
台式电脑生产线比较分析
2012-02-20 09:07容芷君张国军
装备制造技术 2012年2期
容芷君,张国军,钱 欣
(武汉科技大学工业工程系,湖北 武汉 430081)
生产线是决定企业敏捷性和生产效率的关键要素之一。生产线上的主要产品或多数产品的工艺路线和工序劳动量比例,决定了线上机器设备的数量、排列和布置。随着技术的发展,制造模式向客户定制化方向发展,产品品种多、批量小、生命周期变短的特征,要求生产线必须具有较大的灵活性和敏捷性。
目前,全球台式电脑市场需求量为1亿台。台式电脑市场已经较为成熟,相对于平板电脑和一体电脑市场而言,台式电脑市场保持稳步发展,但增速明显放缓[1]。传统台式电脑产品较为单一,在外观上很少有突破,相对一体电脑,台式电脑在产品性能方面占据明显优势,但随着产品更新换代步伐的加快,消费者对传统台式电脑的处理器、内存容量等配置要求均有所提升,未来的台式电脑制造,面临着来自新兴市场的多重压力,制造企业需要求寻求新的生产模式,从而制定更加积极的应对策略,以面对愈加激烈的市场竞争。台式电脑的生产,正在向着大规模定制的方向发展。多样化和定制化的产品,对企业的生产制造能力提出了更高的要求。
传统的刚性生产线,是专门为一种产品而设计的,因此不能满足多样化和个性化的制造要求[2~3]。生产线是产品生产过程所经过的路线,即从原料进入生产现场开始,经过加工、运送、装配、检验等一系列生产活动所构成的路线。
狭义的生产线,是按对象原则组织起来的,完成产品工艺过程的一种生产组织形式,即按产品专业化原则,配备生产某种产品(零、部件)所需要的各种设备和各工种的工人,负责完成某种产品(零、部件)的全部制造工作,对相同的劳动对象进行不同工艺的加工。
广义的生产线,是按客户需求原则组织起来的,完成定制产品工艺过程的一种生产组织形式,要求生产线具有柔性和敏捷性。
生产线的种类,按范围大小,分为产品生产线和零部件生产线;按节奏快慢,分为流水生产线和非流水生产线;按自动化程度,分为自动化生产线和非自动化生产线。
生产线的主要产品或多数产品的工艺路线和工序劳动量比例,决定了一条生产线上拥有为完成某几种产品的加工任务所必需的机器设备,以及机器设备的排列和工作地的布置等[4~5]。电子产品生产车间,一般使用两种生产线,即Conveyer线和Shuttle线。Conveyer线,是机械自动流水线;而Shuttle线,因其使用小推车运送料件,也被称为小推车线。生产线的组织和布局,直接影响生产作业的效率,因此对生产线的组织和应用进行分析评价,十分必要。
1 Conveyer线分析
