
浅谈螺纹滚压加工技术
2012-09-07 09:31张秀梅
中国新技术新产品 2012年12期
张秀梅
(沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
当前,随着市场需求个性化与多样化的不断发展,塑性成形与磨削加工相结合,取代大部分中小零件的切削加工将成为本世纪的发展趋势,螺纹滚压成形技术将推进制造加工业向精密、精确、少能耗、无污染方向发展,并成为绿色制造的重要组成部分。
1 螺纹滚压原理
工件毛坯的金属矩阵最初通过滚丝轮的作用力而压缩,从而进行塑性屈服,最终在工件毛坯中形成螺纹形状。
螺纹滚压一般在滚丝机,搓丝机或在附装自动开合螺纹滚压头的自动车床上进行﹐适用于大批量生产标准紧固件和其它螺纹联接件的外螺纹。滚压螺纹的外径一般不超过25 毫米﹐长度不大于100 毫米﹐螺纹精度可达。滚压一般不能加工内螺纹﹐但对材质较工件可用无槽挤压丝锥冷挤内螺纹(最大直径可达30 毫米左右)﹐工作原理与攻丝类似。冷挤内螺纹时所需扭距约比攻丝大1 倍,加工精度和表面质量比攻丝略高。
适用材料较广,几乎所有的钢材,铝,铜及其他轻金属合金都可以,主要取决于该材料的塑性和抗拉强度及硬度,这三者之间密切相关,一般而言,如果硬度和强度越高那么延伸率就越差,反之亦然,也就是说最适合滚压的材料很难切削。螺纹滚压依赖于基材的塑性-即基材的变形能力,以便永久地将滚轮的形状压在工件的坯件中。被切削材料良好的塑性通常会导致形成胶质切屑,并在刀具上形成积屑瘤。例如铸铁没有合适的流动特性,因此不适合进行螺纹滚压加工。
2 螺纹滚压的优点
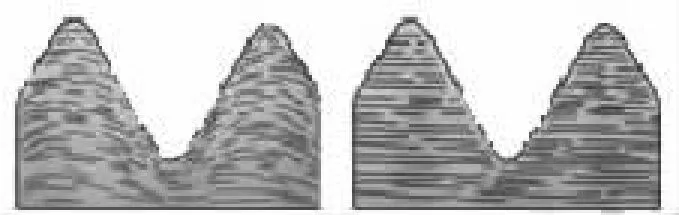
假定工件材质满足滚压的屈服和流动要求,滚压加工出来的螺纹与其它生产方法相比,物理特性得到提高,表面粗糙度小于车削、铣削和磨削滚压后的螺纹表面因冷作硬化而能提高强度和硬度母材的压缩导致因金属矩阵的压缩而引起工件硬化,它会在螺纹中产生疲劳阻力。螺纹滚压应该在热处理之后进行,车削和磨削可以在硬化前也可以在硬化后进行。下图示意了滚压螺纹(左)与切削加工螺纹(右)微粒流之间的区别。
材料利用率高,螺纹滚压是由滚轮的位置将螺纹中径保持在预定尺寸,因此错位的材料实际上延长了工件毛坯,移动的材料量依据被滚压螺纹的尺寸和形状而定。与螺纹车削或切削相比,螺纹滚压可以节省15~20%的材料,在大批量生产中,这个数据就意味着很大一批原材料。生产率比切削加工成倍增长,且易于实现自动化。滚压模具寿命很长,相对螺纹车削或切削加工节省了刀具消耗费用。
3 螺纹滚压的影响因数及参数的确定
成功的螺纹滚压取决于若干应用参数。在这些参数中有待滚压螺纹的类型、大径、节距和齿根深度等。螺纹滚压另外还要考虑的方面包括毛坯的压延性以及冷流动性等。
