
价值流在轴承零件加工中的应用
2012-10-11 03:11刘英学李博文
哈尔滨轴承 2012年4期
刘英学,刘 莹,李博文
(1.中航工业哈尔滨轴承有限公司 研发中心,黑龙江 哈尔滨 150036 2.中航工业哈尔滨轴承有限公司 市场营销部,黑龙江 哈尔滨 150036)
1 前言
随着生产管理的发展,精益生产已成为现代企业所追寻的目标。精益生产管理,是一种以客户需求为拉动,以消灭浪费和不断改善为核心,使企业以最少的投入获取成本和运作效益显著改善的一种全新的生产管理模式。它的特点是强调客户对时间和价值的要求,以科学合理的制造体系来组织为客户带来增值的生产活动,缩短生产周期,从而显著提高企业适应市场万变的能力。精益生产共有十大工具,其价值流图在应用中比较直观,能了解产品在加工过程的状况,对于企业持续改进,实施精益生产来说是十分重要的,能够更好地发现产生浪费的根源并消除,以保证设计的工艺过程经济性高。下面将如何应用价值流图的方法介绍给读者,仅供参考。
2 价值流的应用
所谓价值流,是当前产品通过其基本生产过程所要求的全部活动。这些活动包括给产品增加价值和不增加价值两部分,包括了从产品最基本的原材料阶段一直到交付顾客的全部过程。它是一张清晰的图,对工艺过程的安排是否符合精益生产要求及如何改进提供了有效依据。
价值流又称为价值流图分析技术。 价值流图分析技术作为一个有效的工具,可以通过做图的方法,帮助企业考虑整个产品价值流的流动。企业生产品价值流动,不是只考虑孤立的过程,是按着工艺过程排列的,使设计者能够对其整个价值流进行持续的、系统化的改进,提高企业的效益和在市场中的竞争能力。 利用价值流图分析技术,不仅能够消除浪费,还可以消除产生浪费之根源,价值流图分析技术已为很多企业接受和采用,对实施精益生产起到了良好的效果,也是验证工艺过程是否适应精益生产的工具之一。
3 价值流图的绘制要求
3.1 收集信息
客户需要的数量是多少如每月需要多少件产品,应用中可以理解为下工序就是客户。
3.2 深入现场了解全过程
必须深入生产一线,了解每一道工序加工的情况。
3.3 填写数据表
将每一道工序的人员、机床的能力、班次、准备时间、加工时间、在制品数量、检验时间等填入数据表。
3.4 库存
每一道工序存在的在制品数量。
3.5 收集供应商信息
每月需求产品的数量。
3.6 信息流
客户将信息传达给制造者的方式及在制品加工时间。
3.7 时间线
绘制生产交付的周期,时间上的数据相加。
3.8 绘制现状价值流图的注意事项
了解并画出工厂内部材料流程图,也是工厂内的基本生产过程,将能够连续进行的过程列入一个框内,无法连续的,在两框之间用库存三角分开。三角框内的I表示在制品数量。
收集并记录每个生产过程的数据放入方框内,在每个方框内记录的主要数据包括换活时间、操作人数、循环时间、设备可靠率、单机超差等与过程改进有关的数据。注意,这些数据应是现场收集的,而不是某些资料记载。
了解库存情况,应对所有库存(包括线上在制品库存)进行盘点,然后记载库存在三角框下面。
4 价值流图的绘制方法
4.1 原有生产过程的价值流图
我公司开发一种新产品如图1所示,客户每月要求1 200件,某车间共有20台车床,按原有工艺过程安排后其价值流图如图2所示。
