CMT能量输入特点与熔滴过渡行为
2012-12-20 01:28张洪涛冯吉才胡乐亮
材料科学与工艺 2012年2期
张洪涛,冯吉才,胡乐亮
(哈尔滨工业大学(威海)材料科学与工程学院,山东威海264209,Email:hitzht@yahoo.com.cn)
CMT能量输入特点与熔滴过渡行为
张洪涛,冯吉才,胡乐亮
(哈尔滨工业大学(威海)材料科学与工程学院,山东威海264209,Email:hitzht@yahoo.com.cn)
为分析CMT焊接方法的工艺特点,采用高速CCD摄像机建立了电弧形态和熔滴过渡视觉传感系统并且通过电流、电压传感器建立了波形采集系统,以此分析其能量输入特点和熔滴过渡行为.结果显示,CMT焊接波形控制呈现典型的直流脉冲特征,焊接时热输入较低;在CMT短路过渡过程中,熔滴尺寸随焊接电流的增加幅度不大,将熔滴尺寸控制在一定范围内可实现稳定的短路过渡.CMT短路过渡通过焊丝回抽,避免了大的电磁力,有效地消除了飞溅.当电流增大到一定值时,其过渡形式将转变为射滴过渡和短路过渡的混合过渡.
CMT;熔滴过渡;能量输入;电弧形态
虽然MIG焊是一种应用广泛、效率较高的焊接工艺,但由于传统MIG焊热输入量高、变形大、飞溅无法避免等缺点,因而限制了它在某些领域的应用,尤其是在1 mm以下的薄板和异种金属连接方面具有明显的劣势[1-3].CMT(Cold metal transfer)冷金属过渡焊接技术作为一种无焊渣飞溅的新型焊接工艺技术,这种技术主要采用外加回抽力促进熔滴发生短路过渡,同时在电压电流的波形控制方面进行了改进,极大地限制了焊接热输入.许多学者对CMT方法连接薄板及超薄板进行了研究,发现此方法可以明显减小焊接热输入,实现对薄板和超薄板的良好连接[4,5].同时这种低热输入的特性也决定了CMT同样适于连接异种金属接头[6-9].但是截止目前关于CMT的研究主要集中在工艺适用性方面,而对于其熔滴过渡行为及能量输入特点在国内外鲜有报道.对于弧焊的熔滴过渡及电弧加热行为进行研究一般采用CCD高速摄像技术作为主要手段[10-12],因此本文采用高速CCD摄像机建立CMT焊接时的电弧形态和熔滴过渡视觉传感系统,同时通过电流传感器和电压传感器建立电流电压波形采集系统,以此来分析CMT焊接时的能量输入特点和熔滴过渡行为.
1 试验方法
如图1是电弧形态视觉传感系统示意图,主要包括高速摄像机、滤光片、图像采集卡等组成.
电流电压数据采集系统主要由HY-1232数据采集卡、电压传感器、电流传感器LT300和计算机组成.数据采集程序用C++编写,采集时,由数据采集卡输出脉冲触发信号,启动高速摄像并同时自身启动信号采集.同时,也通过高速CCD摄像机建立熔滴过渡图像采集系统.试验中采用背光阴影法拍摄焊接时的熔滴过渡过程.CMT熔滴过渡视觉传感系统主要有3000W背光氙灯、滤光片、减光片、高速CCD摄像机、图像采集卡、数据采集卡、计算机组成.如图2给出了实验系统主要结构示意图.

图1 电弧图像和电流电压波形同步采集系统示意图

图2 熔滴过渡图像采集系统
在熔滴过渡图像采集系统中,背光光源采用的是3000W的氙灯,通过反光凹面镜的作用,可以发出近似平行光,实验过程中由它作为背光光源来获得熔滴的阴影图像.实验过程中采用的滤光片分别是665nm和1024nm的干涉滤光片,由二者联合作用可以滤去大部分电弧光,再通过减光片和摄像机光圈的作用就可得到一个亮度合适的熔滴图像.为了获得一个大小、亮度合适,清晰的熔滴图像,需要调节高速摄像机的焦距及前后移动高速摄像机来获得清晰的焊丝图像,通过实验发现,当背景光源的电流为60A时可以获得最佳图像.高速摄像机的摄像频率为955帧/秒,拍摄时由数据采集卡输出脉冲触发信号,启动高速摄像与数据采集同时进行.焊接设备采用Fronius公司生产的CMT焊机,焊接移动装置为Motoman焊接机器人.焊接中采用氩气作为保护气体,气体流量15L/min.采用Al-Si合金焊丝作为填充金属,焊丝直径1.2mm.
2 实验结果与分析
2.1 CMT波形控制与能量输入
2.1.1 CMT波形控制与电弧形态
CMT通过特殊的焊丝运动促进熔滴过渡,焊丝的回抽消除了短路过渡时对电磁能量的要求,因此在短路的时候,电流无需升高到很高的电流值,熔滴依靠焊丝的回抽过渡到熔池中.如图3所示为电流40A时采集到的一个周期内的CMT电流电压波形图.从波形图上可以看到,波形直流脉冲特征明显,电流脉冲峰值时间短,脉冲基值时间长.

