
NO96薄膜型LNG船殷瓦钢非脉冲氩弧焊焊接工艺探讨
2013-01-11 06:45,,
船海工程 2013年5期
, ,
(江苏熔盛重工有限公司,江苏 如皋 226500)
液化天然气船作为天然气的主要运输载体,其建造将是未来船舶市场的发展趋势。模拟舱作为检验一个船厂是否具备建造液化天然气船资质的前提条件,其建造和认证有着十分重要的作用。NO96薄膜型LNG船相比其它船型有着更高的技术要求,殷瓦钢是此船型货舱围护系统中的主要材料,通常殷瓦钢手工焊部分采用的是脉冲氩弧焊法焊接。文中介绍一套不需要脉冲的氩弧焊焊接工艺。
1 焊接接头的基本形式
1.1 母材
殷瓦钢(invar)是一种镍铁合金钢,主要成分(质量分数)为镍36%、铁63.8%、碳0.2%,殷瓦钢热膨胀系数极低,能在很宽的温度范围内,即超低温(-163℃)至常温下保持型态,几乎不发生膨胀,因此常用在低温环境中。
殷瓦钢抗腐蚀能力较差,接触到空气中的水分,极易生锈,要保证工作车间的空气干燥度≥60%,因此车间需配备除湿空调和湿度温度计,同时要保证焊接车间的密封性。殷瓦钢也极易被汗液和呼吸出来的水分所腐蚀而生锈,所以焊工进行焊接操作时需戴胶皮手套和口罩。殷瓦钢厚度较薄,最薄仅有0.7 mm,焊接时极易造成殷瓦钢焊穿和背面严重氧化,因此对于焊接参数的控制和焊工焊接操作时的稳定程度有较严格的要求。
1.2 焊接形式
NO96薄膜型LNG船货舱围护系统常用殷瓦钢焊接,其形式有搭接和顶焊两种,见图1。

图1 殷瓦焊接形式示意
1.3 焊接位置
焊接位置有平焊、横焊、立焊及仰焊4种。不同板厚的殷瓦组合形式最常用的是7种,见表1。

表1 殷瓦焊接形式及板厚
2 焊前准备
2.1 焊接母材、设备及工具
1)母材。Inver NAS316LG,日本冶金工业集团(NIPPON YAKIN KOGYO and IMPHY)生产,NO96薄膜型LNG货舱围护系统中常用殷瓦板的厚度有0.7、1.0、1.5 mm等。
2)热保护绝缘衬垫。韩国玛博贸易公司(MABA Trading CO.)生产。
3)保护气体。纯度为99.999%的氩气,氩气按我国GB4842—84 (氩气及其检验方法)标准要求。
4)焊接设备。ESAB Tig 2200i型脉冲钨极氩弧焊机,使用时不开启脉冲。
5)钨极。ESAB 1.6 mm钨极。
6)劳防用品。氩弧焊面罩、胶皮手套、口罩等。
7)衬垫。刚开始用的是铁衬垫,其散热太差不能满足要求。后改为铜衬垫,在绝缘箱上进行焊接时改为玻璃棉热保护绝缘衬垫。
2.2 焊前清理
殷瓦钢极易受到水分、灰尘、油污等因素的影响而生锈,焊接前用浓度高于99.7%的无水酒精擦拭殷瓦钢板表面以去除水分、灰尘、油污等影响焊接质量的杂质,对于边缘不太光滑。例如有毛刺的殷钢板,需要用细锉刀轻轻打磨殷钢板边缘,打磨时自上往下轻轻打磨,不要用力快速来回打磨,以免伤及殷钢表面,打磨后立即进行清理并用无水酒精进行擦拭。
3 装配定位
3.1 定位要点
装配时首先要避免损伤殷钢板,要利用工装或相应的夹具将两块搭接的殷钢板夹紧,尽可能地减小装配间隙,为保证焊缝质量,尽量做到无间隙。定位焊的大小在保证将两块板都焊到的情况下越小越好,尽量避免熔到殷钢板上边缘,定位焊间距为每10 mm一点。
定位时起弧收弧要求时间尽可能短,只要点一下起弧后就可以马上熄弧,定位焊电流一般为焊接电流的2倍左右,具体根据板厚来定,一般常用45~65 A。
定位时主要是控制殷钢板间隙,间隙过大会导致熔孔,将板烧坏;其次是焊接电流和时间,焊接电流过大或者时间过长,容易导致熔孔或烧穿,电流过小,时间过短会导致殷瓦板无法成功定位。
3.2 搭接定位
搭接焊坡口定位见图2。
如果定位焊没有焊好,将会影响后面的焊接过程。定位焊点过大,会导致焊缝R角受影响,L值变大,见图3。这时焊接时需要尽量将上边缘的金属熔至下板进行焊接,会导致上边缘偏高,使焊缝成型不合格。所以定位焊点要尽量小,只要能将上下两块殷瓦钢板焊住即可。

