旋转编码器安装至零位调整装置研制*
2012-10-23 07:51丁仕燕干为民
制造技术与机床 2012年8期
丁仕燕 干为民
(①江苏省数字化电化学加工重点建设实验室,江苏常州213002;②常州工学院机电学院,江苏常州 213002)
一般带转轴的自动化设备在使用过程中需利用旋转编码器检测转轴的角度,当转轴角度为特殊值时(通常为零位置)自动化设备某一零件运动到某一特殊位置,即机构运动到该位置时,与转轴同轴旋转的旋转编码器正好输出零位信号。为了使旋转编码器的输出信号与自动化设备的转轴协同,带转轴的自动化设备在工作前一般需要把旋转编码器先回到零点,作为工作起点。
文献[1]通过与旋转编码器轴连接一个检测凸轮,并在该凸轮径向外侧安装一传感器对凸轮轮廓检测,从而得到相位信息,并确定一个机械工作需要的零点位置之后,传递给PLC,PLC将该零点位置做为旋转编码器动作零点位置,并对机器的各部分发送指令进行顺序控制。因此,文献[1]中零点位置并不是旋转编码器零位,而是对增量编码器脉冲计数开始位置。
由于旋转编码器在安装过程中可能停在圆周方向任意位置,为了使旋转编码器能安装在零位,一般需要断开编码器转轴与自动化设备转轴的连接(编码器转轴可旋转,而自动化设备转轴不动),手工转动编码器转轴直到输出零位信号为止,然后拧紧紧定螺钉使旋转编码器的空心转轴固定在自动化设备的转轴上。因旋转编码器零位在一个精密点,且拧紧紧定螺钉过程中旋转编码器的空心转轴往往会产生微小转动,因此手工调整方法很难把旋转编码器准确、可靠地安装在零位。
至今未发现介绍编码器安装零位调整相关论文。为解决该问题,笔者设计了一种使用方便的旋转编码器零位调整装置。该装置已申请发明专利(申请号:201110433198.9),文中介绍该调整装置结构及其工作方法。
1 旋转编码器安装零位调整装置结构
1.1 旋转编码器安装至零位调整装置总体结构
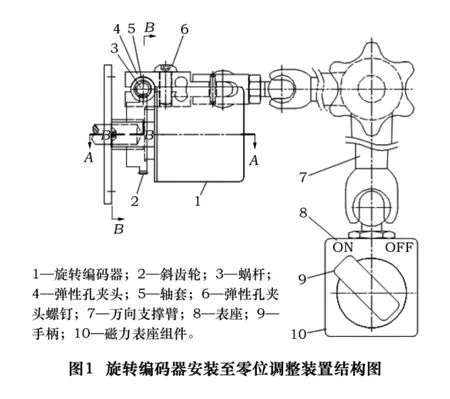
旋转编码器零位调整装置总体结构如图1所示,结构包括:旋转编码器1、斜齿轮2、蜗杆3轴套5和磁力表座组件10;旋转编码器1的空心转轴与自动化设备上某转轴相连,斜齿轮2安装在旋转编码器1的空心转轴上。该斜齿轮(图2)由对称的下、上半斜齿轮1、2组成,彼此由螺钉3连接而成。磁力表座组件10的表座8吸附在被测自动化设备上。蜗杆3安装在轴套5中,轴套5插入磁力表座组件10的弹性孔夹头4中。拧紧螺钉6可使轴套5固定在弹性孔夹头4中。