图3 电流电压波形控制/电流40A
通过图3可以看到CMT焊接的波形控制具有如下特点,整个周期可以分为2段,a-c段为燃弧阶段,c-d段为短路阶段.而其中a-b段为燃弧初期,在这个阶段,电流迅速增加到一个较大的值,主要是为了保证电弧的顺利引燃,并且加热焊丝来形成熔滴,该电流记作脉冲峰值电流Ih,在经过脉冲时间到达燃弧后期,电流急剧降低,此时将焊接电流记为基值Ij直到短路发生,在短路的时候,电流只是略有增加,这和传统MIG短路过渡的波形有较大的差别,这个电流可以促进短路过渡液相桥顺利的破断,同时保证后续的焊丝回抽拉断液桥瞬间电弧的顺利再引燃.而在传统短路MIG焊接中,当液相桥和熔池发生短路以后,为了促进液相桥的失稳破断,不得不依靠电流的迅速攀升提高施加在液相桥上的电磁力,通过电磁力使熔滴过渡到熔池中.
传统MIG短路过渡的电流和电压波形如图4所示,短路电流几乎是燃弧电流的4-5倍,传统MIG短路过渡正是通过高的短路电流给予液相桥很大的电磁力,从而使得液相桥破断,金属过渡到熔池中.
2.1.2 CMT电弧加热与能量输入特点
熔化焊接时的焊接热输入与焊接电弧互为因果,考察CMT焊接的电弧特征,可以直观地揭示其焊接热输入特点.
平均电流40A时的电弧形态如图5所示.可以看到,CMT焊接时电弧的形态在整个周期以内均为圆锥形,脉冲峰值时间较短.在电流基值时间,电弧的亮度比一般电弧焊接时的亮度低很多.可以看到,CMT首先对焊接过程中的电弧加热行为进行了矫正,通过极短的脉冲峰值区间和较长的脉冲基值区间来减小电弧对工件的热量输入.与此同时,CMT焊接的另一个重要特点就是在短路时焊丝发生回抽,使得熔滴可在低电流状态下过渡,因此减少了短路时的电阻热.对于非脉冲波形或者对焊接热输入不敏感的条件下,可以采用平均电流和平均电压的乘积来表示焊接电源输出的能量,而对于脉冲波形,电流往往以方波的形式在峰值和基值之间波动.因此,为了准确地评价CMT焊接的热输入特点,传递到电弧的能量应该采用瞬时能量的算术平均值来表示.同时,在实验中,焊接电流和电压的采集是每隔0.25ms采集一个数据点,这也方便了进行上面所述的算术平均处理.

图4 传统MIG短路过渡电流电压波形/电流110A
整个周期的算术平均能量可以采用下面的原则计算:

式中,Vi和Ii为瞬时电压和电流值,n是一个周期内采集点个数.
即通过瞬时能量求和,然后平均的方法求出整个周期内的能量值.同时采用这种数据处理方法对短路时的能量Psc进行计算,短路能量除以整个周期能量的比值,就是短路能量所占比率,通过这个比值对CMT和传统MIG焊接进行对比分析.如图6所示为采用上述算法计算得到的短路能量占有率示意图.CMT焊接方法通过外加回抽极大地减小了焊接过程中的短路功率,使得焊接短路功率只占总功率的5%左右;而普通的MIG焊接由于只依靠短路时的电磁能量来促进熔滴过渡,其短路能量的占有率可以达到40%左右,因此短路时通过电阻热传输到工件的热量输入要远远大于同样参数下CMT的热输入.与传统的MIG焊接相比,CMT方法通过对电流电压波形的矫正以及焊丝回抽运动实现了对焊接热量输入的精确控制,适用于薄板之间和异种金属之间的焊接.

