
低碳钢蚀刻工艺技术的研究
2012-02-19 08:01杨军胜刘存海
陕西科技大学学报 2012年4期
杨军胜, 刘存海
(陕西科技大学 教育部轻化工助剂化学与技术重点实验室, 陕西 西安 710021)
0 引言
随着现代科学技术的迅速发展,金属工件的制造对精密度和准确度的要求越来越高,为此,评价金属工件优劣,精密度和准确度就成为评价的重要指标.金属工件的制作方法主要有机床切削法、热处理法、铸造法等方法. 进入21世纪以来,随光敏防蚀技术的完善及感光工艺的普及,化学蚀刻技术得到空前发展.人们应用化学技术对工件进行特殊加工,进一步提高了金属工件的质量,使金属工件在精加工方面取得了新的进展,在军械工业、精密仪器制造工业、汽车制造工业、电子工业、航天航空工业等行业得到了广泛的应用[1].当今社会,机械制造加工需要的是高精度高质量的金属工件,化学蚀刻技术作为一种科学的加工技术,广泛应用于多个行业多种金属材料的外形及抽象图文加工[2],成为目前人们研究的热点.随金属工件材料的不同,所选用的蚀刻剂及浓度、温度、蚀刻速率等工艺条件亦不相同.钢铁蚀刻剂有很多,相对而言,氯化铁作为蚀刻剂与铁的反应速率相对平缓,容易控制反应进程,且产生污染小,因而较多用于精细网点和线条的钢铁腐蚀[3].本实验选用了咸阳彩虹集团电子网版厂的低碳钢板,通过初步试验和正交筛选的方法对工件进行精密蚀刻加工的研究,探索了各因素对蚀刻速率的影响.
1 实验材料与方法
1.1 材料试剂和仪器
(1)材料与试剂:选用咸阳彩虹集团电子网版厂的低碳钢板,规格:30mm×20mm×1mm,六水合氯化铁[FeCl3·6H2O](分析纯),天津市科密欧化学试剂有限公司;浓盐酸(分析纯),天津市恒兴化学试剂制造有限公司;无水碳酸钠(基准),汕头市光华化学厂;0.1%甲基橙溶液;蒸馏水.
(2)仪器: PB-10标准型酸度计,上海正慧工贸有限公司;BK8113型测厚计,广州富安电子仪器有限公司;SYP-2恒温水浴槽,南京桑力电子设备厂;工件旋转仪(自制).
1.2 工艺流程[4]
钢板表面清洁→干燥→测厚→整体蚀刻→水洗→干燥→测厚→刻画图文→涂保护膜→蚀刻→水洗→干燥→化学镀银.
1.3 实验方法
1.3.1金属工件表面清洗
依据所选材料的情况作相应清洁处理.本研究先选择洗涤剂清洗,再用稀盐酸浸泡3min,用水冲洗干净,迅速干燥,对钢板编号、测厚、记录各钢板对应厚度,备用.
1.3.2单因素实验
(1)金属工件蚀刻过程.将低碳钢板置于旋转仪上,浸入盛有预先配好的FeCl3溶液烧杯中,在不同FeCl3浓度、不同pH、不同温度、不同转速条件下测其蚀刻速率.
(2)FeCl3浓度对蚀刻速率的影响.配制一系列浓度的FeCl3溶液各250mL,用标定过的盐酸分别调溶液pH=1.0,按顺序编号.将所配溶液分别转移至500mL烧杯中,置于事先加热至所需温度的水浴箱中.待烧杯内温度升至50℃时,各取一块儿钢板置于工件旋转仪上,浸入不同烧杯中进行蚀刻,旋转仪转速为50r/min.测不同浓度条件下蚀刻剂的蚀刻速率.
(3)温度对蚀刻速率的影响.按实验(2),选择FeCl3浓度为14.0% ,预调pH=1.0,旋转仪转速为50r/min,在不同温度条件下测蚀刻速率.