从工艺过程分析看不出问题,但从精益生产这方面考虑,加工周期较长无法满足客户要求。为此得改变工艺方法。
(1)从原工艺程看生产周期22.75天(各个时间线上的数据相加),3.75+0.75+5+3.75+1+1+3.75+1.25+0.50.5+2.5=22.75天。
(2)循环时间这里是切削时间工序1里的是15min。

图1 产品结构图
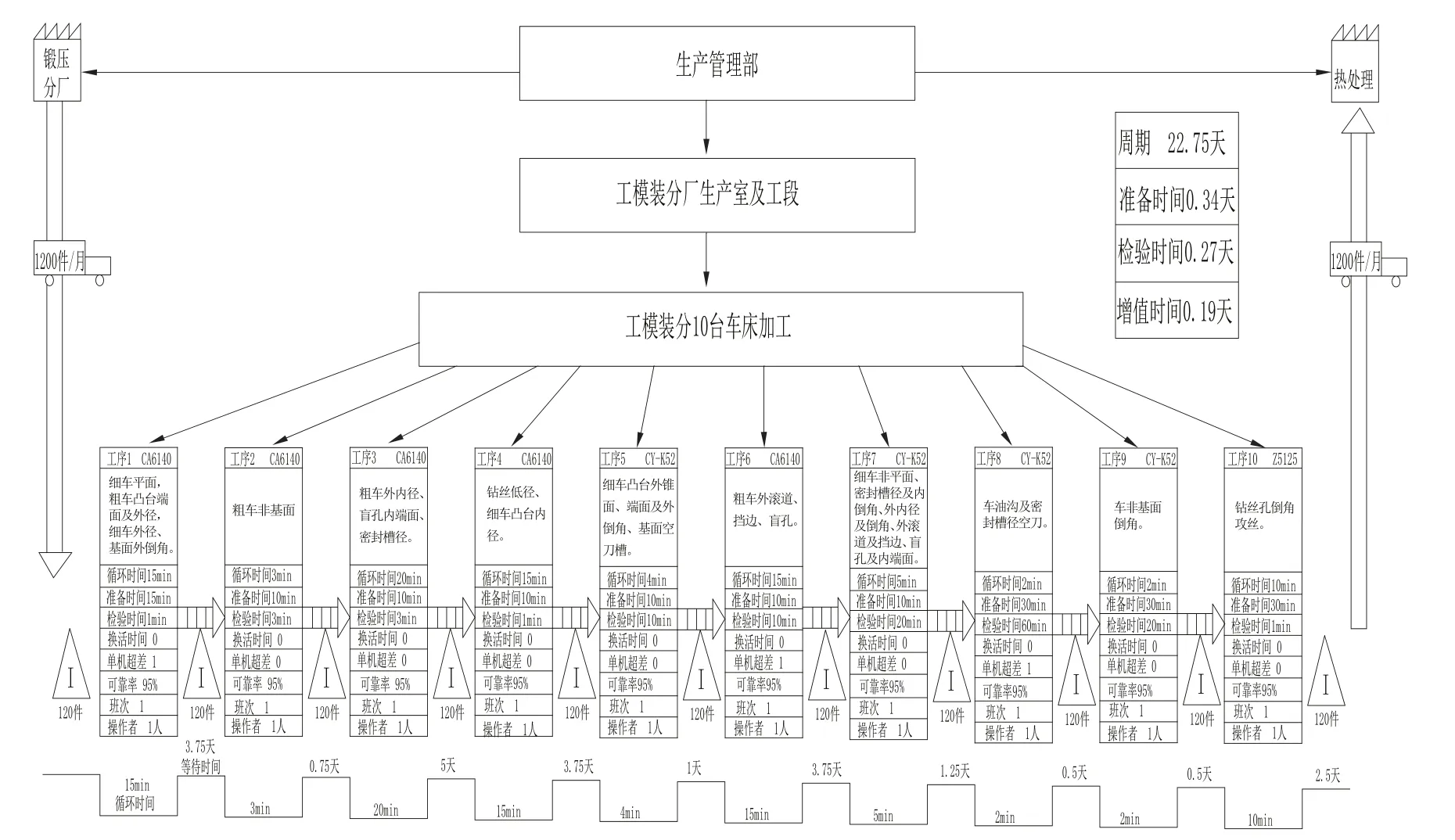
图2 改善前价值流图

图3 改善后价值流图
(3)时间线上的数据计算,也可以称为等待时间。加工一定数量在制品所需的时间(如果检验时间及准备时间过长,计算时必须考虑在内)。如本文检验时间及准备时间不长,可以不计算在内。等待时间=单件循环时间×加工的数量÷60分钟÷8小时=15×120(件)÷60÷8=3.75天
(4)工模装分厂20台车床安排了10台,势必影响分厂其他正常产品的生产。
分析各个工序存在问题。工序 1、工序 2、工序 3、工序 6 的机床是CA6140,切削工件时均是手动进刀,其尺寸控制均靠操作者的经验,操作者是边加工边测量,使用的测量工具为卡尺和内径测量仪,从操作到测量效率都较低,工序 9 测量更为繁琐,用的是卡尺和角度尺。工序 8 与工序 9 加工较为单一。工序10的操作者加工时间可以缩短、操作也可改为简单一些。
4.2 改善后的价值流图
改善后的价值流图见图3 所示。
(1)从改善后价值流程看,加工周期是14.92天,周期缩短了7.83天。
(2)工序1到工序 4 安排在小型圆锥轴承分厂,将工件的粗车及精车外径工序完成,设备型号是C7220自动液压仿形车,操作者只需上料、下料即可。循环时间由原来的15min缩短到0.33min。并且大大降低了操作者的劳动强度。
(3)工件进入工模装分厂后将车油沟工序与非基面外倒角工序合并起来。工序 9、10、11加工时间变得一致,使得这 3 道工序的生产节拍变得一致。将钻丝孔倒角与攻丝分开,减少了加工时间,使得操作简单,缩短了循环时间。
(4)工序11的车非基面倒角由原来的卡尺及角度尺测量改为用样板测量,减少了测量时间。
改善后工序虽然增加了,但总体的加工周期却缩短了,操作者加工难度及劳动强度也相应降低了。精益改善不是一步到位的,它是永无止境的,此次的改进只是针对工艺过程的改进。从价值流图上看制造产品的进度及质量是否满足用户要求是比较直观的。
3 结束语
通过价值流图,能比较直观地看出哪道工序加工时间多、辅助时间多,为缩短生产周期,根据实际情况考虑哪些是可以减少的,那些是可以在下一个循环中改进的。只有循序渐进才能将改进的成果稳固,使精益生产持续发展。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
化工管理(2021年7期)2021-05-13
石材(2020年4期)2020-05-25
造纸信息(2019年7期)2019-09-10
建材发展导向(2019年10期)2019-08-24
无线互联科技(2018年20期)2018-12-27
制造技术与机床(2017年5期)2018-01-19
中国商论(2016年34期)2017-01-15
温州医科大学学报(2016年9期)2016-10-31
工程建设与设计(2016年1期)2016-02-27
