基准中心线的距离,如图2。在每块基础板的两端同时测量,每组两块基础板应同时进行。用横向基准中心线找正基础板端面与横向基准中心线间距离。每组两边同时进行。
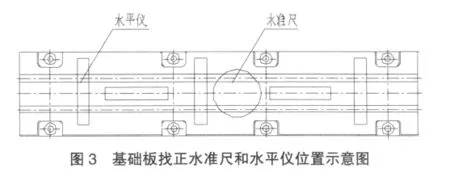
(2)找正水平度和标高
基础板水平度和标高的找正是用调节螺栓调整的。找正时,借助水准尺、水准仪和水平仪。利用基础两侧标高确定基础板的初步标高,水准仪校正基础板的水平标高,用5块条式水平仪校正基础板的纵向和横向水平度。在校验水平时,同时检验标高和与纵向中心线的距离。经过反复找正,直至合格,方可进行第二组基础板的找正 (因为它是以后基础板的找正基础)。如图3。
第二组基础板的找正,应借第一块基础板的水平点,用水平仪测跨度水平,同时测纵向水平及与纵向中心线的距离。以后顺次前移,找正全部基础板。用卷尺校正操作侧和传动侧基础板中心距。
第一次找正合格后,测量基础板每个孔焊接螺杆长度L,根据所测量的螺杆长度车制焊接螺杆,螺杆与预埋铁焊接的那端车5×45°的倒角,以保证焊接质量。
3.4 第二次找正与灌桨
基础板安装的第二次找正是基础板安装的最后检验,也是造纸机安装的关键。主要工作是矫正基础板的弯曲,精确找正其安装位置、标高和水平度,并按规定垫好垫板和拧紧地脚螺栓的螺母,固定基础板。第二次找正时,位置找正、找平和找标高同时进行。方法同第一次找正。
(1)找正时的注意事项:
(a)垫板要对称放置。
(b)基础板水平度的校验必须在地脚螺栓拧紧、垫板垫实情况下进行。
(c)校验相邻两块基础板纵向水平时,应将水平仪转动180°反复测量。
(2)灌浆
基础板全部校验合格后,进行灌浆。灌浆时用无收缩高强灌浆料灌。灌浆时,灌浆料从基础板一侧倒入,让灌浆料流向另一侧,用竹条在灌浆料倒入侧不断捣动,加快灌浆料的流动,这样可把基础板与基础梁之间的空气排除,防止气泡产生,保证灌实。养生3~4天,即可进行下一步安装。
4 划各部中心线
为了加快安装进度,应在基础板上画各部横向中心线,以标定机架支架及各部的安装位置。划线前,先将基础板及T型槽中的杂质清除。
各部中心线是依据横向基准线(真空伏辊中心线)采用平行位移法在基础板上画出的。
首先在基础板上标出横向基准线。然后根据纸机总装图以横向基准线为基准,用平行位移法依次在相对应的两边基础板上画出胸辊、伏辊、各压榨下辊、烘干部各组第一烘缸、压光机底辊、卷纸机冷缸的轴向中心线,做出永久标记。
5 横向基准线参照物(真空伏辊)的安装
首先根据基础板上所画出的真空伏辊轴向中心线位置,找出真空伏辊支架的中心线(按图纸要求)。移动真空伏辊支架,使两中心线重合,并固定。再把真空伏辊吊装在支架上。
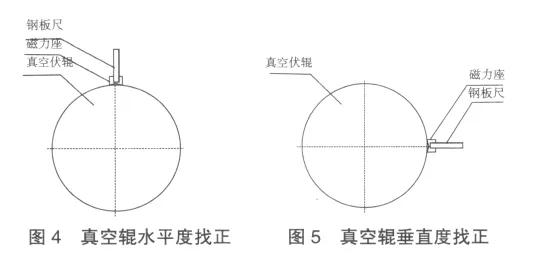
辊子水平度的找正是用经纬仪来测定的。测量时,将磁力座放在辊子两端的顶部,磁力座上固定300mm钢板尺,用经纬仪读两端钢板尺的刻度进行测量,如图4所示。如果水平度不符合要求,可在辊子支架下加铜垫来调整辊子水平度。水平度校正之后,可校验真空伏辊对纵向中心线的垂直度。同样用经纬仪来测定的,测量时,将磁力座放在辊子两端的侧面(3点或9点方向),用经纬仪读两端钢板尺的刻度进行测量,如图5所示。如果两端的读数差值在允许范围内,则真空伏辊轴向中心线,反之,可移动真空伏辊一端的轴承座来调节辊子的位置,直至合格为止。
