
单螺杆挤出机螺旋沟槽固体段产量的实验研究
2012-11-06 04:33贾明印苗立荣
当代化工 2012年1期
贾明印,薛 平,苗立荣,潘 龙
(北京化工大学机电工程学院, 北京 100029)
单螺杆挤出机螺旋沟槽固体段产量的实验研究
贾明印,薛 平,苗立荣,潘 龙
(北京化工大学机电工程学院, 北京 100029)
在自制的测试仪上对单螺杆挤出机螺旋沟槽固体输送段的产量进行了实验研究,探讨了沟槽衬套、螺杆的结构参数,物料粒径大小及螺杆转速对单螺杆挤出机固体输送段产量的影响,同时将螺旋沟槽单螺杆挤出机与IKV挤出机固体输送段的产量进行了对比。实验研究表明:粒径越小,螺旋衬套沟槽越宽,固体输送段产量越高;螺杆螺距变化对挤出机固体输送段产量的影响很小;IKV直槽挤出机固体输送段的产量明显小于螺旋沟槽衬套挤出机的固体输送产量,而且随着转速的增加,趋势越明显。
螺旋沟槽;单螺杆挤出机;固体输送;产量
单螺杆挤出机在现代聚合物加工工业中得到了广泛的应用,特别是光滑机筒单螺杆挤出机,其输送机理为摩擦拖曳输送,输送动力物料与机筒之间的摩擦力,只有当物料和机筒内壁之间的摩擦力大于物料和螺杆表面之间的摩擦力时,物料才能在固体输送段中进行有效地输送。光滑机筒挤出机的缺点是输送效率低,比能耗大,比功率小。为弥补光滑机筒挤出机的缺陷,研究者们[1-3]开发了机筒内壁开设轴向沟槽的IKV挤出机。虽然IKV挤出机的输送机理仍是摩擦拖曳输送,但是其机筒等效摩擦系数高,输送效率高。因为沟槽处机筒摩擦系数等效于物料内摩擦系数,而内摩擦系数约为外摩擦系数的5倍[4],因此,二者叠加,相当于增大了IKV挤出机机筒的摩擦系数,由此带来IKV挤出机具有建压能力强、输送能力高、挤出稳定性好等优点。但是,随着IKV挤出机的应用,研究者们也发现了IKV挤出机的缺陷,如,固体输送段摩擦热大、能耗大、衬套磨损大、不经济等。为弥补IKV挤出机的缺陷,研究者们又开发了机筒内壁开设螺旋沟槽的挤出机[5-7],该类挤出机在输送机理、产量、能耗、摩擦热等方面均极大改善了IKV系统的缺陷。
本文通过自行设计的具有不同结构参数的机筒衬套和螺杆,组成多套仅有固体输送段机筒和螺杆组成的挤压系统,研究了衬套形状、螺杆结构参数、螺杆转速、粒径大小等对单螺杆挤出机固体输送段产量的影响,判定螺旋沟槽衬套挤出机较IKV挤出机的优势,为其工业化应用提供依据和指导。
1 实验部分
1.1 实验原料
LDPE,LD607,中石化燕山石化。为考察粒径对固体输送段产量的影响,将购买的原料通过造粒机制成4种粒径规格,分别为0.8~1.0 mm,1.3~1.5 mm,1.8~2.0 mm以及原料本身大小,约2.5 mm左右。
1.2 实验主要设备
实验设备为自行研制的仅有固体输送段机筒和螺杆组成的特殊挤出机。机筒衬套结构类型包括:轴向直槽衬套(IKV衬套)、窄螺旋沟槽衬套(衬套-a)、宽螺旋沟槽衬套(衬套-b);螺杆结构类型包括:定螺距螺杆(螺杆-a)和变螺距螺杆(螺杆-b)。衬套及螺杆的主要结构参数分别见表1和表2,实验装置如图1所示。