图5 电流40A一个周期内的电弧形态变化(3ms/幅)

图6 短路能量占有率对比图
2.2 CMT熔滴过渡行为分析
2.2.1 CMT短路过渡的稳定性分析
如图7所示为焊接电流40A时,一个脉冲周期内的熔滴过渡动态过程,可以看出在燃弧阶段形成的熔滴尺寸比较小,只是略微大于熔滴的直径,熔滴在燃弧期稳定地形成,当与熔池接触以后,液相桥开始形成,当液相桥形状达到稳定后,对焊丝施加回抽力,液相桥平稳的破断,整个过程没有任何飞溅.
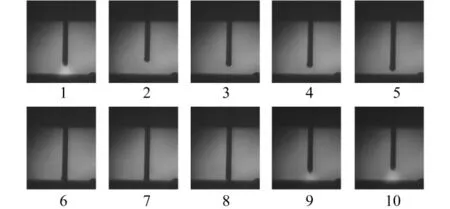
图7 一个周期内的熔滴过渡动态过程(电流40A,2ms/幅)
在电流-电压坐标平面上,将焊接电流40A时采集到的瞬时电流和电压值按时间顺序依次连接起来,得到瞬时I-U图,如图8所示.可以看到CMT焊接相图线簇分布非常集中,其中AB段代表短路阶段,可以看到在这个线簇周围偏离的线条极少,这也从侧面说明CMT短路过渡过程非常的稳定.
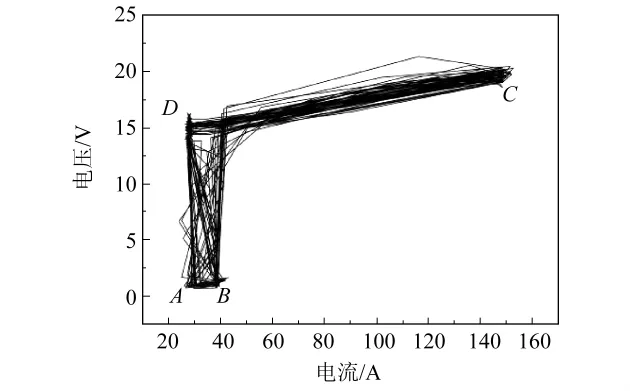
图8 瞬时I-U图
2.2.2 焊接电流对熔滴尺寸和形状的影响
如图10为熔滴直径随焊接电流的变化关系(熔滴的形状系数Q=D/H其中D为熔滴直径,H为熔滴长度,如图9所示),可以看到,随着焊接电流的增加,熔化的焊丝金属增加,因此熔滴的直径略有增加,但是整体上熔滴直径随焊接电流的变化并不大,一般尺寸控制在2mm以内.图11为熔滴形状系数随焊接电流的变化关系,焊接电流越大,熔化的金属量越多,在重力的作用下熔滴的长度增加明显,熔滴形状变得窄而长,因此形状系数减小.但同时脉冲周期减小,熔滴的过渡频率增加,因此总体上熔滴的形状系数都集中在0.9~1.3.CMT正是通过特殊的波形控制,将熔滴尺寸控制在一定范围以内,这样可以避免大滴过渡形式的出现,保证熔滴短路过渡过程的稳定性.

图9 熔滴尺寸定义示意图

图10 熔滴直径与焊接电流的关系

图11 形状系数随焊接电流的变化关系
2.2.3 CMT熔滴短路过渡与传统MIG短路过渡的比较
如图12为普通MIG焊接时短路过渡的动态过程,可以看到在一个脉冲周期内,熔滴与熔池接触以后,液相桥发生缩颈,在液相桥失稳破断瞬间,形成较为明显的飞溅.根据图像中的飞溅发生过程,可以发现主要有两种形式的飞溅:在短路过渡过程中,由于电磁爆破和气动冲击的作用,缩颈破断时可能产生一种颗粒细小的飞溅;液相桥破断力太高,过渡后丝端残留液态金属被排斥形成飞溅.

图12 普通MIG焊接时短路过渡过程(1ms/幅)
而CMT焊接在短路时,减小了短路电流,避免了电爆炸产生的可能性,同时,方向稳定和合适的焊丝回抽力平稳地促使液相桥失稳破断,可以避免飞溅的产生.
2.2.4 大电流混合过渡现象
当电流增大到121A以后,CMT熔滴过渡行为发生很大的变化,此时,熔滴过渡不再是单一的短路过渡,而是由类似铝合金典型的射滴过渡和短路过渡组成的混合过渡,如图13所示为一个脉冲周期内的熔滴过渡过程,在一个周期内,先发生一次类射滴过渡,然后焊丝再经熔化形成的熔滴发生一次短路过渡.

图13 焊接电流121A时熔滴过渡动态过程(4ms/幅)
过渡形式的改变,必然也引起焊接电流电压波形的畸变,如图14所示为焊接电流121A时的焊接电流电压波形.
可以从图中看出,此时脉冲峰值电流很大,熔滴形成过程迅速,基值区间电流消失,施加在熔滴上的电磁力较大,短路过渡没有发生,取而代之的是射滴过渡过程,射滴过渡完成以后,短路过渡才发生.这种短路形式的改变主要是由于脉冲峰值电流过大,焊丝熔化量增加,熔滴尺寸过大,同时在重力和电磁力的作用下,熔滴在与熔池接触以前进入熔池,发生一次射滴过渡,射滴过渡完成以后,焊丝再熔化形成的熔滴以短路过渡的形式进入熔池.