材料流动率是根据指定的毛坯直径及变化率计算的。超出或低于该直径都将加工出不合格的螺纹。所以确定毛坯直径值在滚压加工中起着举足轻重的作用。根据我们车间实际生产过程积累的经验,一般毛坯直 径 d=(d2 ±0.03)-0.02,d2(螺纹中径)具体加多少需要根据要滚压的材料及螺纹类型等因数而定,例如滚压普通螺纹,GH4169 等高温材料一般以d2作为毛坯直径尺寸,38CrA,1Cr18Ni9Ti,1Cr11Ni2W2MoV 材料以d2-0.01的值作为毛坯直径尺寸;滚压CG 过盈螺纹时一般要比普通螺纹的毛坯直径值大 0.01。公式 d=(d2 ±0.03)-0.02 中公差0.02 有时也取0.01,视情况而定。由于螺纹滚压成型与工件毛坯具有非常密切的关系,毛坯直径过小将无法完全流进滚轮拉丝模,就会造成滚压出的螺纹牙的不完整,不能同时满足螺纹中径和大径的尺寸要求。毛坯直径过大,将造成滚压出的螺纹超出中径或大径尺寸,或螺牙大径上产生挤裂现象,同时还将对滚轮和滚轮架施加不必要的压力,从而可能导致螺纹滚压单元损坏,因此毛坯直径确定一定要非常精确,在实际生产中毛坯直径值往往通过是试件加工获得。
在进行滚压螺纹时,通过移动母材来将螺纹形状压到工件毛坯中。这种移动的一个关键参数是螺纹齿根形状及相关尺寸。随着滚轮把将形成根部的材料错位,材料将从径向和轴向由根部流出。齿根深度尺寸越大在滚压螺纹时根部内被挤出的金属量越多,反之越少;牙底圆角半径越大被挤出的金属量越少,反之越多;齿深相同,圆弧形牙底较平底形挤出的金属量要少。根据材料移动量的多少,相应的调整毛坯直径尺寸。
滚压成型的原理就是塑性变形,在滚压螺纹时基本上是恒等体积的形状变化,由于零件受到外力的作用,在其轴向方向上也会产生微量的伸长,故滚压后螺纹顶端面呈碟状,由于轴向上伸长量的存在,也就减少了材料在径向上的增长,螺纹长度越长,其单位长度上担负的轴向伸长量越小,反之越大。在螺纹长度尺寸较小的情况下,确定毛坯直径值时应适当加大。在滚压螺纹后螺纹长度不再切削加工时,螺纹滚压的长度应较设计要求尺寸略小,以消除滚压伸长的影响。
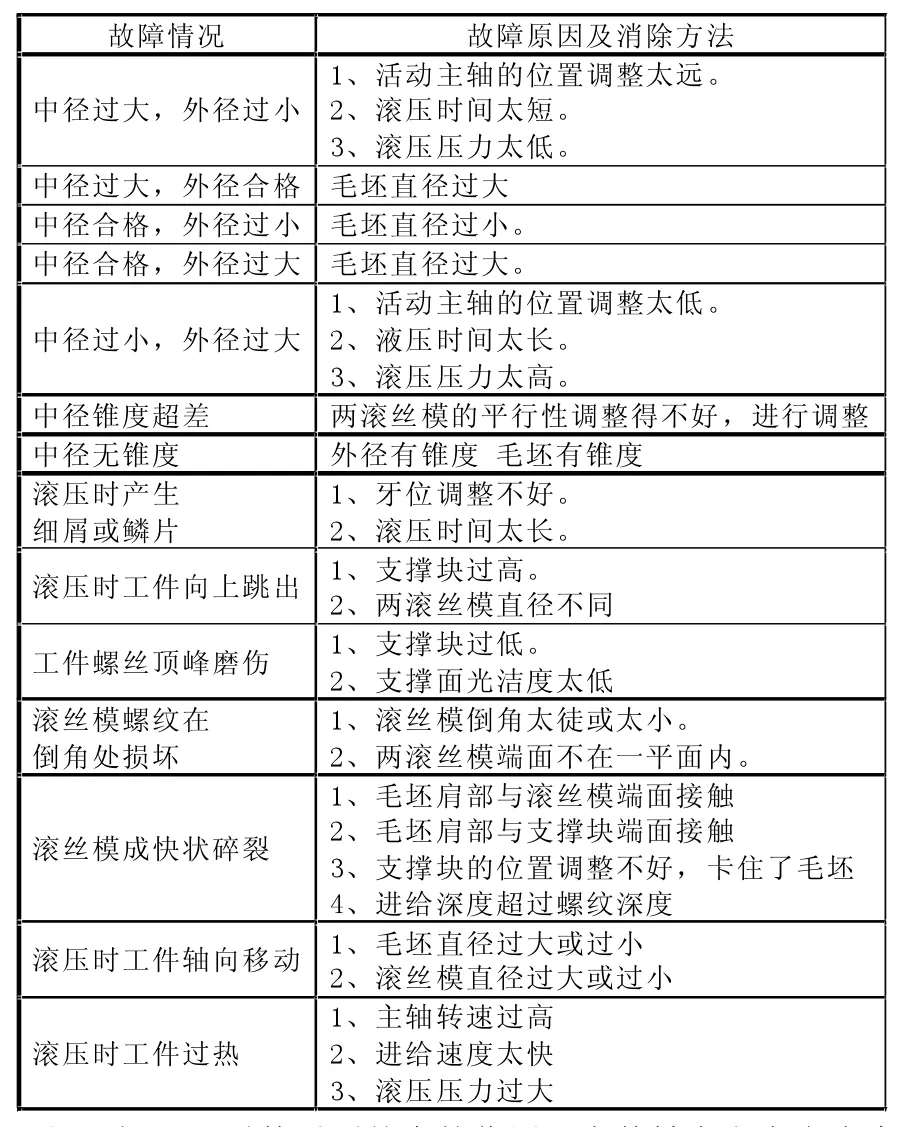
表1
在滚压螺纹前,毛坯顶端上应车倒角,以便减小滚压时滚丝轮承受的来自工件的变形抗力,延长滚压工具的使用寿命,根据以往经验,一般按30 度倒角,以使得滚丝轮上的螺牙受力趋近平衡,减少变形。同时也可达到螺纹首尾标准要求。
4 螺纹滚压时可能发生的故障及消除方法(见表1)。
[1] 《螺纹滚压有优势》[D].中国机械网
[2] 《螺纹的滚压加工》[J].机械制造期刊
[3] 《滚压螺纹》[J].金属加工工艺与设备期刊
猜你喜欢
机械制造与自动化(2022年1期)2022-02-25
世界有色金属(2020年11期)2020-09-01
湖南林业科技(2020年3期)2020-08-11
绿色科技(2019年9期)2019-11-29
冰雪运动(2019年2期)2019-09-02
科技创新与应用(2018年5期)2018-02-03
阅读(中年级)(2016年11期)2017-01-23
中国林业产业(2016年5期)2016-04-03
金属加工(冷加工)(2015年1期)2016-01-27
现代制造技术与装备(2015年4期)2015-12-23
