Smart Crown窜辊技术在济钢4300线的应用
2012-09-08 11:55供稿王振华焦广亮刘志刚唐国红薛艳龙
金属世界 2012年4期
供稿|王振华,焦广亮,刘志刚,唐国红,薛艳龙
WANG Zhen-hua, JIAO Guang-liang, LIU Zhi-gang, TANG Guo-hong, XUE Yan-long
Smart Crown窜辊技术在济钢4300线的应用
Application of Smart Crown in 4300 Plate Mill of JIGANG
供稿|王振华,焦广亮,刘志刚,唐国红,薛艳龙
WANG Zhen-hua, JIAO Guang-liang, LIU Zhi-gang, TANG Guo-hong, XUE Yan-long
内容导读
Smart Crown(Sine Contour Mathematically Adjusted and Reshaped by Tilting)是SVAI(奥钢联)的专利技术,是知名度较高的板形平直度控制技术。文章介绍了Smart Crown板形控制技术的原理及技术特点,并通过生产实践证明,使用Smart Crown技术后,轧机板形控制能力显著提高,同时轧辊磨损均匀,工作周期显著延长。
Smart Crown(Sine Contour Mathematically Adjusted and Reshaped by Tilting)是SVAI(奥钢联)的专利技术,是知名度较高的板形平直度控制技术。相对于常规带有弯辊装置的机架,Smart Crown的优势在于:
——使用较少的轧制道次,提高产量。尤其是轧制较薄和强度较高的产品时,Smart Crown技术允许使用更高的轧制力,仍可获得良好的板型。
——更宽的板形平直度控制范围。这可以更容易地获得良好的板形和精确的目标平直度。
——轧辊磨损均匀,工作周期显著延长,减少换工作辊次数。
该系统是在“三次辊型曲线”控制技术基础上形成的,而“三次辊型曲线”技术是公认的成熟技术,已在世界众多冷轧、热轧厂使用。SVAI在多年实践基础上,经过不断开发和升级,形成了Smart Crown技术[1]。
Smart Crown技术的基本原理与“三次辊型曲线”非常相似,两个技术都是利用调整工作辊横向位置,来调节辊缝形状,从而获得要求的板型。如图1所示,当上辊右移下辊左移时,两辊的凸峰逐渐接近,即钢板中心辊缝逐渐减小,钢板边缘辊缝逐渐增大,也就是说轧后钢板的凸度呈减小趋势;当上辊左移下辊右移时,两辊的凸峰逐渐远离,即钢板中心辊缝逐渐增大,钢板边缘辊缝逐渐减小,也就是说轧后钢板的凸度呈增大趋势。

图1 Smart Crown窜辊示意图
Smart Crown辊型曲线
尽管基本原理是一样的,但CVC辊型曲线为三次多项式,辊缝形状为二次曲线。而Smart Crown辊型曲线为正弦和线性方程的迭加函数,集合了正弦曲线和线性方程的优点。
确定了辊型曲线的各个参数,就可以得出辊型曲线,济钢4300线精轧机工作辊型曲线如图2示,很明显上下辊的辊型曲线是对称的。
