
介绍几种附件头联结盘定位装置
2012-10-24 13:07韩铁柱
制造技术与机床 2012年12期
王 伟 韩铁柱
(齐齐哈尔二机床(集团)有限责任公司,黑龙江齐齐哈尔 161005)
在现代机床的设计过程中,自动化程度的要求越来越高,除了要刀具的自动更换外,机床配备的各种附件头由于重量较大,人工安装较为费力,为了减轻工人的劳动强度,更多的用户在选购机床时,都增加了附件头的自动更换功能。
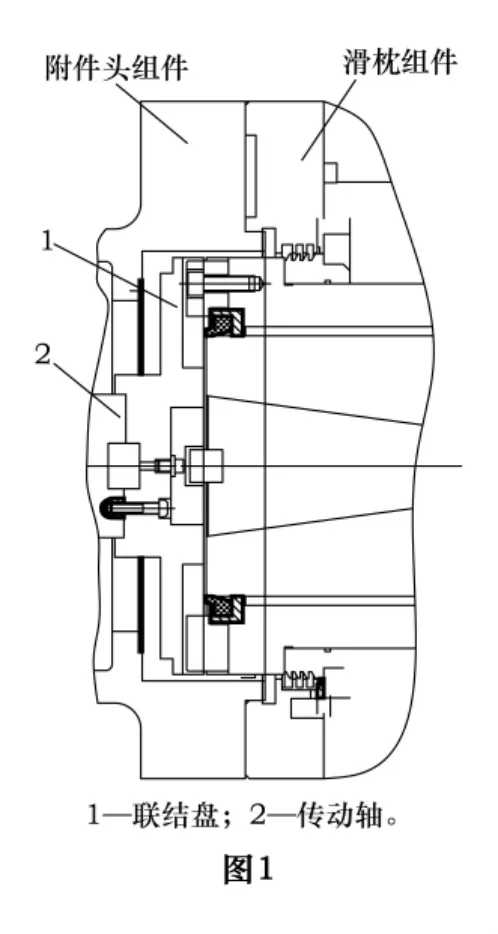
但是由于传统手动安装附件头的结构限制,无法进行自动更换。如图1所示,由于是手动安装,所以在附件头组件与滑枕组件的安装过程中,需要调整联结盘1在圆周方向的位置,使机床的端面键插入联结盘1的键槽中,进而带动传动轴2,实现附件头的刚性传动。但是在不使用附件头时,由于联结盘1的键槽在理论上会停在圆周方向的任何位置,无法准确停在一个确定好的唯一位置,而要实现附件头的自动更换,一个必备的条件就是联结盘要准确停在确定好的位置上,所以需要对附件头的联结盘增加定向停机构。但是如何增加,或是增加什么样形式的定向停机构,对于一般设计人员是一个比较棘手的问题。
下面介绍几种附件头的定向停机构,均是在多年的设计过程中,经过检验的比较成熟的机构,希望对广大设计人员有所帮助。
方案1
如图2所示,在联结盘1的设计过程中,在其圆周方向任意位置加工出规矩的直槽(在一般的情况下请选择与键槽成特殊角度的位置开槽,以利于加工);定位轴2的端部宽度与联结盘1上直槽宽度相配合;弹簧3安装在定位轴2的内部;法兰盘4安装在附件头底座上,以固定联结盘1和定位轴2的位置。在附件头底座上安装法兰盘4的位置很重要,因为此位置确定后,通过定位轴2将直接把联结盘1在圆周方向的位置确定,同时联结盘1的键槽位置也被固定了。所以,必须在联结盘1的键槽处于水平或垂直状态的基础上确定法兰盘4的安装位置(在这种状态下比较容易实现附件头的自动安装及更换)。
如图2所示,在附件头没有安装到主机的滑枕前端时,定位轴2因为受弹簧3的弹力作用,向联结盘1的方向运动,使定位轴2滑入联结盘1的圆周直槽内,由于定位轴2被法兰盘4固定在附件头底座上,所以间接地联结盘1也被限制在唯一的位置,从而实现附件头联结盘的准确定位。

如图3所示,当附件头安装到主机的滑枕前端时,由于主机前端的端面键与联结盘1的键槽方向一致,所以可直接进行自动安装。由图中可以看出,当附件头安装到指定位置后,定位轴2被滑枕端面从联结盘1中压出,此时,联结盘1可随主机进行转动;当附件头使用完毕,退出安装时,由于主轴同时具有定向停功能,端面键从安装时的位置退出,定位轴2重新滑入联结盘1,限制联结盘1的转动。
方案2
如图4所示,此定向停装置与上述的结构原理是一致的,均是安装附件头时定向停装置被打开,联结盘可自由旋转;当附件头不使用时,由弹簧产生的推力使定向停装置重新定位,将附件头的联结盘进行准确固定。
由于附件头与主机的安装方式与上面的相同,所以图4、5中只简要表示了定向停装置的位置。由图5可以看出,在联结盘1的外圆上有一个60°定位槽,定位轴3的前端同样加工有60°的凸台,与联结盘1的槽相配合。
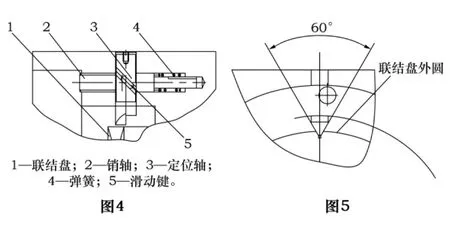
图4中所示位置是定向停装置被打开的状态,即附件头安装时的状态。由图中可以看出,在销轴2上有一固定键槽,在定位轴3上开有一通长键槽,滑动键5安装在固定键槽内。其工作原理如下:当附件头不使用时,弹簧4将推动销轴2伸出,同时由于滑动键5安装在销轴2上,从图4中键槽的方向可以判断出,此时定位轴3将由于滑动键5的推动而向下移动,直至定位轴3的前端凸台与联结盘1的槽紧密配合,联结盘重新定位完成。
由于附件头安装了上述的联结盘定向停机构,实现了附件头不使用时联结盘的准确定位,从而将联结盘上的键槽位置准确限定在一个位置,为实现附件头的自动更换奠定了基础。
猜你喜欢
汽车实用技术(2021年16期)2021-09-09
哈尔滨轴承(2021年1期)2021-07-21
大众汽车(2019年1期)2019-11-28
汽车实用技术(2019年20期)2019-11-06
中国建筑金属结构(2018年6期)2018-08-31
科技与创新(2017年23期)2017-11-30
宇航材料工艺(2017年5期)2017-11-02
表面工程与再制造(2016年5期)2016-12-15
汽车文摘(2015年5期)2015-12-16
汽车零部件(2014年3期)2014-02-06
