双螺杆挤出压片机调速系统改进
2012-01-29 08:35桂林电子科技大学王宽田叶俊明苏鹏鉴
电子世界 2012年11期
桂林电子科技大学 王宽田 叶俊明 苏鹏鉴
桂林泓成橡塑科技有限公司 伍梦军
桂林电子科技大学 刘海燕
双螺杆挤出压片机调速系统改进
桂林电子科技大学 王宽田 叶俊明 苏鹏鉴
桂林泓成橡塑科技有限公司 伍梦军
桂林电子科技大学 刘海燕
密炼机间歇性的工作方式,和橡胶特有的高弹性,使得双螺杆挤出压片机控制系统存在着非线性、时变性等复杂的问题。为了解决这些问题给传统双螺杆挤出压片机调速控制系统带来的缺陷,采用橡胶工业控制中普遍使用的PLC可编程控制器实现模糊控制算法,将两者的优势有效地结合起来,可方便企业工厂在不增加硬件设备成本的前提下提高双螺杆挤出压片机的控制系统性能。
双螺杆挤出压片机;非线性;调速控制系统;模糊控制;PLC
1.引言
在轮胎生产过程中,胶料加工是一项看似简单却又十分重要的工作,它影响到轮胎各种部件胶料的质量,双螺杆挤出压片机是密炼机重要的下辅机,由于其工作效率高,生产连续化,节能环保,省人工,易维修,占地小等优势,赢得了众多密炼机用户的青睐。橡胶工业市场上的双螺杆挤出压片机种类繁多,本文对其中一种双螺杆挤出压片机的调速系统进行研究。双螺杆挤出压片机实际生产应用中,辊筒及螺杆转速、被加工材料的特性、机筒温度、出口压力等因素都会影响橡胶制品的质量[1]。优良的橡胶制品,不仅要正确地选用原料、加工的设备及合理的工艺参数,控制系统的设计也是相当关键的。本文以提高系统的产品质量为目的,就一款XJY-SZ330型的双螺杆挤出压片机的调速控制系统进行研究改进。
2.双螺杆挤出压片机的工作原理
橡胶的配料配置完成后,将被送到密炼机,由密炼机高温密炼后通过喂料斗送入双螺杆挤出压片机中,作为密炼机下辅机的挤出压片机的螺杆要求能在最短的时间把松散的胶料压实并迅速挤出后压延成片。
该双螺杆挤出压片机系统的电气控制功能分为两部分:手动操作功能和自动运行功能。手动功能是通过人工调节操作台上的挤出机和压片机的给定电位器来调节电机转速,以达到产品的工艺要求。自动功能是通过调节操作台上的自动给定电位器来调节压片机转速,同时根据设定的出胶压力自动调节挤出机的转速。本文主要研究的是自动运行部分。
在自动运行的条件下:为使XJYSZ330型双螺杆挤出压片机(以下简称“挤出压片机”)产出连续规则的橡胶片,密炼机下料到喂料斗后,喂料斗内置的料位感应器将料位信号传递至挤出压片机的控制器,控制器根据预先的设定将辊筒转速调节在相应的数值:当喂料斗内橡胶过多时,控制器调节辊筒速度至高速,使橡胶被挤出压片机迅速挤出;当喂料斗内橡胶适中时,控制器调节辊筒速度至中速,使橡胶被匀速挤出;当喂料斗内橡胶过少时,控制器调节辊筒速度至低速,保证橡胶的连续出片。