(4)pH对蚀刻速率的影响.按实验(2),选择FeCl3浓度为14.0% ,温度为50℃,旋转仪转速为50r/min,调节pH,测不同pH条件下蚀刻速率.
(5)旋转液转速对蚀刻速率的影响.按实验(2),选择FeCl3浓度为14.0% ,温度为50℃,pH=1.0,测不同转速下的蚀刻速率.
1.3.3正交试验确定蚀刻的最佳工艺条件
选择浓度、温度、pH值、转速4因素及各自不同的3水平进行正交试验[5],确定不同条件下的蚀刻速率.
1.3.4做验证实验,验证最佳工艺条件理论与实际是否相符.
1.3.5用聚酯膜作保护层,选择最佳工艺条件蚀刻钢板.
2 结果与讨论
2. 1 单因素影响蚀刻速率的效果分析
2.1.1FeCl3浓度对蚀刻速率的影响
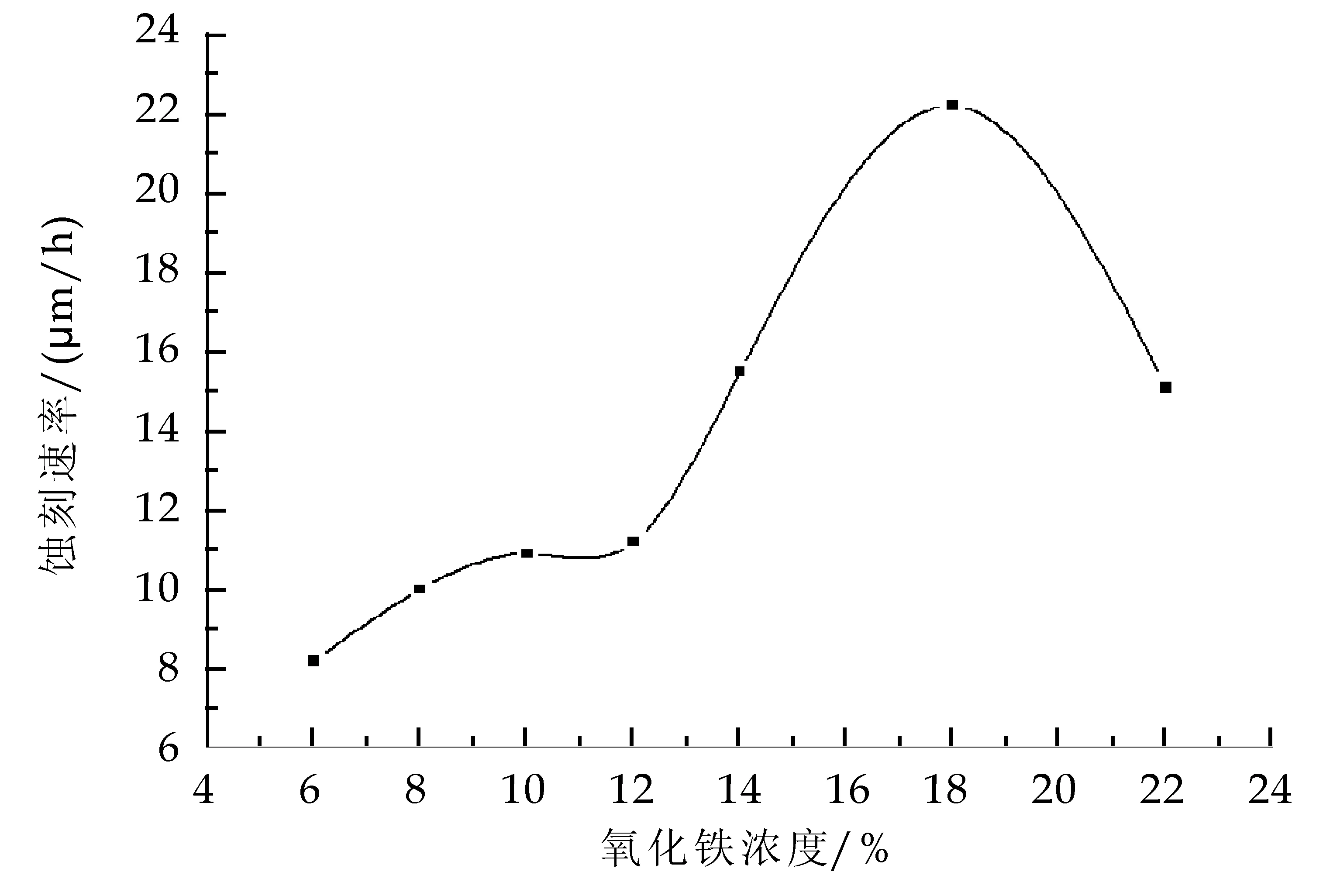
图1 氯化铁浓度与蚀刻速率的关系
图1表明,FeCl3浓度达18.0%时对应蚀刻速率最大,结合其它因素加以综合考虑,选择14.0%、18.0%、22.0%3个水平进行正交试验.