通过调整万向支撑臂7,可使蜗杆3与斜齿轮2相啮合。蜗杆3转动时驱动斜齿轮2,进而驱动编码器1的空心转轴,旋转编码器输出信号接入编码器采集卡,通过计算机软件即可判断旋转编码器1是否在零点位置。
1.2 蜗杆、斜齿轮装配结构
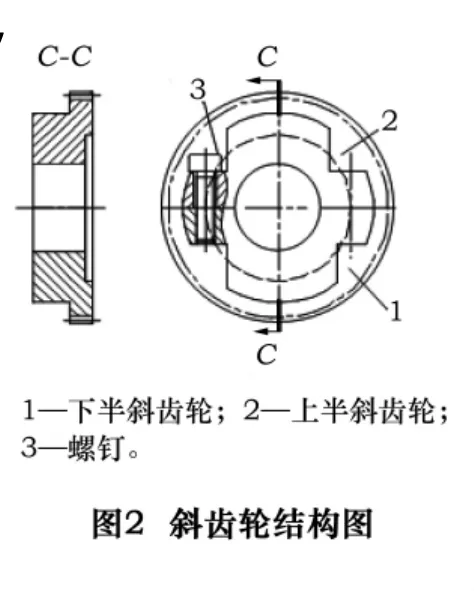
蜗杆、斜齿轮装配如图3所示,在蜗杆5上设有限位台阶6,该限位台阶的外径大于第一限位轴承7内圈的内径,而小于其外圈的内径。为了使蜗杆5在轴套10内不发生轴向窜动,同时又可以灵活旋转,在蜗杆5上安装第一、第二限位轴承7、11。第一、第二限位轴承7、11的外圈与弹性孔夹头8的两端面贴紧。蜗杆5上在第二限位轴承11的后侧依次安装挡圈12和锁紧螺母13。
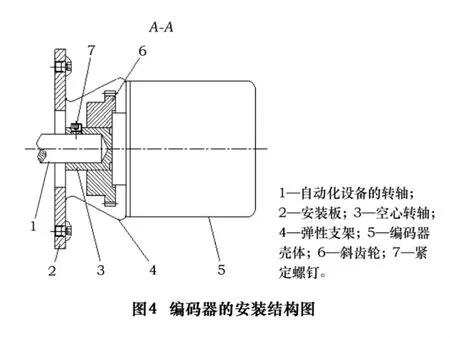
1.3 旋转编码器的安装结构
旋转编码器的安装结构见图4,旋转编码器的空心转轴3与被测自动化设备的转轴1相连;旋转编码器的壳体5通过一弹性支架4固定在自动化设备的安装板2上。紧定螺钉7用于固定该空心转轴3和被测自动化设备的转轴1。
2 旋转编码器零位调整装置工作方法
上述旋转编码器零位调整装置的工作方法包括以下步骤:
(1)首先确定旋转编码器零点大致位置。旋转编码器的输出信号接入编码器采集卡,编码器采集卡插入计算机扩展槽中;用户一手拿着编码器壳体,一手缓慢转动旋转编码器的空心转轴,计算机实时通过编码器采集卡读取旋转编码器的输出信号并显示,此时软件设置为读到零位信号即显示在零位且停止读零位信号。当用户观察计算机显示在零位后停止转动旋转编码器的空心转轴,由于人的反应的滞后,旋转编码器一般不可能正好停止在零位,而是停在零位附近。
(2)旋转编码器的空心转轴插入自动化设备的转轴上,用螺钉把弹性支架固定在安装板上,并将上半斜齿轮、下半斜齿轮安装在空心转轴上。
(3)拧紧图3中的螺钉9,将轴套10夹紧在磁力表座组件的弹性孔夹头8中;转动图1中的手柄9至“ON”,使磁力表座组件的表座8吸附在被测自动化设备上。
(4)如图1,调节磁力表座组件的万向支撑臂的方位,使该万向支撑臂末端的弹性孔夹头4与斜齿轮2相邻,进一步微调该万向支撑臂7使蜗杆3的前端部与上半斜齿轮的中间部位的轮齿啮合。由于已经确定了旋转编码器零点大致位置,因此在实际使用过程中,斜齿轮的旋转角度一般小于45°,所以蜗杆不必在上半斜齿轮、下半斜齿轮的结合面处啮合就能找到零位。