表1 螺杆的主要结构参数Table 1 Main structural parameters of the screw
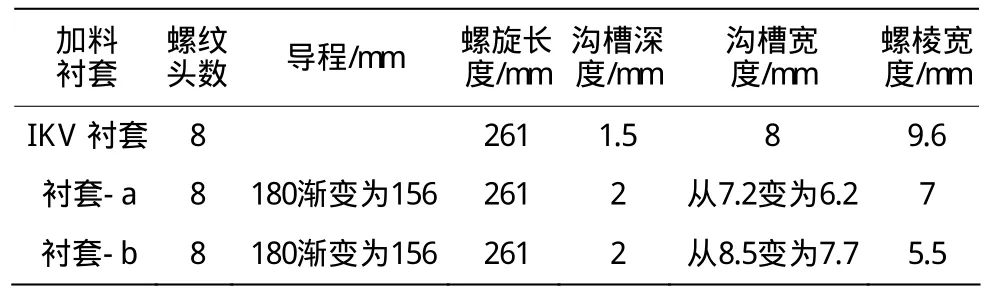
表2 衬套的主要结构参数Table 2 Main structural parameters of the groove

图1 实验装置示意图Fig.1 Schematic diagram of the extruder specially designed for the experiment
1.3 实验方法
物料从加料口加入螺槽,在螺杆螺棱和机筒加料套螺棱共同推动下向前输送,物料被不断的压实,当积累到一定压力时,物料顶着导流锥后退并压缩弹簧,当挤出状态稳定时,压缩弹簧静止,挤出稳定,物料在导流锥作用下进入锥套,锥套上开设有两排交错的出料口,出料口的切线方向与固体塞运动方向一致,而且锥套料出口面积与物料在螺杆螺槽及沟槽中的流通面积相等,以保证物料的出料状态和挤出过程的真实一致。从挤出机锥套出料口提取一定时间内的物料,换算为小时产量,即可测定挤出机固体输送段的产量。同时改变螺杆转速,实现不同转速下产量数据的测试,每次实验的其他参数均保持一致。
2 结果与讨论
2.1 衬套沟槽宽度变化对固体输送段产量的影响
机筒衬套沟槽宽度对挤固体输送段产量的影响如图2所示,其中图2(a)所对应的实验系统为螺杆-a与不同槽宽沟槽衬套组合下的产量曲线图,图2(b)所对应的实验系统为螺杆-b与不同槽宽沟槽衬套组合下的产量曲线图,加工原料粒径均为0.8 ~1.0 mm。由图2可知,在其他条件保持一致的情况下,宽槽衬套(衬套-b)固体输送段的产量大于窄槽衬套(衬套-a),而且提高的幅度很明显。主要原因是在其他结构参数一定的条件下,沟槽宽度增加,相当于增加了挤出机进料口处的喂料容积,同时由于螺旋衬套挤出机固体输送段为正位移输送[6],故加料口处喂入的物料越多,产量越高。从图2也可以看出,理论计算和实验曲线比较接近。
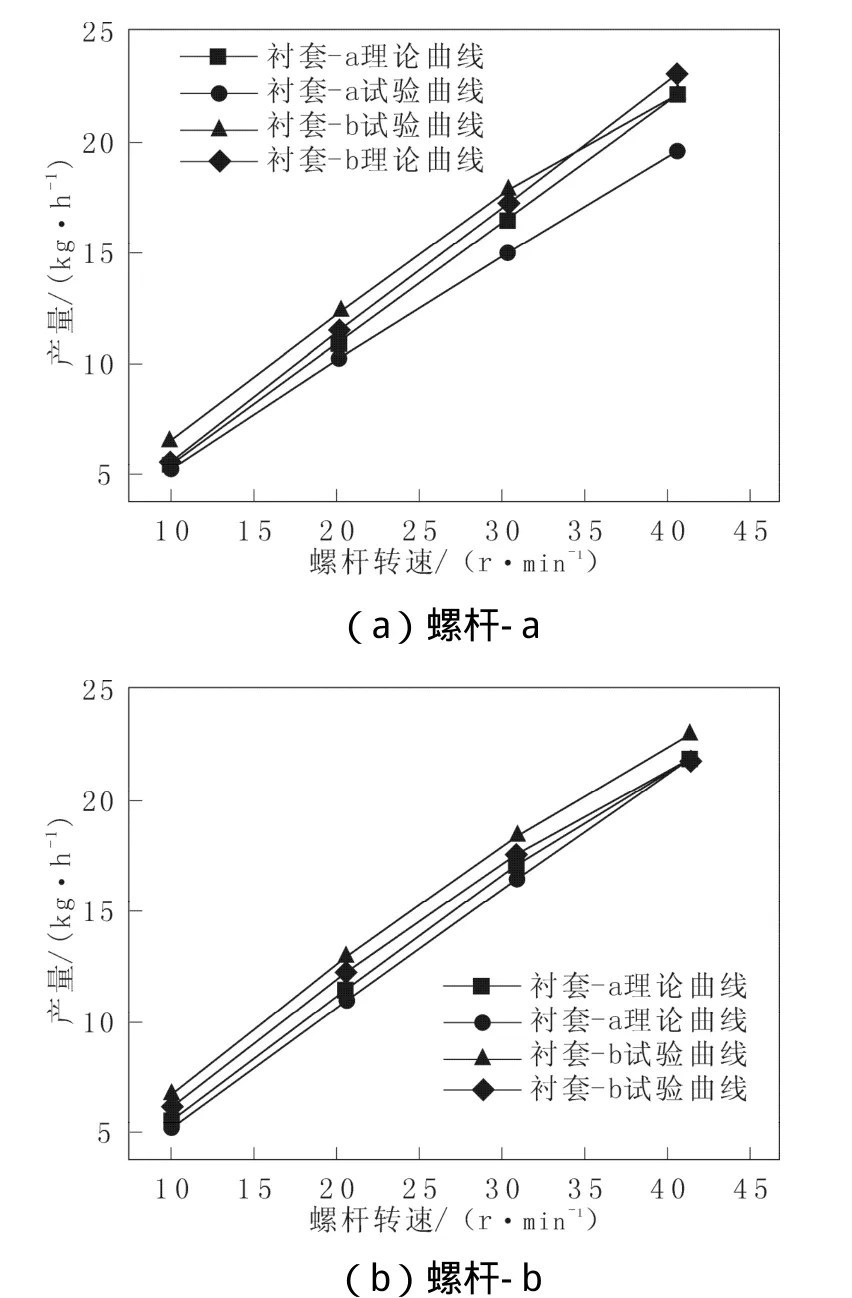
图2 沟槽宽度对固体输送段产量的影响Fig.2 Effect of groove width on the output of solidconveying zone
2.2 螺杆螺距变化对固体输送段产量的影响
螺杆螺距对固体输送段产量的影响如图 3所示,实验用原料粒径均为1.8~2.0 mm。
由图3可知,当衬套结构参数一定时,螺杆螺距变化对挤出机固体输送段产量的影响很小,不明显。主要原因是挤出机的产量主要取决于进料处的喂料容积,而螺杆-b(渐变螺距螺杆)虽然螺距逐渐变小,但是其变化是从距离加料口一段距离后开始的,即二者在加料口处的喂料容积相同,同时由于挤出机基本为正位移输送[6],根据质量守恒原理,产量也相等。

