中频逆变高频PWM电子束焊机高压电源
2012-02-20 03:31黄小东陆思恒郭华艳
装备制造技术 2012年8期
黄小东,费 翔,陆思恒,郭华艳
(桂林狮达机电技术工程有限公司,广西 桂林 541004)
电子束焊机电源,用于为电子枪提供加速电压。其性能的好坏,直接决定着电子束焊接工艺和焊接品质。常用的电子束焊机电源控制方法及电源装置,主要有下列5种类型:
(1)工频交流输入→自偶变压器交流调压→工频隔离变压器升压→高压整流滤波输出。其特点是电网谐波干扰较小,但设备笨重,效率低,系统调节速度慢,调节精度差。为早期电子束焊机产品所选用,目前已被淘汰。
(2)工频交流输入→工频晶闸管交流调压→工频隔离变压器升压→高压整流滤波输出。其特点是系统调节速度较快,调节精度较高,但高压滤波电容值较大,对电网谐波干扰较大,为电子束炉产品普遍采用,但在电子束焊机产品中逐渐被淘汰。
(3)工频交流输入→中频交流发电机调压→中频隔离变压器升压→高压整流滤波输出。其特点是高压滤波电容值相对较小,对电网谐波干扰较小,调节精度较高,但系统调节速度慢,且中频发电机组价格较高,噪音很大。为目前国内电子束焊机产品普遍采用。
(4)工频交流输入→工频隔离变压器升压→高压整流滤波→高压电子管串联调压→高压滤波输出。其特点是高压滤波电容值小,对电网谐波干扰小,系统调节速度最快,调节精度高,但效率低,高压电子管为特殊器件,制造难度大,设备体积大,制造成本高,仅为俄罗斯、乌克兰等少数国家电子束焊机产品所采用。
(5)工频交流输入→低压整流滤波→直流脉宽调制调压→低压滤波→高频逆变→高频隔离变压器升压→高压整流滤波输出。其特点是高压滤波电容值小,系统调节速度快,调节精度高,设备体积小,制造成本较低。但高频逆变器及高频高压变压器制造技术难度大,效率偏低。为目前欧美电子束焊机产品普遍采用。
以下介绍了一种中频逆变高频PWM电子束焊机高压电源的设计。
1 电源结构及其工作原理
电源结构如图1所示。
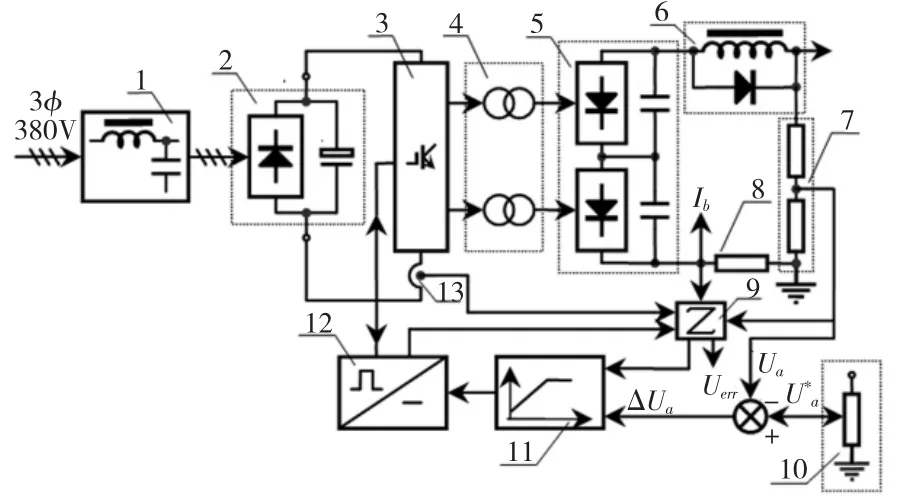
图1 电源结构示意图
电源由三相市电供电,通过AC→DC→AC→DC电流变换后,由中频变压器实现能量的传递、电压值的变换和高压绝缘;同时将高压取样信号和电子束流信号的取样信号,作为负反馈信号,去控制脉宽调制输出波的占空比,为电子束焊机提供稳定的电子束功率。
由于实现的是中频能量传递,因而不仅高压变压器的制造工艺更简单,而且在高压整流输出的直流电的脉动频率,是高频脉宽调制频率的数倍(倍数等于单元组个数)。