而螺杆速度则在辊筒速度的基础上调节,当螺杆内橡胶过多,其电机电流值因此过大时,控制器将调节螺杆转速使其单位时间递减1转的速度下降,使电流回稳至设定的参考值,以使橡胶在出片的过程能均匀、稳定和连续;反之,当螺杆内胶料过少,电机电流此时的值过小时,控制器将调节螺杆转速使其单位时间递增1转的速度上升,使电流升至参考值。
由于密炼机出胶的间歇性,螺杆的电流会产生非线性的波动,当变化率过大,电流未达到上限值,螺杆转速需线性递减,但无法及时跟进,这时螺杆将在一个较长的时间段内承受较大的负载,此时螺杆内胶料较多,挤出的橡胶密度也较大,且由于橡胶等高聚物本身的粘弹性和多种胶料共混的复杂情况,挤出的胶片形状会相对变厚。当螺杆负载变小,电机电流减小到中间参考值时,螺杆速度将突然由先前的高速转到一个对应的速度匀速运转,机器速度的变化较大,此时挤出的橡胶厚度密度都会发生改变。如此看来,传统调速方式会使螺杆电机速度产生较大的波动,不仅如此,还会对挤出的橡胶片质量产生不良的影响。
3.基于模糊控制算法的控制系统设计
3.1 总系统PLC程序设计
生产实践证明,当负载变化率较小,传统的单位时间递增/递减1转的速度足以满足控制要求。而当负载变化率较大,传统的调速系统则难以跟随负载及时地将螺杆电流回稳,如此将会造成橡胶给螺杆造成长期的压力,不仅出胶质量受到影响,螺杆电机的使用寿命也受到影响。模糊控制则能解决这个问题,它将熟悉的操作人员的经验体现在控制上,能根据实时的电流值给出相应的速度,避免了传统单位时间递减1转的速度跟不上负载变化率的问题。
由于模糊控制的控制精度并不是很理想[2],因此本文采用模糊控制与传统控制方式相结合的控制方式。当电流误差变化率较小时采用传统控制方式,较大时采用模糊控制方式。使系统能较快的、较精确地调节螺杆转速以满足生产需求。其中模糊控制器选择的是双输入单输出型,双输入分别是实时电流与参考电流的差值E,和该差值的变化率EC[3]。
总体的程序结构图如图1。
图1中的主程序主要完成对采样的电流或电压信号进行A/D或D/A的转换,系统各个故障状态读取及处理,系统各部分报警状态设定,辅机的启动和调节,压片机的启动和其辊距的调节,压片机和挤出机的速度匹配,中间值的转换,及与触摸屏连接信号等。本文主要研究其中的模糊控制部分。
其中判断EC大小可以由下面的图2做参考:
本课题的误差变化率EC是误差的微分值,曲线上某点微分的几何意义相当于该点附近的斜率,当斜率是正的,如上图a)所示,将线a的斜率设为界限,当EC值大于a的斜率如a1则采用模糊控制,小于a的斜率如a2则采用传统控制;同理当EC值是负的,小于b)图中的b则采用模糊控制,反之采用传统控制。为防止机器瞬间产生的误差影响控制方式的选择,可以在采EC一段时间前采用传统控制,当该采样时间到,EC的值一直处于采用模糊控制的范围,则选取模糊控制。
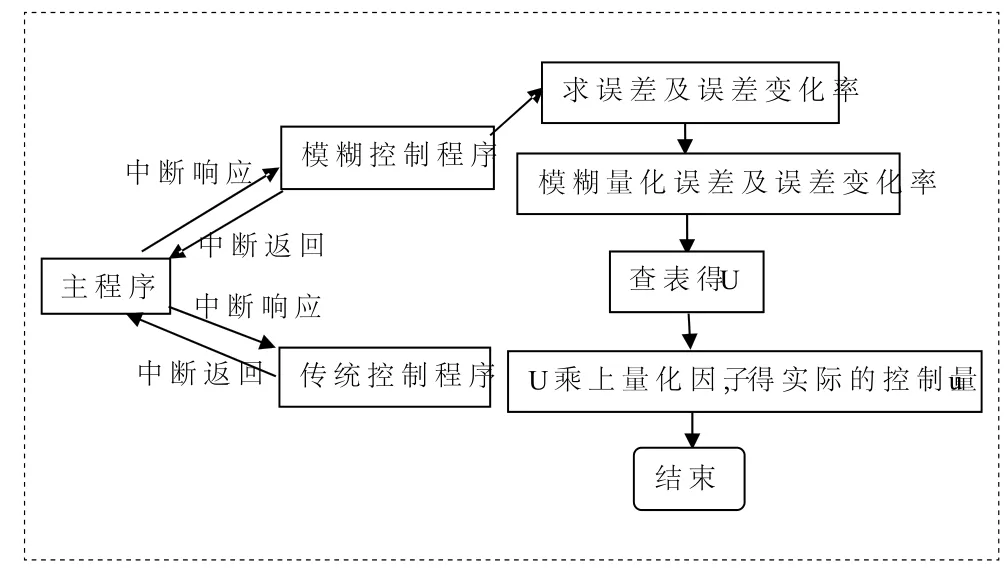
图1 总系统PLC程序框图Fig.1 PLC programme flow diagram of total system

图2 误差变化率大小分析图Fig.2 analysis plot for EC dimension