Conveyer线具有较高的自动化水平。其主要特点是:在检料段,作业员将料件去掉包装袋后,放到检料制具内;组装站再将料件拿出来,组装到机台内。其优点是组装段无料件的话,看起来比较整洁,缺点是浪费料件拿取动作和时间;组装段每站作业人员,根据IE排站的动作作业,每隔固定时间,流动板会自动前进一块,检料线头和组装线尾,各有一个紧急停止按钮,当出现异常时,按下此按钮即可停止运行;组装完成后,将机台抱上台车ghost,台车上ghost能有效节省空间和成本,但是会浪费人员的搬运动作和时间;测试站工程根据CT(Cycle Time)将程序进行分割,Conveyer线测试能有效节省制具和设备,但是当出现不良时,不能在流动板上进行重测。Conveyer线采取的是直线型流水线,平面布局图如图1所示。
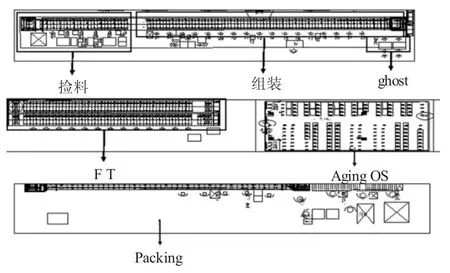
图1 Conveyer生产线布局图
2 Shuttle线分析
Shuttle线一般作为台式电脑厂的主流线,其主要特点是:Shuttle线无检料区,不存在将料件放入检料制具内这个步骤。因此减少了拿取的动作和时间,但是其占用空间较多,生产线整洁性较差;Shuttle推车前进的时间,主要取决于生产线操作员的熟练度,没有固定时间。虽然生产线灵活性较高,但是无法控制时间;Shuttle线测试段的测试程序不需要分割,降低了工程部门的难度,有利于程序的顺利运行。Shuttle布局比较灵活,可以采用U型线或Y型线,其中U型线布局如图2所示。

图2 Shuttle生产线布局图
3 两种生产线的分析比较
以某台式电脑制造企业为例,首先对Conveyer线和Shuttle线的人力及产能进行对比,如表1所示。
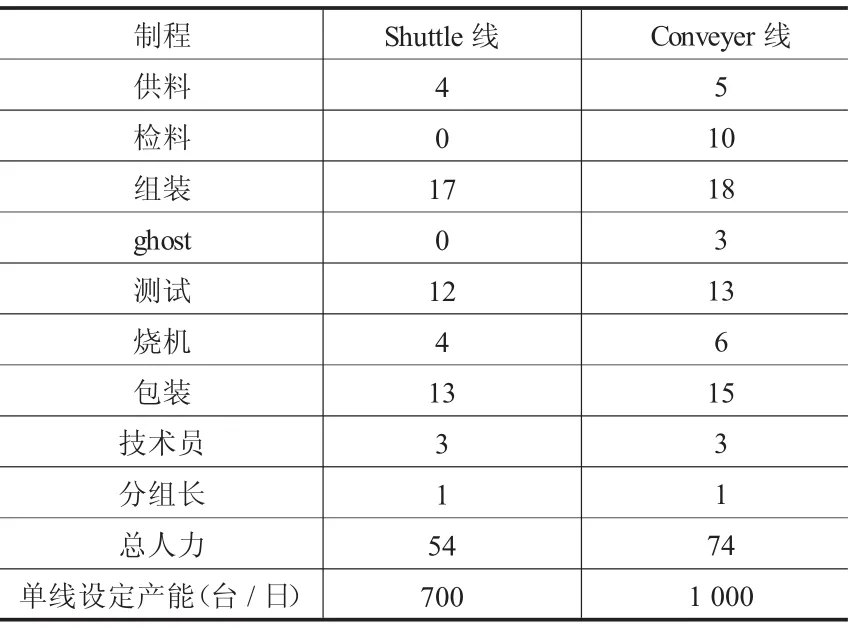
表1 人力对照表 单位:人
如果按照产能人力比来看,shuttle线是700/54(台 /人),而 Conveyer线是 1000/74(台 /人),Conveyer线明显优于Shuttle,当然这一指标只是评价生产线的因素之一,对生产线的评价,要考虑综合指标。
表2是Conveyer线和Shuttle线作业性比较。
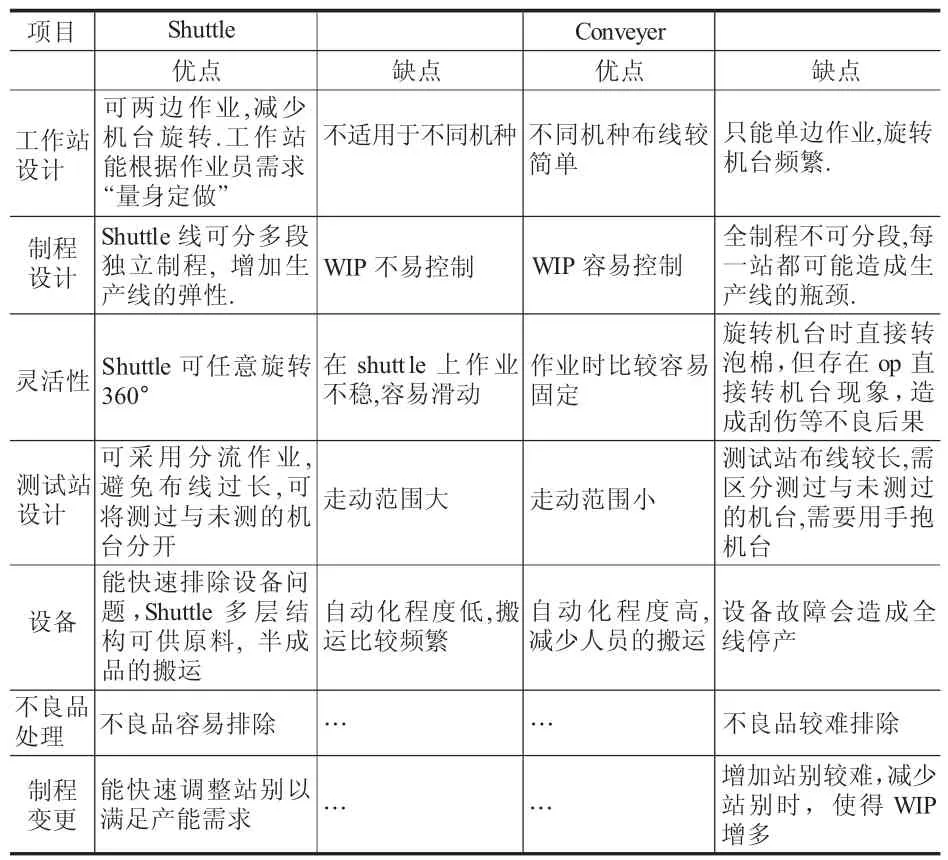
表2 作业性比较表
因为Conveyer线不同机种布线比较简单,自动化程度较高,可以减少人员的搬运,所以适用于产量大、机种单一的定单。Shuttle线因为能快速调整站别以满足产能,可采用分流作业,避免布线过长,所以适用于产量小、机种多的定单。Shuttle线的线速,人员可以控制;而Conveyer线的线速,人员不可控制,只能靠机器运行。