当整流波在脉宽调制的占空比大于50%时(由中频变压器设计参数保证),无过零点,这样选用较小的高压滤波电容值,就能滤掉交流成分,满足纹波系数指标要求。一方面,有利于提高控制系统调节速度;另一方面,由于其贮能小,高压放电产生的冲击自然小,有利于提高电源系统运行可靠性。
1.1 逆变器
逆变器的电路结构如图2所示。
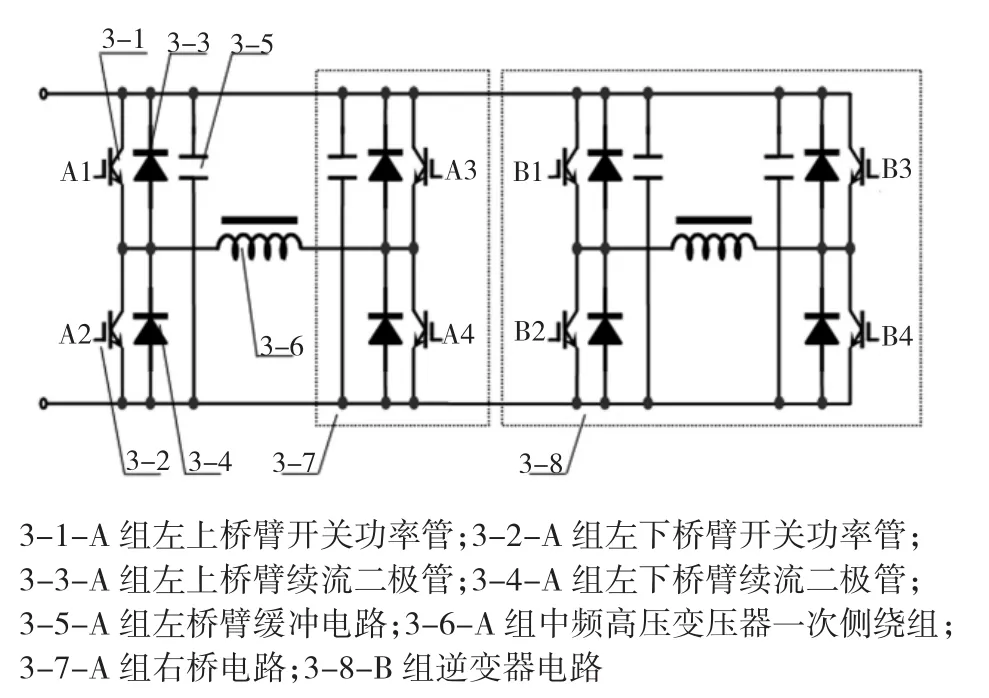
图 2 逆变器电路结构
逆变器,由A、B两组逆变桥并联而成。每组逆变桥包括对称的左桥电路和右桥电路。左右桥电路各包括2个开关功率管、2个续流二极管和1个缓冲电路。上桥臂开关功率管与下桥臂开关功率管串联、上桥臂续流二极管与下桥臂续流二极管串联,并同时与桥臂缓冲电路并联地接于输入整流滤波器的输出端。左、右桥电路上的2个开关功率管和2个续流二极管间的导线,各自相互连接,并分别与中频高压变压器的一侧绕组的两端相连。
每个逆变桥输出的经高频脉宽调制后的中频交流电,送入对应的中频高压变压器的一次侧绕组,用于将直流电逆变成中频交流电,同时用于高频脉宽调制调压。
1.2 高压调节器
高压调节器,采用比例-积分(PI)调节器结构,在正常工作时,其接收高压设定信号和反馈信号的偏差信号,输出送入逆变器驱动电路调节脉宽调制输出波的占空比;在故障判别电路有信号输出时,调节器的输出被封锁,其用于加速电压的精度控制,并保证加速电源稳定运行。
PI参数的整定,一般是先整定P,再根据P整定I。之后结合实际作调整[1]。
1.3 逆变器驱动电路
逆变器驱动控制,包括各中频逆变桥的相序控制和高频脉宽调制的占空比控制。各逆变桥的逆变相序和脉宽调制波相序,受同一时钟(CL)控制,各逆变桥间中频逆变相序呈对称分布,逆变器上半桥功率管的驱动信号为中频方波,下半桥功率管的驱动信号为中频方波和高频脉宽调制波相“与”逻辑运算后的波形。各逆变桥间高频脉宽调制波的相序,亦呈对称分布,如图3所示。
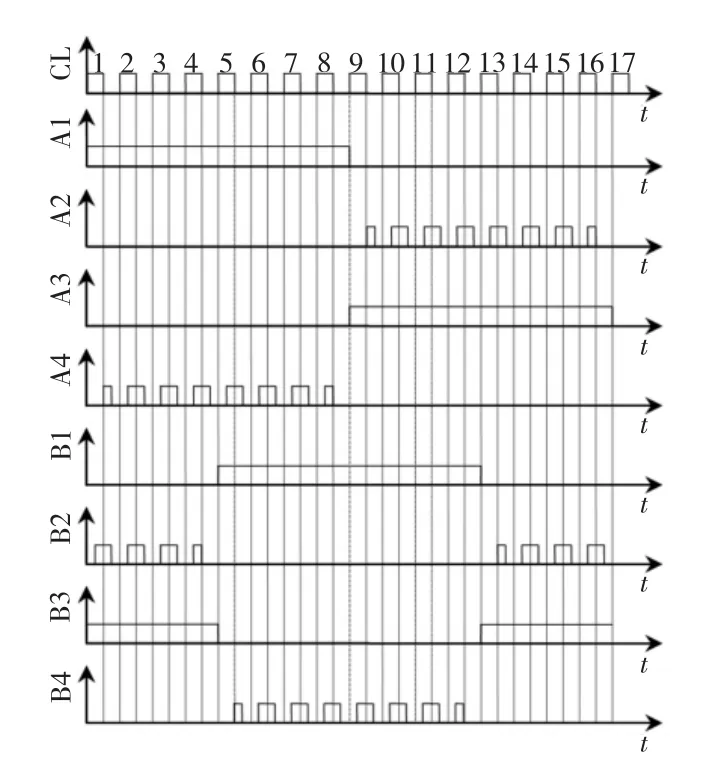
图3 开关功率管驱动信号波形图
1.4 故障判别电路