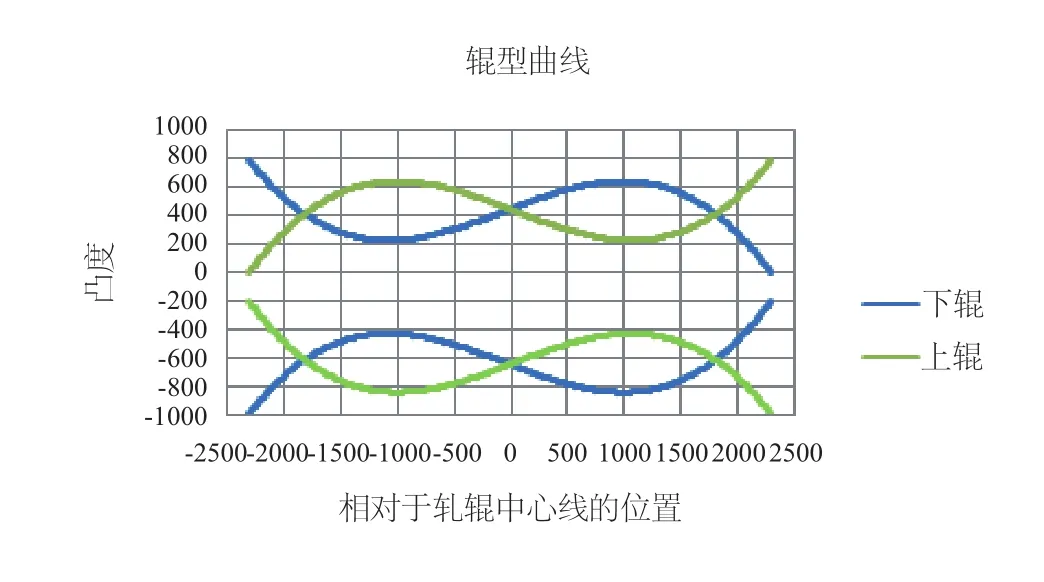
图2 济钢4300线工作辊辊型曲线
Smart Crown的应用效果
Smart Crown于2010年12月在济钢4300线投入使用,并取得良好效果。
采用Smart Crown前后钢板凸度对比
采用平辊时,随着轧制量的不断增加,轧后钢板凸度逐渐增大,在轧辊末期可以达到0.3mm以上。但是采用Smart Crown辊以后,轧后钢板凸度控制水平明显提高,即使到了轧辊末期钢板凸度命中率依然很高。图3为采用Smart Crown前后一个轧制周期内钢板凸度对比。

图3 采用Smart Crown前后钢板凸度对比
采用Smart Crown后轧辊在机时间及辊耗
采用Smart Crown后,工作辊在机时间明显延长,换辊周期由原来的3个班次延长到5个班次左右。同时工作辊磨损更加均匀,轧辊消耗大大降低。图4为采用Smart Crown前后6个月的轧辊消耗对比,辊耗由使用平辊时的每吨钢0.37 kg降低到每吨钢0.25 kg。
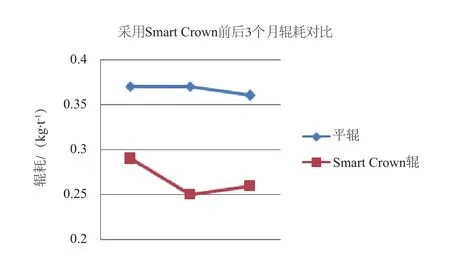
图4 采用Smart Crown前后3个月辊耗对比
结束语
根据Smart Crown的工作原理及辊型曲线方程推导出了工作辊等效凸度方程,为实际生产中轧机板形控制提供了理论依据.
采用Smart Crown以后,轧机板形控制能力得到有效改善,一个轧制周期内钢板凸度命中率大幅提高。
采用Smart Crown以后,工作辊在机时间明显延长,而且工作辊磨损更均匀,磨削深度减小,轧辊消耗大大降低。
[1] A.Seilinger, A.Mayrhofer,A.Kainz. Smart Crown-改善轧机凸度和平直度控制的新系统.中国冶金,2003,(1):42
[2] 杨光辉, 曹建国, 张杰, 等.Smart Crow四辊冷连轧机工作辊辊形.北京科技大学学报, 2006, 28(7):669-671.
[3] 刘光明,邸洪双,常安.CVC轧机辊形曲线设计及等效凸度探讨.东北大学学报(自然科学版),2008,29(10):1443-1446.
book=16,ebook=34
济南钢铁股份有限公司,山东,济南 250101
王振华(1984.05—),男,2007年毕业于北京科技大学材料成型及控制工程专业,助理工程师
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
山东冶金(2022年1期)2022-04-19
冶金设备(2021年4期)2021-10-29
重型机械(2021年2期)2021-05-06
中南大学学报(自然科学版)(2020年11期)2020-12-18
重型机械(2020年3期)2020-08-24
山东冶金(2019年6期)2020-01-06
山东冶金(2019年5期)2019-11-16
金属世界(2019年1期)2019-03-12
山东工业技术(2016年15期)2016-12-01