水轮发电机组座环加工工艺方法的研究
2012-04-13 11:37文权
科技视界 2012年26期
文 权
(东方电气集团东风电机有限公司 四川 乐山 614000)
水轮发电机组座环加工工艺方法的研究
文 权
(东方电气集团东风电机有限公司 四川 乐山 614000)
结合大中型水轮发电机组座环的特点,针对传统工艺路线的弊端,提出了新工艺路线改进的方法,有效地提高了座环加工的效率,提升了产品的加工精度。
座环;加工;工艺路线
0 引言
对于大中型水轮机而言,座环存在着体积大、重量大等特点。因此考虑到加工,运输等问题,常采用4分瓣的焊接结构。它与导水机构部件(如顶盖、底环等)的配合,由垫片进行调整。若座环平面在工地加工,其精度的偏差大小是否符合图纸的设计要求,主要取决于车间内4瓣加工之后,焊接而成的整圆质量和划线的精确性。因此,座环作为整机的支撑部件和过流部件,质量的高低非常重要。
1 工艺路线
1.1 分瓣面的加工
座环分瓣面的加工精度通常要求在3.2以内,因此,需采用高精度的数控铣床对其加工。这样能够较好地确保分瓣面的粗糙度符合图纸设计要求。对于大中型机组的座环而言,按图纸要求,合缝面间隙允许控制在1mm以内。
1.2 工艺改进方法的提出
传统的工艺方法加工过程比较复杂,耗费时间较长,因此,本文提出了新的工艺路线。主要思路是:(1)单瓣数控加工合缝面;(2)加工完成后,再组成整圆(图1)。
该路线的要点是:检测手段必须精确,严格而准确地确保分瓣件的既定基准线尺寸及位置,控制偏差范围。
新的工艺路线提高了产品的加工效率,减少了镗床加工的,缩短了装配时间,而且加工精度更高,间隙误差基本控制在0.1mm以内。
1.3 精确的找正、测量方式
分瓣座环的组合质量,和每一个加工工序紧密相关。在加工和装配过程,利用水准仪找正的方法,可有效控制误差,将误差范围控制在0.5mm<的范围内;同时,采用管形测力计测量半径,能够避免人工检测的偏差。事实证明,采用上述新工艺路线和检查方法,厂内加工的大中型座环均一次性成功组合,且划检、水平及圆度质量较高。
1.4 分瓣面U型坡口工艺改进
传统的分瓣面U型坡口基本是在镗床上加工,主要缺点是:较费时。尤其是坡口尺寸较大的时候。因此,本文提出了一种机加工结合人工操作的坡口加工方法(图1)。具体思路是:(1)精确气割、铲磨打磨、再划线标记,削除余量。(2)镗床加工、铲磨打磨。合缝面加工之时,需进行划线位置的坡口基准面加工操作。(3)数控镗床加工、铲磨打磨,利用数控加工方式粗加工坡口。机加工和人工操作相结合,保证了产品较高的质量。
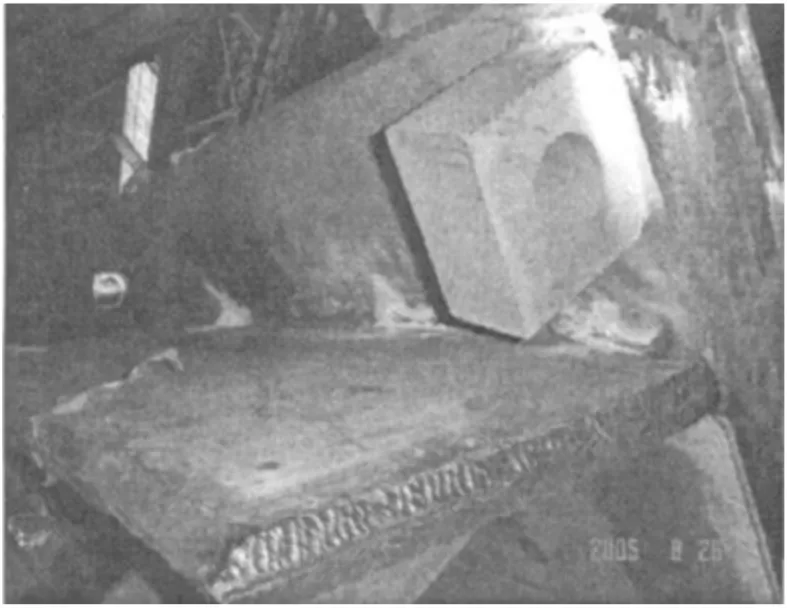
图1 气割加工
2 结语
大中型水轮发电机组座环新工艺方法的提出改进了传统工艺路线的不足,提高了生产效率,确保了产品质量,为今后的大型设备的加工、制造等提供了行之有效的技术方案。
[1]小湾水电站大型座环现场加工工艺[J].云南水力发电,2008(4):33-36.
文权(1969—),工程师,主要从事水轮机、汽轮机等产品的施工、装配等工作。
周娜]
猜你喜欢
中国金属通报(2022年1期)2022-06-02
装备制造技术(2021年2期)2021-07-21
锻压装备与制造技术(2021年2期)2021-07-19
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年6期)2018-01-19
兰台世界(2017年12期)2017-06-22
水电站机电技术(2016年1期)2016-02-28
大型铸锻件(2015年4期)2016-01-12
应用科技(2015年5期)2015-12-09
水电站机电技术(2014年1期)2014-09-26