2.1.2温度对蚀刻速率的影响
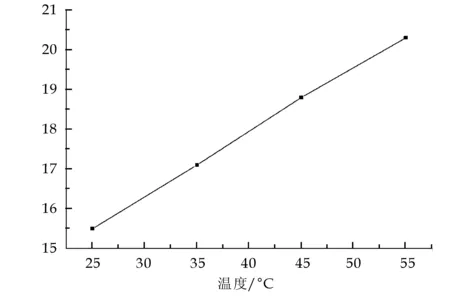
图2 温度与蚀刻速率的关系
图2表明,蚀刻速率随温度升高而明显增大.综合考虑能耗和生产成本,选择45℃、35℃和25℃3个水平进行正交试验.
2.1.3酸度对蚀刻速率影响

图3 酸度与蚀刻速率的关系
图3表明,pH=1.0时对应蚀刻速率最大.综合考虑,选择0.5、1.0、1.5水平进行正交试验.
2.1.4转速对蚀刻速率影响
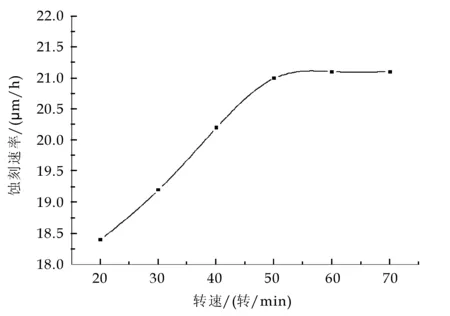
图4 转速与蚀刻速率的关系
从图4可以看出,随转速升高,蚀刻速率上升,当转速大于50r/min 时,蚀刻速率变化不大,故50r/min为最佳转速.
