薄板焊缝超声检测
2012-08-22 08:02相庆
科技视界 2012年35期
相 庆
(中国石油化工集团公司胜利石油管理局海上石油工程技术检验中心 山东 东营 257000)
无损检测行业标准JB/T4730.3-2005《承压设备无损检测 第3部分:超声检测》标准中规定承压设备超声检测适用范围为“母材厚度8mm~400mm全熔化焊对接接头的超声检测。母材厚度为6~8mm的全熔化焊对接接头的超声检测应按照附录G(规范性附录)的规定进行”。但是随着轻型钢结构地兴起和发展,在现今的钢结构工程中经常会遇到构件母材板厚小于6mm的情况。对厚度小于6mm的板材焊缝无法进行行之有效地检测。而即使采用X射线对薄板焊缝进行检测也存在对人和环境危害大,对裂纹、未熔合等危害性缺陷漏检率高等缺点。因此研究薄板焊缝超声检测的可行性和检测方法就显得非常重要。
1 薄板焊缝超声检测的可行性
薄板焊缝不宜进行超声检测的理论依据
根据声学理论基础,在近场区进行超声波检测对定量是不利的,处于声压极小值处的较大缺陷回波可能较低,而处于声压极大值处的较小缺陷回波可能较高,这样就容易引起误判,甚至漏检。由于薄板焊缝的母材板厚较薄,基本都处于超声场的近场区,因此为避免误判、漏检,薄板焊缝不宜进行超声检测。
2 薄板焊缝超声检测方法
根据声压原理,实际固体介质中声压分布趋向平缓,而且对某一固定探头的相对固定的某一声程处其声压具有稳定性。因此,在保持一定精度的前提下,根据实际工程操作条件,选用特定的探头,对比试块,充分考虑材质、衰减、耦合等一系列外界影响因素修正后的波幅数据和实际波幅数据之间的误差是可以控制在工程允许范围内的。
2.1 探头的选用
检测时,应尽可能使直射波的声程不在近场区内,使声程范围在一倍近场区长度到三倍近场区长度之间,这样有利于检测时避免误判、漏检缺陷。
2.1.1 检测频率的选择
为提高探头指向性和分辨率,以满足检出尺寸较小缺陷的要求,需采用较高的检测频率;但频率提高同时也会增大声波近场区长度。通过实践,建议选择频率为5MHz的探头比较合适。
2.1.2 探头K值的选择
由于板厚较薄,为了使直射波能够扫查到焊缝的中下部分,选用K值较大的,前沿较小的斜探头。当探头K值增大时,声波在钢中近场区长度将减少,有利于超声检测,但如果K值太大的话,容易形成表面波,干扰检测结果的判定。经过研究对比,选择聚枫树脂楔块的探头,其纵波声速为2250m/s,比有机玻璃小些,这样对减小探头前沿和增大K值有利,在钢中近场区长度为4.62mm,对应的钢中近场区深度为1.47mm。
2.1.3 选用双晶探头(TR探头)
双晶探头采用特殊的延迟块设计,缩短了钢材中近场区长度,这对薄板焊缝检测是有利的。除此之外双晶探头还具有灵敏度高,杂波少盲区小,超声波能量集中在棱形探测区域内且可通过调节入射角度来调节探测范围等优点。但探测范围无法调节到焊缝上部,当实际检测中一般将双晶探头用来验证下部缺陷。根据实践经验,推荐将双晶探头入射角调节到9~11°附近。
2.2 对比试块的选用