3.2 模糊控制器的设计
1)根据操作人员的经验确定双输入E、EC和单输出U的模糊集合的隶属度函数,为方便计算,将E用A代表,EC用B代表,U用C代表,Ai,Bi,Ci代表各自集合下的论域语言值,并将其以矢量形式表示,列成如表1的表格[4]。
2)根据各模糊集合的隶属度函数表,确定的模糊控制规则确定模糊关系[4]Rl(l=1,2,…,9),如:
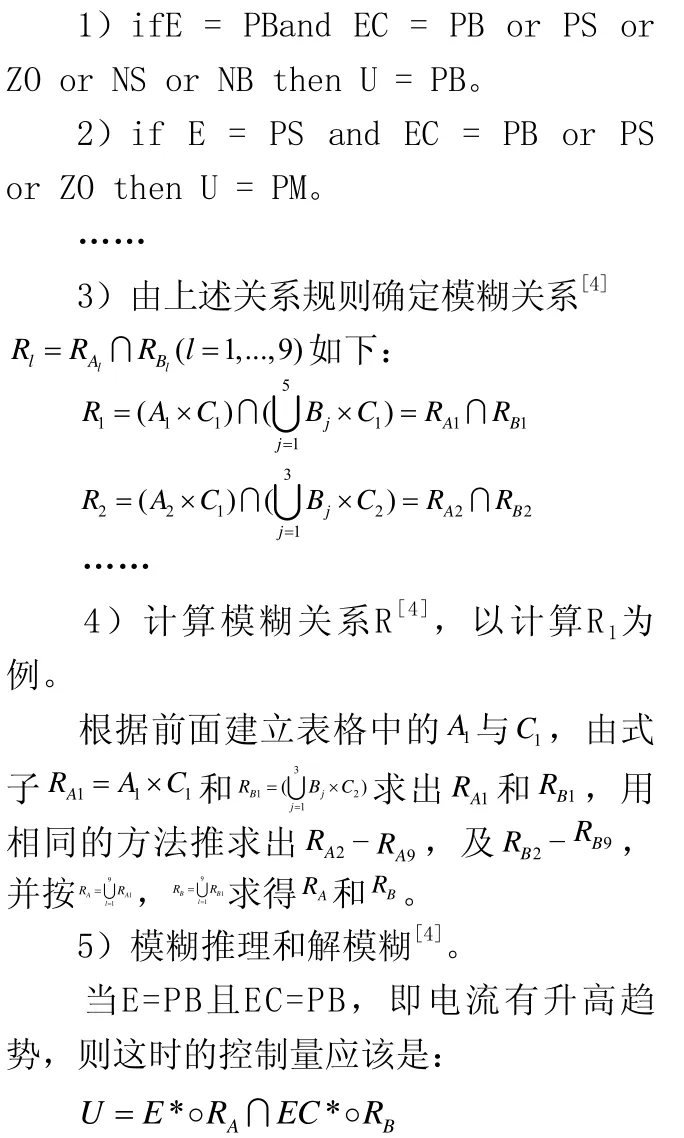
其中E*和EC*分别是表中的A1和B1,由此求出控制器输出模糊矢量,然后通过加权平均法求出
输出量u*,最后由式子(5-2)得到最终的输出控制量u。
若u’的变化范围为[Umin,Umax],实际控制量的变化范围为[umin,umax],采用线性变化,则[5]


图3 双螺杆挤出压片机模糊控制的PLC程序流程图Fig.3 PLC programme flow chart of twin screw sheeter’s fuzzy control
模糊算法PLC的程序流程图
模糊控制PLC的程序流程图如图3。
通过A/D模块,PLC读取螺杆电流值,程序先读取论域、量化因子、比例因子即E和EC的初始值。然后根据需要判断螺杆电流是否过高,如果过高则意味着螺杆承受的压力过大,需快速减速,根据经验设定减少7-9转,使电枢电流降至正常数值运行,以保护挤出主电机。这个限制电流的设定范围在150-270A,默认值为250A。然后判断螺杆电流是否过低,如果小于等于该电流值则停止运行,这个电流值的设定范围在90-120A,默认值为95A。误差是实时电流与参考电流的差,程序可以通过计算后直接读取。误差变化率则根据流程图所示由式子△E/dt=(E(t)-E(t-1))/dt求取。根据上一小节的分析,当EC在一段设定的时间内满足模糊控制条件,则主程序调用模糊控制子程序,反之调用传统调速方式。
进入模糊控制后,判断E,EC是否超出模糊控制的论域范围,大于则将其改为对应的上限,小于则改为对应的下限。接着根据量化后的E,EC查询离线计算出的查询表得出模糊控制量U,最终乘以相应的量化因子得到实际的控制量u给予D/A模块输出控制电机转速。
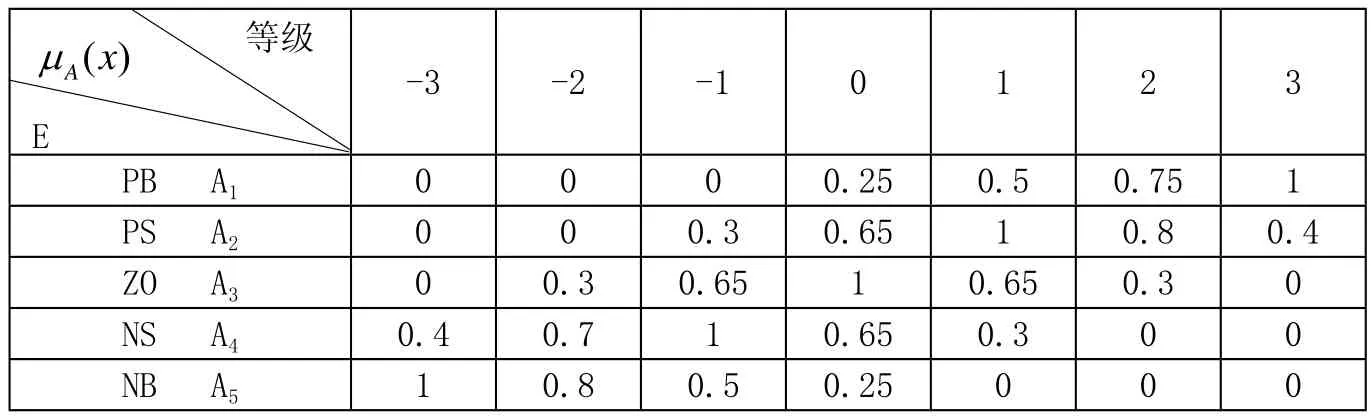
表1 模糊集合A的隶属度函数Table1 membership function of fuzzy set A
4.总结
本文首先探讨了双螺杆挤出压片机的调速系统中的不足,针对其特点提出将模糊控制应用到其控制系统中,并提出将传统控制与模糊控制相结合的新思路。接着介绍模糊控制器的设计方案,最后给出新的调速系统PLC流程图。使用PLC实现模糊控制算法将两者的优势有效地结合起来,可方便企业工厂在不增加硬件设备成本的前提下提高双螺杆挤出压片机系统的控制性能,此外,带模糊控制算法的系统具有较广泛的推广应用前景,稍加改进和完善后可直接应用在其他工业控制中的调速和温控领域。本项目若能研制成功,将为高效、低耗和稳定的连续塑胶技术的开发提供有力的保证。