(5)将旋转编码器的输出信号接入编码器采集卡;计算机实时通过所述编码器采集卡读取旋转编码器的输出信号并显示;当显示该旋转编码器不在零位时,用户转动蜗杆,直至计算机显示该旋转编码器到达零位时,停止转动;如图4,拧紧空心转轴上的紧定螺钉7,使空心转轴3固定在自动化设备的转轴上;然后依次移除磁力表座组件和斜齿轮6(如图2所示,斜齿轮是由上、下两半通过螺钉连接而成,只要拧下螺钉,就可移除上、下两半斜齿轮),旋转编码器零位调整工作结束。
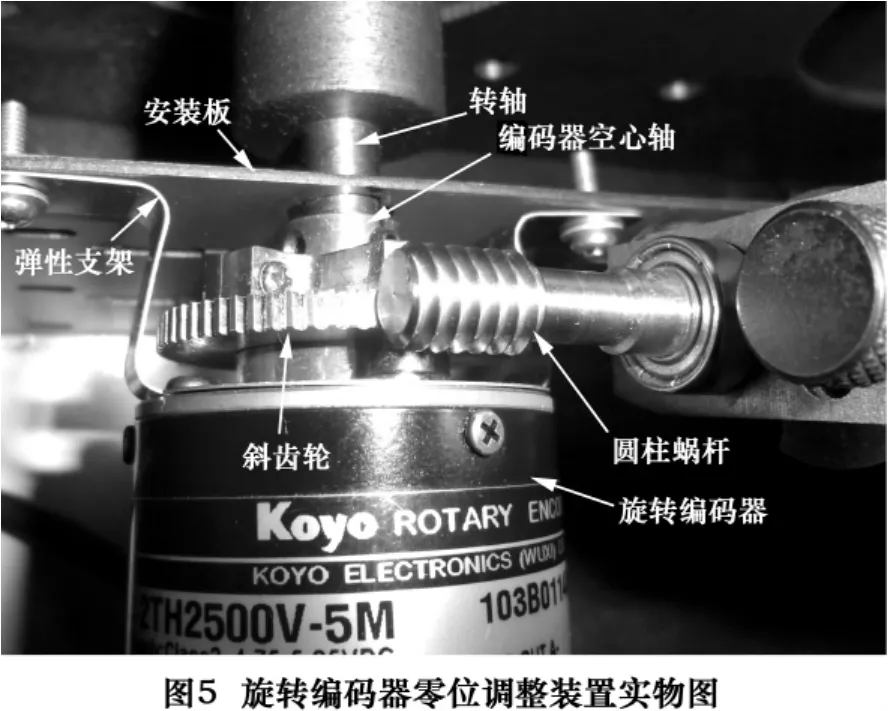
3 实验
笔者已制造出旋转编码器零位调整装置(见图5),并验证了章节2中介绍的旋转编码器零位调整装置的工作方法,实验结果表明该装置及其工作方法可方便、快捷地完成旋转编码器零位调整工作。
4 结语
文中介绍的旋转编码器零位调整装置具有以下优点:
(1)采用圆柱蜗杆斜齿轮机构调整旋转编码器到零位并固定旋转编码器的空心转轴,由于圆柱蜗杆斜齿轮传动机构稳定性较高、减速比大、传动分辨力高,可把编码器空心转轴准确、可靠地停在零位。对于不同规格的旋转编码器只需根据其空心转轴外径(或实心轴外径)提供与之配套的斜齿轮即可工作,通用性较强。
(2)调整装置各部件结构紧凑,并且把易于拆装的磁力表座组件作为圆柱蜗杆位置和姿态调整部件,使得该装置安装简便,拆卸方便。
(3)通过调整磁力表座组件,圆柱蜗杆与斜齿轮可实现无侧隙传动,利用磁力表座组件锁紧作用,可使编码器空心转轴锁紧在零位,在拧紧定螺钉时不发生变动。
(4)上半斜齿轮、下半斜齿轮可由一个完整的斜齿轮经电火花线切割机床剖开,且剖开过程产生的误差对其使用性能无影响。
[1]冯金玉,闫德亮.一种编码器零点检测装置及其检测方法[P].中国专利:200910262869.2,2010-12-01.
猜你喜欢
汽车实用技术(2022年20期)2022-11-02
微特电机(2022年9期)2022-10-15
设备管理与维修(2022年12期)2022-07-21
机械制造(2022年4期)2022-05-10
科学与信息化(2021年12期)2021-12-27
上海大中型电机(2021年1期)2021-06-09
炼油技术与工程(2021年4期)2021-05-03
装备制造技术(2020年4期)2020-12-25
客车技术与研究(2019年5期)2019-10-24
电脑爱好者(2016年23期)2017-01-05