图3 螺杆螺距对固体输送段产量的影响Fig.3 Effect of screw pitch on the output of solid conveying zone
由此也可以判定,具有正位移输送功能的螺旋沟槽单螺杆挤出机的产量主要取决于进料口处螺杆螺距的大小,进料口后面螺杆螺距的变化对产量基本没有影响。
2.3 原料粒径大小对固体输送段产量的影响
原料粒径大小对固体输送段产量的影响如图 4所示,螺杆转速为40 r/min。

图4 粒径大小对固体输送段产量的影响Fig.4 Effect of particle size on the output of solid conveying zone
由图4可见,固体输送段的产量随粒径的减小呈增加的趋势,主要原因是在挤出机进料处喂料容积一定的情况下,物料的粒径越小,松密度越大,可压缩性越强,故在相同体积下,粒径小的,其总质量要高,同时由于挤出机基本为正位移输送,所以粒径越小,挤出机固体输送段的产量越高。实验中最小粒径下的产量较最大粒径下的产量高22%。从图4也可以看出,无论沟槽宽度和螺杆螺槽宽度如何变化,均满足该趋势。
2.4 螺杆转速对固体输送段产量的影响
螺杆转速对固体输送段产量的影响如图 5所示,实验用原料粒径为1.8~2.0 mm。
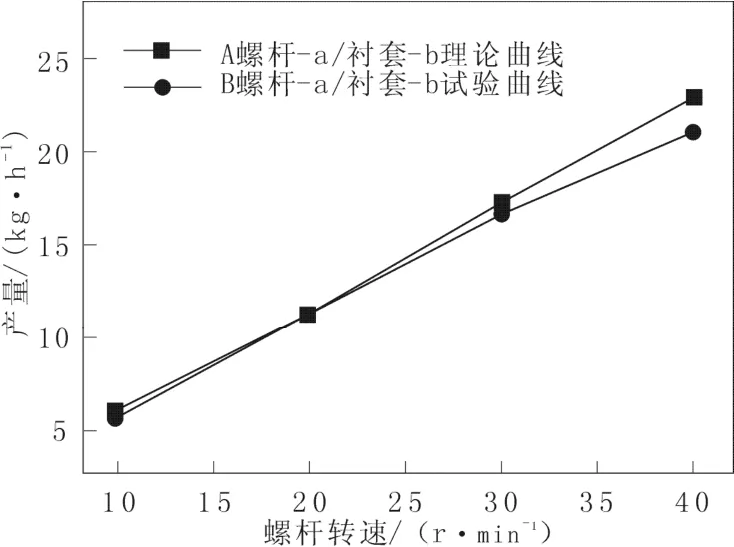
图5 螺杆转速对固体输送段产量的影响Fig.5 Effect of screw speed on the output of solid conveying zone
从图5可以看出,无论是开槽挤出机固体输送段的产量与螺杆转速之间均满足很好的线性关系,而且实验值和理论计算值很接近,这与正位移输送的理论预期比较吻合[6]。
2.5 与IKV挤出机的比较
螺旋沟槽衬套挤出机与IKV挤出机(直槽衬套)固体输送段的产量对比如图6所示。
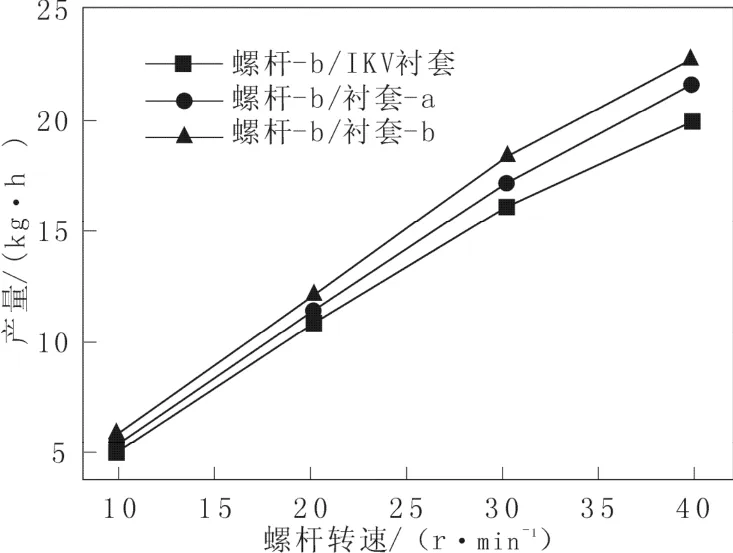
图6 螺旋沟槽挤出机和IKV挤出机固体输送段产量的对比Fig.6 Comparison of the output in solid conveying section between helically grooved feed single-screw extruder and IKV extruder
从图6可以看出,IKV直槽挤出机固体输送段的产量明显小于螺旋衬套挤出机的产量,而且随着转速的增加,趋势越明显。主要原因是IKV挤出机的输送机理为摩擦拖曳输送,衬套沟槽对固体输送量的贡献较小,固体输送效率低,而螺旋沟槽衬套挤出机为正位移输送,沟槽对固体输送产量贡献大,输送效率高,故其总产量比IKV直槽挤出机高,且转速越高,二者的产量差距越大。实验测试的螺旋沟槽衬套单螺杆挤出机在挤出对象为LDPE时,其固体输送段的比流率约为 0.58(kg/h)/(r/min),相当于挤出机标准中(JB/T 8061-96)比流率的两倍,由此可见螺旋沟槽挤出机在产量上还是非常有优势的。