真空伏辊水平度及垂直度校验合格后,紧固固定螺栓。之后,应用凿子在基础板与支架底板上、支架垫板与轴承座底板上,刻以永久标记,以便在修理和更换时,用来将辊子放在原来正确的位置,避免重新校验[2]。
6 干燥部的安装
PM10干燥部分前干燥和后干燥两部分,中间是施胶机,前干燥分成七组,采用单挂,上排为φ1800烘缸,共34个,下排为φ1250纸幅稳定辊,共33个;后干燥分成两组,第一组为单挂,上排是四个φ1800烘缸,下排是三个φ1250纸幅稳定辊。第二组上下排各有四个φ1800烘缸。
6.1 干燥部安装前,要组装烘缸轴承座及传动齿箱。根据轴承原始游隙按图要求确定轴承装配后游隙,以保证轴承的正常使用[3]。
6.2 在装配轴承的同时,要装配烘缸旋转汽头的虹吸管。
6.3 轴承座、齿箱和虹吸管装配好后,开始烘缸部的安装,安装时并注意烘缸的编号,不能错装,以免影响使用。
(1)安装时,按基础板上划线的位置,先将烘缸支架安装正确,用经纬仪检查操作侧和传动侧烘缸机架平行度及与纵轴基准线的垂直度,支架校正后将螺栓拧紧固定。
(2)安装φ1250纸幅稳定辊及支架, 辊子水平度的找正是用经纬仪来测定的,方法同真空伏辊。
(3)将烘缸吊装就位,用经纬仪进行校验,使其垂直于纵向基准线,找正其水平度,找正烘缸轨距,使操作侧的轴颈与轴承间留有一定的膨胀间隙。步骤同真空伏辊。
(4)安装纸幅稳定器,并按图找正,使它的操作侧和传动侧与稳定辊的距离一致。
(5)安装及找正干网导辊,干网导辊找正如同稳定辊及烘缸用经纬仪找正。
(6)安装及找正干网清洗装置,前干燥部第一、二、三组烘缸,及后干燥部第一组烘缸各配有一套干网清洗装置,在线清洗干网,保持干网的清洁。
(7)干燥部全部安装完毕后,烘缸及其支架、稳定辊及其支架、干网张紧器支架、导辊轴承座打定位销。
(8)用VOITH提供的刮刀找正专用工具找正刮刀及打定位销。
7 网部的安装
PM10网部结构是长网加顶网成形器。真空伏辊安装好后,即可进行网部的整体安装。
7.1 根据基础板上所划的立柱中心线位置,放上立柱,装配悬臂梁,安装网案纵梁。用经纬仪校验纵梁的平行度,网案纵梁支架要与纵向基准线对称。
7.2 安装换网悬臂梁拉杆,拉杆从二楼伸到一楼地面,拉杆分两段,用联接螺母联起来。找正,让其保持垂直地面,然后灌浆,将拉杆埋入预留孔中。
7.3 安装紧网器支架及各导网辊和驱网辊、胸辊,并用经纬仪找正其水平度和垂直度。找正其轨距,使操作侧的轴颈与轴承间留有一定的膨胀间隙。
7.4 安装网案下白水盘,白水盘与网案纵梁焊接好,防止漏水。
7.5 安装DuoFormerD,将机架整体吊装到网部相应位置,用经纬仪校验机架与纵向基准线垂直度,安装并用经纬仪校验导入辊、导出辊、张紧辊、校正辊。找正其轨距,使操作侧的轴颈与轴承间留有一定的膨胀间隙。
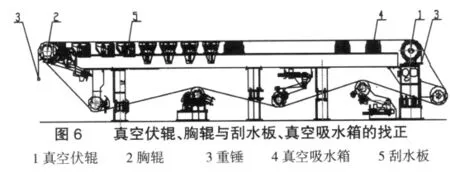
7.6 安装和找正成形板、脱水板、吸水箱。成形板、脱水板和吸水箱时可用拉线法找平,如图6所示。从胸辊和真空伏辊两侧各拉一条钢线,用重锤把胸辊和真空伏辊间的钢线拉紧,调整成形板、脱水板和吸水箱表面与拉线接触为止。成形板、脱水板和吸水箱的横向中心线应相互平行,且均与纵向基准线垂直。
7.7 安装顶网上真空脱水靴、加压靴、转移真空箱,并按图找正。
7.8 流浆箱的安装在胸辊安装找正后便可以进行。先按图纸要求,以胸辊为基准,找正流浆箱基础板,然后灌浆,其步骤同前。流浆箱安装要求下唇板与胸辊平行,其标高与位置应按图纸找正。用塞尺检查下唇板与胸辊表面间隙,允差0.05mm,平行度用吊线法检查与胸辊的距离[4]。