由以上分析可知,Shuttle线的设计产能为700台/日,所以当生产订单为数量大于700台/日时,机种为同系列机种或重要结构改变不大时,可直接采用Conveyer线进行生产;当接到订单为小于700台/日时,直接采用Shuttle线。因为Shuttle线本身具有能快速满足产能、可分多段独立制程的特点,而其产能也能满足,所以使用Shuttle线。当订单大于700台/日,且机种多时,可考虑Conveyer线和Shuttle线混合使用,借以弥补Conveyer线增加站别的困难,如表3所示。

表3 生产线使用表
这样,首先解决了产能大规模浪费的问题,其次针对不同的订单,采用不同的生产线也节省了人力,Conveyer线和Shuttle线的相互配合使用,使两种生产线的优缺点都得到了互补。
4 结束语
生产线的发展,一直是生产模式发展的主题之一。从里程碑式的第一条汽车生产流水线,到大规模生产流水线,到U型生产线,到柔性生产线,不难看出先进制造技术的发展,离不开生产线组织和布局的发展。台式电脑生产,正向着客户定制化方向发展,采用合理的生产线,能有效地帮助企业面对激烈的市场竞争,采取有效的应对方式。
[1]梁瑾.中国台式电脑市场研究年度报告[DB/OL].中关村在线,http://zdc.zol.com.cn/268/2685927.html.
[2]王大明,谭健祥,等.优化生产线布局提高生产效率[J].大众科技,2009,(11):123-123.
[3]陈宇航,等,某企业装配生产线的布局设计与优化研究[J].物流技术,2011,(1):116-119.
[4]王 进,樊树海.混流生产车间布局研究[J].机械设计与制造,2010,(8):252-253.
[5]刘 强,任泳圭.U型布局在生产线布局中的应用[J].汽车实用技术,2010,(4):81-84.
猜你喜欢
今日农业(2021年13期)2021-11-26
民用飞机设计与研究(2020年1期)2020-05-21
工业设计(2019年9期)2019-11-04
民用飞机设计与研究(2019年2期)2019-08-05
民用飞机设计与研究(2019年4期)2019-05-21
中国棉花(2017年10期)2017-11-04
海峡姐妹(2017年7期)2017-07-31
汽车实用技术(2015年8期)2015-12-26
民用飞机设计与研究(2015年3期)2015-12-07
有色金属设计(2015年2期)2015-02-28