3 结 论
(1)粒径越小,物料的松密度越大,固体输送段产量越高;宽螺旋沟槽衬套挤出机固体输送段的产量明显高于窄螺旋沟槽衬套的产量;当衬套结构参数一致时,螺杆螺距变化对开槽挤出机固体输送段产量的影响很小;
(2)IKV直槽挤出机固体输送段的产量明显小于螺旋沟槽衬套挤出机固体输送的产量,随螺杆转速的增加,趋势越明显。
[1] Sikora J W. The effect of the feed section groove taper angle on the performance of a single-screw extruder[J]. Polymer Engineering and Science, 2001, 41(9): 1636-1643.
[2] Rauwendaal Chris, Sikora Janusz. The adjustable grooved feed extruder[J].Plastics Additives and Compounding, 2000, 2(6): 26-30.
[3] Potente H. Methods of calculating grooved extruder feed sections[J].Kunststoffe- German Plastics,1985, 75(7): 25-26.
[4] 朱复华. 挤出理论及应用[M]. 北京: 中国轻工业出版社, 2001:18.
[5] Miethlinger Jurgen. Modeling the solids feed section in grooved-feed extruders[J]. Kunststoffe Plast Europe, 2003,93(4):49-53.
[6] 潘龙,贾明印,等.螺旋沟槽单螺杆挤出机双螺棱推动模型的研究[J],中国塑料,2010, 24(11): 94-99.
[7] 苗立荣, 潘龙, 薛平.单螺杆挤出机螺旋沟槽固体段压力的实验研究[J]. 当代化工,2011, 40(4):347-350.
Experimental Research on the Throughput of Solid Conveying Section in Helically Grooved Feed Single-screw Extruder
JIA Ming-yin,XUE Ping,MIAO Li-rong,PAN Long
(College of Mechanical and Electrical Engineering,Beijing University of Chemical Technology, Beijing 100029,China)