8 压榨部的安装
PM10压榨部为Tandem NipcoFlex形式。由真空吸移辊装置+第一道靴压+真空吸移辊装置+第二道靴压,两道靴压串联,封闭引纸。其特点是简单、可靠。压榨靴全部使用液压动力润滑,并保证最佳的线压。
8.1 压榨部安装先装楼下部分,用经纬仪找正毛布张紧器和毛布校正器机架,将机架焊接在预埋铁上。安装张紧器、校正器、毛布辊。
8.2 安装换网悬臂梁拉杆,拉杆从二楼伸到一楼地面,拉杆分两段,用联接螺母联起来。悬臂梁安装找正完毕后,找正拉杆,让其保持垂直地面。灌浆,将拉杆埋入预留孔中。
8.3 安装一压、二压机架,用经纬仪找正操作侧和传动侧机架的水平度、垂直度。
8.4 安装靴压底辊,用经纬仪测量找正水平度和垂直度。找正方法同真空伏辊。底辊校验完毕后,将支架和轴承固定。
8.5 安装真空辊和毛布导辊,用经纬仪测量找正水平度和垂直度。找正其轨距,使操作侧的轴颈与轴承间留有一定的膨胀间隙。
8.6 安装靴压辊。
8.7 安装真空吸移辊和靴压辊接水盘。
8.8 安装上毛布张紧器、校正器、毛布辊、毛布吸水箱、接水盘、喷淋管及传送带清洗装置。
8.9 安装靴辊吹风装置。
8.10 安装找正各导辊刮刀及真空辊、靴压辊刮水板。
9 施胶机的安装
PM10施胶机为膜转移施胶机。施胶机在安装前应检查和核对设备部件,进行预装配。
9.1 安装时,按基础板上划线的位置,将支架安装正确,用经纬仪进行校验,使其垂直于纵向基准线。
9.2 将施胶上辊和施胶下辊吊装到位,用经纬仪测量找正水平度和垂直度。找正其轨距,使操作侧的轴颈与轴承间留有一定的膨胀间隙。
9.3 安装找正引纸辊。
9.4 安装引纸绳张紧器、引纸绳传动装置及引纸绳轮装置。
10 软压光机的安装
PM10软压光机是两辊单压区软压光机。压光机在安装前应检查和核对设备部件,将压光辊的轴承和传动齿轮预先装配好。安装工作要保证:
10.1 压光辊的轴线都应垂直于纵向基准线。
10.2 压光机各辊面的接触在整个长度上都应均匀一致。
压光机的安装,首先是标定压光机机架的中心线位置,它必须严格地垂直于纸机纵向基准线,其校验方法与真空伏辊轴线的校验方法相同。
(1)压光机机架的中心线位置标定好后,可安装机架。就位后,校验其与纵向基准线的垂直度,可用经纬仪测量。调整机架,使操作机架、传动侧机架上与压光辊轴承座接触面在同一个与纵向基准线垂直的平面内。机架找正后,可安装压光机上辊,并对其进行水平度和垂直度的校验。找正其轨距,使操作侧的轴颈与轴承间留有一定的膨胀间隙。
(2)压光机上辊安装好后,即可装配下辊。
(3)安装和找正压光辊刮刀。
(4)安装压光机热油系统,包括热油站、管路。
11 卷纸机的安装
卷纸机包括辊库、卷纸缸、主臂、副臂、换辊装置、轮胎起卷装置、自动换卷装置、搁纸架等部分。
卷纸机在安装前,先检查核对设备部件,进行预装配,将轴承预先装配好。
11.1 安装时,按照基础板上所画的卷纸机位置,安放好支架,用经纬仪检验支架与纵向基准线垂直度,操作侧支架与传动侧支架中心线要与纸机中心线重合。
11.2 支架找正后,吊装卷纸缸安放在支架上,然后用经纬仪进行找正。方法同真空伏辊找正。
11.3 安装找正引纸辊和弧形辊。
12 传动部的安装
每一个主传动点由一台交流变频调速电动机通过齿轮减速器直接传动各个主动辊或主动齿轮,或者交流变频调速电动机直接传动各个主动辊或主动齿轮,各传动组的机械部分由膜片联轴器、齿轮减速箱、中间轴(或万向联轴器)等组成。
