连铸机精度提高方法的研究
2013-01-15 09:33蔡继红严开勇鲁新义杨东明
湖北工业大学学报 2013年2期
刘 洋,蔡继红,严开勇,鲁新义,杨东明,钟 毅
(1武汉钢铁(集团)公司研究院,湖北 武汉430080;2武钢股份有限公司炼钢总厂四分厂,湖北 武汉430081;3武钢股份有限公司炼钢总厂四分厂,湖北 武汉430081)
武钢炼钢总厂三分厂3#连铸机是从奥钢联引进的宽板坯直弧形连铸机,其设计生产能力为300万t,铸坯规格为230mm×(1 370~2 250)mm,浇铸半径为9 500mm,主要生产汽车面板等高性能用钢.由于汽车用钢等高性能钢对洁净度要求很高,所以对连铸机设备的精度提出了很高要求,而连铸机扇形段作为连铸机的核心设备,其辊缝精度对板坯质量有着决定性影响[1].目前,随着高强钢产量的增加,连铸机的负荷进一步加重,连铸机的精度直线下滑,导致漏钢、滞坯、断辊等生产操作事故时有发生,板坯因边角裂、内裂等各类质量事故而引起的报废有所增加.为此,找到连铸机精度下降的原因,并拿出措施解决这一问题十分必要.
1 连铸机精度的定义
连铸机共分为两流,每一流分别由结晶器、零段和扇形段组成.每一流的扇形段共有14台,即1-14段.其中1-6段为弧线段,7、8段为矫直段,9-14段为直线段.每一个扇形段(图1)主要由压下液压缸、夹紧缸、内弧框架、内弧分节辊、外弧分节辊和外弧框架组成.压下液压缸主要是用来控制扇形段最中间的一对内外弧分节辊(驱动辊)的升降;4个夹紧缸分别安装在外弧框架4个角落的位置,用来调整扇形段内外弧框架之间的距离;每一个上下对应的内弧分节辊和外弧分节辊组成一对夹辊,而每一个扇形段具有多对夹辊.
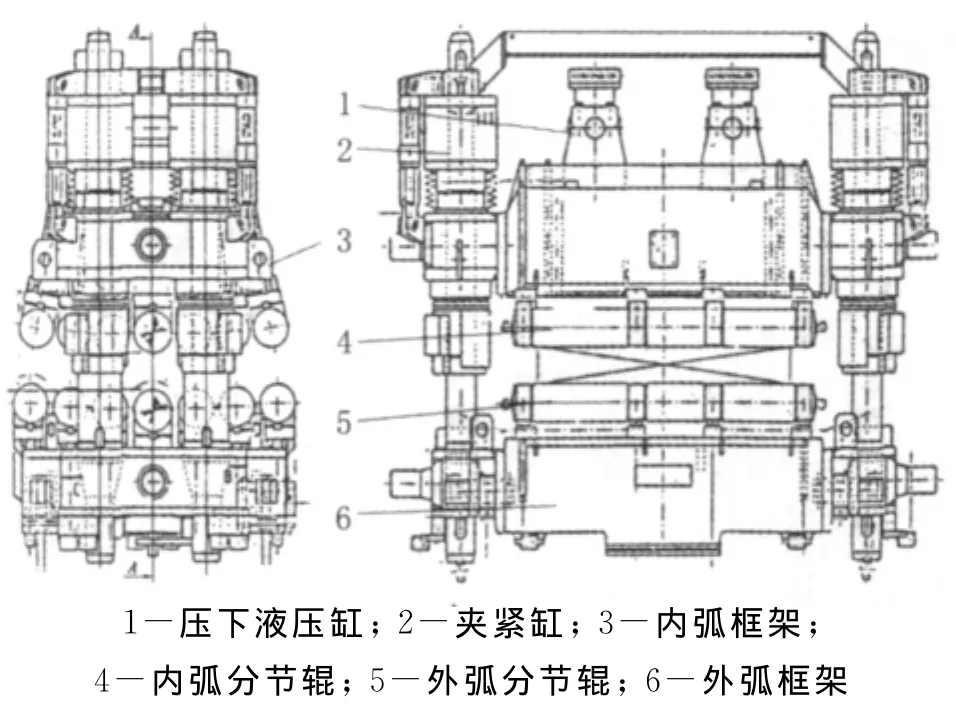
图1 扇形段结构
连铸机的铸机精度主要由两个方面组成.一个方面是辊缝精度.从1段到14段辊缝(每对夹辊之间的距离)是逐渐减小的,所以在线使用的扇形段其每一对夹辊之间的距离都不一样,但每一对固定位置夹辊的辊缝值是固定的(设定值),因而每一对夹辊的实际辊缝与理论辊缝之间的偏差就是辊缝精度.另一方面就是对弧精度.就立弯式连铸机而言,结晶器铜板、结晶器脚辊,二次冷却段多点弯曲起始点之前的各导辊应严格安装在垂直位置.多点弯曲区和多点矫直区的各导辊虽然有各自不同的弯曲半径和矫直半径,但它们(包括垂直区和水平区的各导辊)与基本圆弧区的各导辊的基本圆弧应有良好的接弧状态,也就是说结晶器铜板表面与各导辊顶部的实际包络线与理论包络线之间的误差就称为对弧精度[2].