图14 焊接电流121A时的电流电压波形
3 结论
(1)建立了基于高速CCD摄像的电弧形态、熔滴过渡视觉传感系统以及电流电压信号同步采集系统,为分析CMT焊接能量输入特点和短路过渡动态过程提供了直观而有力的测试手段.
(2)CMT焊接波形控制呈现典型的直流脉冲特征,并且脉冲峰值时间较短,脉冲基值和短路电流较低,这些因素都使得焊接时的热输入可以有效减小,因此适合连接对热输入敏感的异种金属.
(3)在CMT短路过渡过程中,熔滴尺寸随焊接电流的增加幅度并不大,将熔滴尺寸控制在一定范围之内可防止滴状过渡的发生,从而实现稳定的短路过渡.
(4)与传统MIG熔滴短路过渡相比,CMT短路过渡通过稳定的焊丝回抽消除了短路过程对短路电流的要求,避免了大的电磁力和电爆炸,从而有效地消除了飞溅.
[1] 区智明,孙晓明,夏胜全.改善MIG/MAG短路过渡焊接电弧工艺性能的方法[J].电焊机,2009,39 (1):77-82.
[2] 姚 屏,薛家祥,蒙万俊,朱思君.工艺参数对铝合金双脉冲MIG焊焊缝成形的影响[J].焊接学报,2009,30(3):69-72.
[3] 文元美,黄石生,薛家祥,解生冕.脉冲MIG焊不稳定过渡过程的观察与分析[J].焊接学报,2008,29 (4):13-16.
[4] 杨修荣.超薄板CMT冷金属过渡技术[J].焊接,2005(12):52-54.
[5] FENG J C,ZHANG H T,HE P.The CMT short-circuiting metal transfer process and its use in thin aluminium sheets welding[J].Materials&Design,2009,30(5):1850-1852.
[6] BRUCKNER J.Cold metal transfer has a future joining steel to aluminium[J].2005,84(6):38-40.
[7] ZHANG H T,FENG J C,HE P,et al.The arc characteristics and metal transfer behaviour of cold metal transfer and its use in joining aluminium to zinc-coated steel[J].Materials Science and Engineering A,2009,499(1-2):111-113.
[8] LIN S B,FAN C L,SONG J L,et al.Research on CMT welding of nickel-based alloy with stainless steel.China Welding,2007,16(3):23-26.
[9] FURUKAWA K.New CMT arc welding process:welding of steel to aluminium dissimilar metals and welding of super-thin aluminium sheets[J].Welding International,2006,20(6):440-445.
[10] 闫志鸿,张广军,高洪明.P-GMAW熔池双面视觉传感与图像处理[J],材料科学与工艺2007,15 (5):593-596.
[11] 李瑞峰,于治水,施一丰.Q235和镀锌钢板氩弧钎焊电弧形态及其比热流分布对比分析[J].华东船舶工业学院学报(自然科学版),2004,18(2):51-55.
[12] 符 卫,绳 荪,玉 环,熔滴过渡对脉冲熔化极氩弧焊快速成形的影响[J].机械工程学报,2009,45(04):95-99.
Energy input and metal transfer behavior of CMT welding process
ZHANG Hong-tao,FENG Ji-cai,HU Le-liang
(Harbin Institute of Technology at Weihai,Weihai 264209,China,Email:hitzht@yahoo.com.cn)
To analyze process characteristic of CMT welding method,experimental systems to photograph arc shape and molten droplet images by using high-speed charge coupled device camera and to record welding current and arc voltage in synchronism were established.The energy input characteristic and metal transfer behavior were analyzed by above-mentioned experimental systems.The results show that CMT welding process is typical direct current impulse process and has lower heat input during welding.The droplet size does not increase obviously with raising welding current.The stable droplet size is beneficial for short circuiting transfer.The spatter can be eliminated with the aid of adscititious force.A hybrid metal transfer made up of projected transfer and short circuiting transfer also can be found when welding current reaching a rather large value.
CMT;droplet transfer;energy input;arc shape
TB31 文献标志码:A 文章编号:1005-0299(2012)02-0128-05
2011-01-10.
国家自然科学基金(50905045),现代焊接生产技术国家重点实验室开放课题研究基金.
张洪涛(1980-),男,博士,副教授.
(编辑 张积宾)
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16
焊接(2021年2期)2021-05-07
金属加工(热加工)(2018年2期)2018-03-22
焊接(2016年10期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2015年11期)2015-07-18
焊接(2015年9期)2015-07-18
焊接(2015年3期)2015-07-18
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18