故障判别电路,在检测电子束流取样电阻上的电子束流信号时,如果超过设定的上限值,就判为电子束流过流故障;在检测高压取样电路的输出信号时,如果超过设定的上限值,就判为加速电压过压故障;在检测高压取样电路的输出信号时,如果产生负突跳变化,就判为加速电源产生高压放电故障;在检测逆变器驱动电路时,检测逆变器每个逆变桥臂的温度信号,如果任一桥臂温度超过设定的上限值,就判为逆变器过载故障;在检测逆变器驱动电路时,检测逆变器每个功率开关管的被驱动后的管压降,如果任一检测值超过设定的上限值,就判为逆变器短路故障;故障判别电路,在检测逆变器直流供电电流取样电路的输出信号时,如果超过设定的上限值,就判为供电电流过流故障。
上述任一故障的产生,故障判别电路都输出信号,并立即封锁高压调节器的输出。如果产生高压放电故障,调节器输出被封锁1~3 ms后,自动解除封锁,实现高压自动重启;在设定时间段内,高压放电故障发生次数,超过设定次数,则判为“永久故障”,此时与处理其他故障类型的措施一样,切断电网供电电源和高压设定信号,待故障排除后,再手动重启高压[2]。
2 实验结果
实验参数:加速电压80 kV,束流50 mA。图4为实测的运行波形。
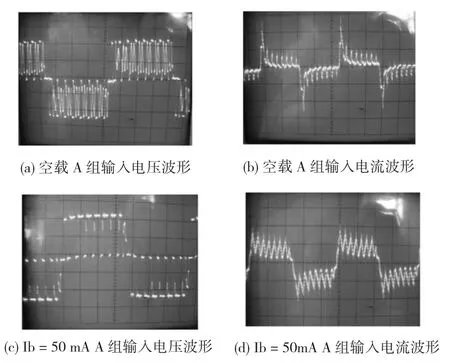

图4 实际运行波形图
由实验结果可知,加速电压取样电压波形及束流取样电压波形平直,纹波小,运行稳定。
3 结束语
由中频逆变高频PWM实现的高压电源,在交流中间环节实现中频逆变和高频调压后,通过中频高压变压器实现能量的传递、电压值的变换和高压的绝缘,不需要特殊材料,仅使用中频高压变压器和较小的高压滤波电容,就可以实现电子束焊机高压加速电源快速调节,因而制造工艺更简单,设备体积更小,制造成本也更低,同时具有输出电压纹波系数小、故障快速截止保护和放电自动重启等优点。
[1]莫金海,韦寿祺,何少佳,邹云屏.新型PWM-BUCK电子束焊机稳定高压电源的设计[J].焊接学报,2009,30(6):34-38.
[2]韦寿祺,何少佳.电子束焊机高压电源快速保护措施[J].电焊机,2004,34(8):56-58.
猜你喜欢
电子设计工程(2022年23期)2022-12-01
机电安全(2022年4期)2022-08-27
设备管理与维修(2021年23期)2021-02-10
铁道通信信号(2020年12期)2020-03-29
焊管(2020年12期)2020-02-24
制造技术与机床(2019年12期)2020-01-06
汽车文摘(2017年6期)2017-07-18
制造技术与机床(2017年3期)2017-06-23
电子制作(2017年8期)2017-06-05
中国医疗器械杂志(2017年1期)2017-02-16