Experimental research on the throughput of solid conveying section in helically grooved feed single-screw extruder was carried out by the self-designed tester.Effects of main structural parameters of the groove and the screw,particle size of the material and screw speed on the throughput of solid conveying section were discussed.Besides,the throughput of solid conveying section in helically grooved feed single-screw extruder was compared with that in IKV extruder.The results show that the smaller particle size and the bigger groove width,the higher the throughput of solid conveying section ; effect of screw pitch on the throughput of the extruder is not obvious; the throughput of IKV extruder is much lower than that of helically grooved feed single-screw extruder, and the higher screw speed , the more obvious the trend.
Helically groove;Single screw extruder;Solid conveying;Throughput
TQ 051
A
1671-0460(2012)01-0004-04
国家自然基金项目,项目号:50873014
2011-11-18
贾明印(1979-),男,河南人,博士,研究方向:从事高分子材料加工技术的研究。E-mail:jiamy@mail.buct.edu.cn,电话:010-64436016。
薛平(1963-),男,教授,博士生导师。E-mail:xuepmail@263.com,电话:010-64436016。
猜你喜欢
现代塑料(2022年2期)2022-09-22
橡塑技术与装备(2018年8期)2018-04-19
中国塑料(2017年2期)2017-05-17
中国塑料(2016年7期)2016-04-16
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
中国塑料(2015年10期)2015-10-14
中国塑料(2014年8期)2014-10-17
压缩机技术(2014年5期)2014-02-28