图2 搭接焊坡口定位

图3 搭接焊缝坡口示意
3.3 顶焊定位
当两层薄板进行定位时,直接进行点焊即可。当三层板进行定位时,焊枪需进行适当摆动。
4 焊接过程
4.1 焊接要点
搭接焊和顶焊焊接过程不使用焊丝,但当顶焊装配完毕后存在间隙时,需要进行适当填丝。
焊接时焊枪钨极尽量靠近两块殷瓦搭接板上边缘角,但不能碰到板上,焊接的方式就是将上板金属熔至下板,焊接过程为自右往左的Z型往返焊接。焊枪摆动频率大约为2 s摆3次,中间不要停顿,在上边缘停顿会导致上边缘熔化过渡导致整个焊缝表面变宽,R角变小(R角见图3);在下边缘停顿会导致底板焊透,造成殷瓦板报废。
钨极摆动尽量以两板接触点为中心做上下往复摆动,摆动太靠上,会使R值增加,导致焊缝过分上凸;摆动太靠下,会导致R值减小,造成焊缝表面内凹。
立焊位置焊接可进行自下往上或者自上往下的焊接,立焊时对装配间隙的要求更加严格,并且板越薄处,摆动需要越快,否则会使板熔化,特别是薄板,比如0.7 mm的薄板。
仰焊由于视野问题容易导致焊完的焊缝成型不直,所以焊接时尽量选择合适的位置,以增加观察熔池的视野。仰焊焊接时焊接电流需适当减小。
顶焊焊接时,钨极与焊缝垂直,当两张板顶焊时,焊接方式采用钨极沿焊缝方向前后摆动;当三张板顶焊时,钨极沿垂直焊缝方向左右“Z”形摆动,保证熔池完全覆盖顶端。

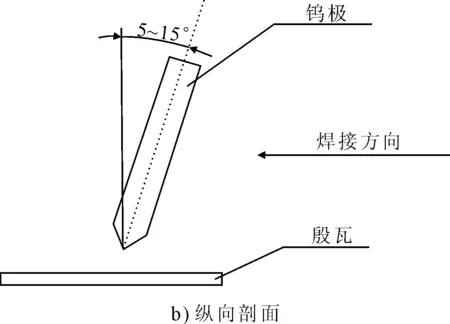
图4 搭接焊钨极位置及角度示意
4.2 焊接参数
殷瓦焊接参数见表2。

表2 焊接参数
5 检测项目
殷瓦焊缝检测项目有目检、渗透、宏观金相、密性等,检验参考标准为GTT External document NO.96 and NO.1010。
5.1 目检
焊缝表面须尽可能光顺,不能有明显的凸起或凹陷(见图5),且没有未熔合、裂纹、咬边、夹钨等焊接缺陷,见图6。
5.2 渗透检测(PT)
经渗透检测,焊缝需无裂纹、气孔等焊接缺陷。


图5 焊接接头示意

图6 焊缝正面成型良好,背面未焊穿
5.3 宏观金相
5.3.1 宏观金相试样制作
宏观金相试样制作要经过切割、镶嵌、打磨、抛光、腐蚀等一系列过程,在试样制作完毕后再进行电子显微镜拍照、微观电子测量、标记尺寸等过程,最终形成以下宏观金相照片,见图7。

图7 顶焊(上)与搭接焊(下)宏观金相照片
5.3.2 检测标准
宏观金相检测标准按照GTT NO.96文件标准进行检测。
6 结束语
通过以上工艺,选用合理的焊接材料、保护气体及其流量、坡口形式及尺寸、焊接工艺参数,定位焊符合要求,焊缝成形美观,焊接接头中就未发现任何焊接缺陷,焊接质量优良。通过电子显微镜对焊接接头熔敷金属成型、深度及半径检测,其结果符合GTT殷瓦焊接标准要求。
猜你喜欢
矿山机械(2022年9期)2022-09-20
小资CHIC!ELEGANCE(2022年2期)2022-01-11
航空发动机(2020年3期)2020-07-24
矿山机械(2020年3期)2020-03-24
无损检测(2019年3期)2019-03-22
科学与财富(2017年35期)2018-01-29
延河(2017年7期)2017-07-19
阳光(2017年7期)2017-07-18
海峡科技与产业(2017年2期)2017-03-22
电子制作(2017年19期)2017-02-02