12.1 安装前,检查各传动点基础标高是否合格,将基础地脚螺栓预留孔中清理干净。
12.2 将联轴器轴套用油加热膨胀,装配到各电机、减速箱及各主传动轴的轴头,把地脚螺栓装到电机和减速箱上,将电机、减速箱吊到各传动点。
12.3 粗找正各传动电机和减速箱,找正后第一次灌浆。
12.4 养生2~3天后,用激光对中仪精找正各传动轴,紧固螺栓。找正后第二次灌浆。
12.5 安装万向联轴节和防护罩。
13 汽罩的安装
PM10纸机汽罩是由布鲁齐威尔提供。汽罩包括二楼主罩体、罩内送风和排风系统和罩内消防水系统、罩内照明系统、热交换器和热回收装置等。
13.1 按图安装二楼主罩体骨架,支架固定在烘缸上横梁上。
13.2 安装消防管道,先将前后干燥部操作侧和传动侧消防管主管在楼面上对接,再吊装到支架上,固定好后,把操作侧和传动侧主管连接起来。由于用电焊连接,焊接时注意保护好烘缸缸面,防止火花溅到缸面上。
13.3 安装罩内送风和排风风管,包括主风管和与热风箱、纸幅稳定器连接的支管。
13.4 制作热交换器和热回收装置支架,并安装热交换器和热回收装置。
13.5 安装汇风道、顶板、壁板。
13.6 安装提升门卷扬装置及提升门。
14 润滑、气控、液压系统及附属设备的安装
14.1 润滑系统的安装
润滑系统包括稀油润滑系统和干油润滑系统,安装前先将稀油站和干油站基础清理干净,按图将流量盘位置清理干净。按图安装各烘缸轴承、导辊轴承、烘缸传动齿箱的进油管和回油管,用管夹固定在机架上,要求排列整齐,外形美观。油管内壁必须清洁干净,管路应装配严密,要求在0.4MPa压力下不渗漏。
14.2 气控系统的安装
压缩空气系统可在纸机安装过程中先安装供气总管,然后在每一分部安装完毕时插入安装气动控制箱等部件,在整机安装完毕后,将各用气点的管路、阀门等按图纸要求进行安装,并使各控制部分与总管接通。压缩空气管路内壁必须清洁干净,管路应装配严密,要求在规定压力下不泄漏,并要求排列整齐。
14.3 液压系统的安装
液压系统包括压榨部靴压、施胶压榨、软压光、卷纸机、复卷机五部分液压系统。安装前先将各液压站基础清理干净。安装液压管路,管路内壁必须清洁干净,管路应装配严密,要求在规定压力下不泄漏。
15 结束语
大型高速纸机的正常运行与高质量的安装是分不开的,在纸机安装过程中,一定要严格按照规范来进行,为纸机的高效运行打下牢固的基础。
[1]李向华等.制浆造纸设备安装与维修.中国轻工业出版社,2009
[2]赵红等.制浆造纸设备安装与维修工程.东北林业大学出版社,2007
[3]福伊特纸机安装规范
[4]制浆造纸专业设备安装工程施工质量验收规范.中华人民共和国国家发展和改革委员会.2005
2011-01-20
猜你喜欢
宇航计测技术(2022年2期)2022-06-01
建材发展导向(2021年13期)2021-07-28
建材发展导向(2021年13期)2021-07-28
中国特种设备安全(2021年2期)2021-07-21
橡塑技术与装备(2021年7期)2021-04-22
造纸信息(2019年7期)2019-09-10
测控技术(2018年3期)2018-11-25
生活用纸(2016年6期)2017-01-19
百科探秘·航空航天(2016年9期)2016-12-01
系统工程与电子技术(2016年7期)2016-08-21