JB/T4730.3-2005《承压设备无损检测 第3部分:超声检测》标准中规定母材厚度为6~8mm全熔化焊对接接头的超声检测试块采用CSK-ⅡAm,对于4~6mm的薄板超声检测,我们仍采用CSK-ⅡAm试块。
3 薄板焊缝超声波检测实验
3.1 设备调节与检测
时基线扫描的调节是焊缝超声波检测的重要环节,特别是在薄板焊缝超声检测中,由于板厚小,扫描速度条件的准确性,扫描比例的合理性就更为重要。由于薄板焊缝超声检测的垂直声程很小,时基线扫描的调节比例不宜按垂直1:1调节,建议按水平1:1调节。
对焊缝进行单面双侧扫查,扫查速度不宜大于150mm/s,相邻两次探头移动间隔保证至少有探头宽度10%的重叠。找到缺陷后,按JB/T4730.3-2005要求进行定量、定位、测长,且可根据经验进行定性,最后按标准规定评定缺陷的等级。
3.2 检测对比试验
我们制作了9个有缺陷的焊接试样,利用上述薄板焊缝进行了超声波检测,另外辅以X射线检测验证,测试数据见下表:
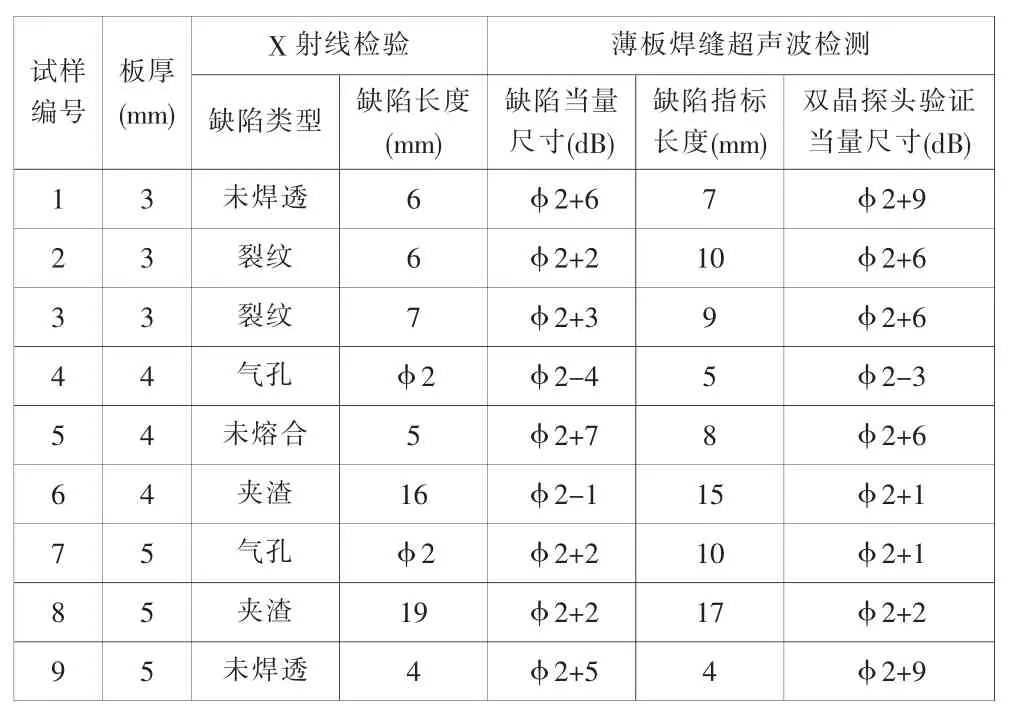
试样编号板厚(mm)X射线检验 薄板焊缝超声波检测缺陷类型 缺陷长度(mm)缺陷当量尺寸(dB)缺陷指标长度(mm)双晶探头验证当量尺寸(dB)1 3 未焊透 6 φ2+6 7 φ2+9 2 3 裂纹 6 φ2+2 10 φ2+6 3 3 裂纹 7 φ2+3 9 φ2+6 4 4 气孔 φ2 φ2-4 5 φ2-3 5 4 未熔合 5 φ2+7 8 φ2+6 6 4 夹渣 16 φ2-1 15 φ2+1 7 5 气孔 φ2 φ2+2 10 φ2+1 8 5 夹渣 19 φ2+2 17 φ2+2 9 5 未焊透 4 φ2+5 4 φ2+9
根据对比试验可以看出,对于未焊透缺陷超声波检出率较高,缺陷波幅高,测长与射线检出尺寸较吻合;单个气孔的波幅较低,超声波测长比射线所检出尺寸大;夹渣波幅较低,超声波测长与射线所检出尺寸相差不大;裂纹和未熔合缺陷波幅高,检出率高,超声波测长与射线所检出尺寸相差较大。
4 结论
文章研究了薄板超声检测的可行性和检测方法并通过试验对比验证,为寻求高效率的薄板焊缝超声检测提供了思路。薄板焊缝超声波检测是可以运用在工程检测中的。其对各种缺陷,尤其是裂纹,未熔合等危害性缺陷有相当高的检出率,且超声检测具有检测效率高劳动强度低等优点。在操作时宜结合适当的专用试块选用双晶探头,对焊缝中下部缺陷有较高的检出率和更精确的检测数据,可用来检测焊缝下部危害性缺陷。
猜你喜欢
数学物理学报(2022年4期)2022-08-22
癫痫与神经电生理学杂志(2022年6期)2022-02-10
数学物理学报(2021年3期)2021-07-19
重型机械(2020年2期)2020-07-24
汽车工程(2018年12期)2019-01-29
西南交通大学学报(2016年4期)2016-06-15
华北电力大学学报(自然科学版)(2016年3期)2016-04-25
电测与仪表(2016年9期)2016-04-12
焊接(2016年5期)2016-02-27
焊接(2015年10期)2015-07-18