2 连铸机精度不高的原因分析
2.1 扇形段设计参数
通过对奥钢联扇形段设计参数的分析,发现标准参数值偏大,由于辊组精度要求很高(±0.1 mm),而设计的参数没有考虑机械累积误差的影响(包括辊子的跳动误差、轴承的游隙、辊面的磨损和轴承座的塑性变形等),当辊组受到外力的作用时,精度无法保证.为了方便事故状态下处理冷坯,奥钢联设计的辊子芯轴,轴承座材质强度偏小,只能满足汽车板等高性能用钢的生产需求.但随着高强钢产量的进一步提高,辊芯和轴承的问题进一步突出,导致芯轴易弯曲变形,轴承座底部受外力作用而变形开裂,大大降低了扇形段的使用寿命,所以扇形段参数设计不满足生产需要是导致连铸机精度不高的主要原因.
2.2 扇形段安装情况
连铸机是由多台扇形段组成的,当某一台扇形段的精度出现问题时,为了保证铸机整体精度就必须对该台扇形段进行更换.由于连铸机是立弯式结构,扇形段具体位置不同,其安装角度不同.其中直线段的安装较为简单,只需将扇形段垂直提起,然后将新扇形段垂直放下,即可完成安装,因此直线段的安装质量有保证,而且由于直线段位于铸坯成形后期,其辊子受力相对较小,所以直线段的精度一般较好,使用寿命相对较长;而弧线段及矫直段的安装较为复杂,必须利用扇形段机械手将扇形段调整到合适角度才能进行安装,特别是1段、2段的安装,其安装角度几乎与平台垂直(与地面平行),而且扇形段内空间狭小,安装人员的视野和作业区域受到限制,安装难度很大.在弧线段的起吊和安装过程中,会有大量的杂质往下落,一部分杂质散落在扇形段的安装基座上,会导致扇形段安装基准面的高度发生变化,进一步导致对弧精度降低;另一部分杂质落入到扇形段主进水管内,当扇形段安装完毕进行使用时,主水管里面的杂质在压力的作用下会进入到扇形段的二冷水系统,造成喷嘴堵塞或冷却强度达不到要求,进一步导致铸坯收缩变形不一致,从而使夹辊沿水平方向上的受力不均,辊子磨损量也不一样,使扇形段精度会进一步降低.
2.3 连铸机传动稳定性
随着连铸技术的发展,拉坯速度日益提高,液相长度相应延长,对连铸机传动负荷分配的平衡性要求越来越高[3].连铸机传动负荷分配的不平衡,会导致铸坯产生内部裂纹,严重影响铸坯质量,并对减速机等运行产生负面影响[4].如果一旦连铸机传动不稳定,扇形段驱动辊在传动过程中就会形成冲击载荷,加速驱动辊与板坯之间的磨损,驱动辊的使用寿命会明显变短,而且在浇铸的初期,驱动辊转动的不连续性会进一步导致扇形段内铸坯行走的不连续性,从而也加速了扇形段其它夹辊的磨损程度,造成铸机精度下降.通过对扇形段驱动辊系统的进一步研究发现,万向轴连接螺栓松动情况较为普遍,每台连铸机年均更换连接螺栓126根,而且驱动辊的电机电流平均波幅达到10A,说明连铸机传动系统的稳定性较差.所以连铸机传动稳定性差也是导致铸机精度不高的一个重要原因.