[1]武义.螺杆挤出机胶料挤出性能研究[D].沈阳农业大学.2007.5
[2]张化光,何希勤等.模糊自适应控制理论及其应用[M].北京:北京航空航天大学出版社.2002.
[3]曾光奇,胡均安,王东等.模糊控制理论与工程应用[M].武汉:华中科技大学出版社.2000
[4]诸静.模糊控制理论与系统原理[M].北京:机械工业出版社.2005
[5]汤兵勇,路林吉,王文杰.模糊控制理论与应用技术[M].北京:清华大学出版社.2002
Improvement Design of Twin Screw Sheeter Speed Control System Based on Fuzzy Control
The fi tful work of mixer,and the high elasticity of rubber,made the twin screw sheeter’s control system had the nonlinear,time variant and other complicated problems.In order to solve the defects that these problems brought to the traditional twin screw sheeter’s speed control system,adopted PLC which rubber industry commonly used,to realize fuzzy control in twin screw sheeter,can combine their advantages effectively.These can also improve twin screw sheeter’s control system performance without adding any equipment cost.
Twin screw sheeter;nonlinear;traditional speed control system;fuzzy control;PLC
王宽田(1986—),男,广西北海人,大学本科,桂林电子科技大学职业技术学院教师。
猜你喜欢
湖南电力(2021年4期)2021-11-05
初中生世界·九年级(2020年9期)2020-09-21
中国粮油学报(2019年4期)2019-07-12
电测与仪表(2016年14期)2016-04-11
中国粮油学报(2016年5期)2016-01-23
地震地质(2015年3期)2015-12-25
橡胶工业(2015年5期)2015-08-29
橡胶工业(2015年8期)2015-07-29
橡胶工业(2015年6期)2015-07-29
橡塑技术与装备(2015年7期)2015-07-03