2.2 正交试验结果及分析
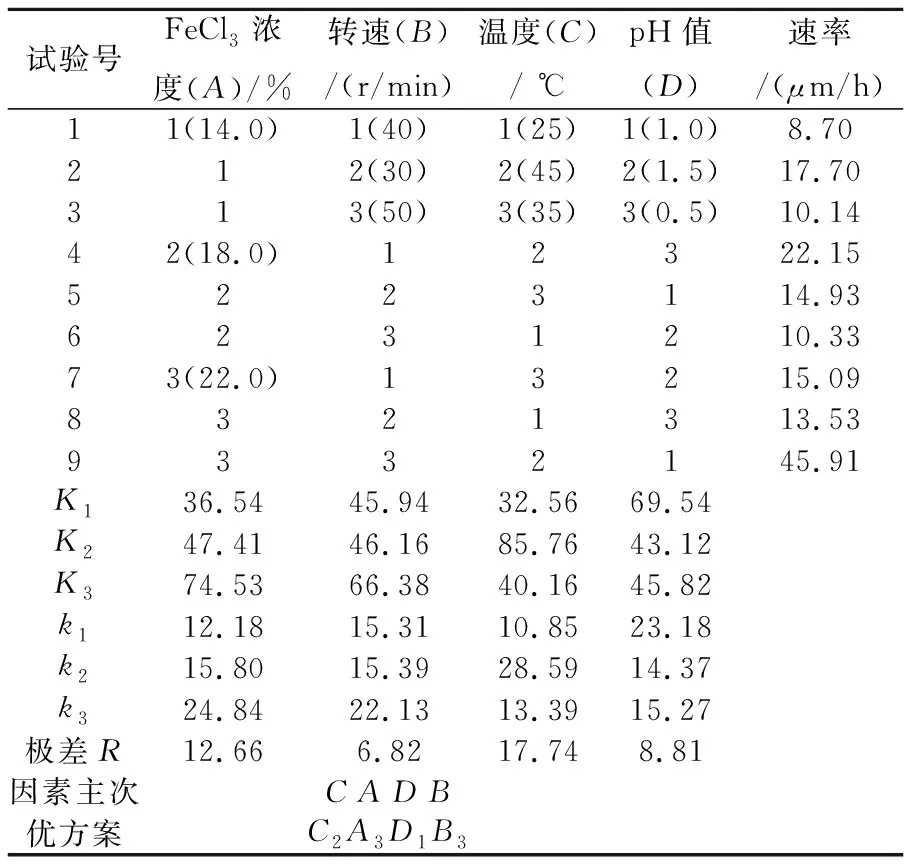
表1 正交试验表
在单因素试验基础上,对影响蚀刻速率的因素进行正交试验,结果如表1所示.试验结果表明,最佳试验条件为FeCl3浓度22.0%、蚀刻温度45 ℃、 pH为1. 0,转速为50 r/min,即为第9组试验,此时对应最大蚀刻速率45.91μm/h.按此条件重复试验,所得蚀刻速率为46.17μm/h,与正交试验结果相符,说明在此条件下蚀刻速率最快.
2.3 钢板蚀刻图文分析
钢板表面经清洁涂膜处理后,以最优工艺条件进行蚀刻所得工件见图5,可以看出,所得图文清晰,侧腐蚀现象较小,工件效果良好.
图5 蚀刻后工件
3 结论
本实验将氯化铁用于低碳钢蚀刻剂,通过单因素试验和正交试验确定了最佳工艺条件.蚀刻液浓度为22.0%,蚀刻温度为45 ℃, pH为1.0,转速为50 r/min.此条件下对应蚀刻速率最大,且蚀刻所得图文清晰,侧腐蚀现象较小,经化学蚀刻后的金属工件具有蚀刻厚度均一、蚀刻面光洁度良好,切面质地一致、精密度高等优点.
参考文献:
[1] 杨 丁.金属蚀刻技术[M] .北京:国防工业出版社,2008.
[2] 黄意定,吴文鳌.金属精细蚀刻技术[J].丝网印刷,2009,(7):11-12.
[3] 李国一,徐玉松.金属蚀刻技术[J].全面腐蚀控制,2009,23(3):21-22.
[4] 徐莉英.无机及分析化学实验[M].上海:上海交通大学出版社, 2005.
[5] 杨为正.丝网印刷与金属蚀刻技术[J].网印工业,2000,8(3):18-20.
猜你喜欢
新疆钢铁(2021年1期)2021-10-14
金属加工(热加工)(2020年12期)2020-02-06
制造技术与机床(2019年7期)2019-07-22
现代机械(2018年1期)2018-04-17
现代冶金(2016年6期)2016-02-28
大型铸锻件(2015年4期)2016-01-12
上海金属(2015年4期)2015-11-29
焊接(2015年9期)2015-07-18
焊接(2015年3期)2015-07-18
世界海运(2015年8期)2015-03-11