2.4 辊缝仪的使用情况
由于连铸机精度要求比较高,人工测量难度较大,所以必须借助辊缝仪来对连铸机精度进行测量.辊缝仪是一种由充电电池供电、由计算机控制、用来自动测量连铸机物理参数的测量装置[5],它是反映连铸机精度最直接的仪器,如果出现数据漂移或失真,那将会给连铸机精度调整带来灾难性后果,所以对其维护、保养、校准都十分重要.为了规范辊缝仪的使用,现场不仅安排有专人负责辊缝仪的校准和维护,而且对于辊缝仪的使用也有相应的规范和标准.为了改善辊缝仪辊缝测量传感器的工作环境,消除高温对传感器准确性的影响,浇铸完成后必须利用二冷水对扇形段夹辊进行强制冷却,只有当冷却时间超过20min之后才能利用辊缝仪对连铸机精度进行测量,这样就有效降低了测量时的环境温度,为辊缝仪传感器的正常工作提供了一个良好的环境.而且通过手动测量的方式对辊缝仪测量数据进行对比,发现手动测量结果与辊缝仪测量数据一致,这也进一步说明了辊缝仪在测量准确度和精度上不存在问题,不是导致铸机精度不高的原因.
综上所述,连铸机精度不高是由多方面原因造成的,其中扇形段的设计参数不合理是主要原因,扇形段更换安装不规范、连铸机传动系统稳定性差也是其重要原因.
3 改进方案和措施
3.1 扇形段设计参数和修复标准的优化
将零段入口的辊缝尺寸由原来的241.5mm改为241mm,而且按比例将1-14段辊缝值分别降低,使整个连铸机的辊缝整体成比例降低.缩小辊缝尺寸之后,减小了板坯鼓肚的可能性,降低拉坯阻力;将辊子芯轴的材质由45#钢改为16Mn,轴承座材质由35#钢改为45#钢,有效提高了扇形段心轴和轴承座的强度和刚度,解决了其容易变形的问题.而且为了进一步提高扇形段的修复质量,保障扇形段的在线维护质量,不仅修订了扇形段修复标准,还改造了扇形段在线润滑系统,完善了设备维护规程(表1),使扇形段的使用寿命大幅度提高.

表1 扇形段修复标准及规程优化情况
3.2 扇形段安装程序优化
在旧弧线段的拆卸过程中,当扇形段沿扇形段安装导轨上升200mm时(扇形段与进水口脱离时),停止扇形段的起吊工作.用铁板盖住扇形段进出水口后,方可继续起吊扇形段;在新的扇形段安装过程中,当扇形段沿着安装导轨下降至离安装面300mm时,拿下位于扇形段进出水口处的铁板,然后继续安装扇形段,这样有效防止了杂质掉入扇形段进水口中,大幅度改善了二冷水的冷却效果;为了提高扇形段的安装质量,采用“二次安装”的方法安装扇形段,即首先利用扇形段机械手将扇形段沿着导轨一次性落在安装基础面上(与原安装方法一样),然后将扇形段再次提起,使扇形段的安装面与基础面脱离并产生30mm间隙,接着安装人员利用干净棉布擦拭扇形段的安装面和机架的基础面,最后下落扇形段,完成扇形段的安装.采用该方法有效解决了扇形段安装面和基座基准面之间有杂质的问题,从而保障了扇形段的安装质量,提高了铸机的对弧精度.
3.3 连铸机传动稳定性的提高
连铸机的传动系统主要由电机、轮胎接手、减速机、万向轴和驱动辊组成.其中电机、轮胎接手、减速机的问题较少,主要问题集中在万向轴和驱动辊上.为了解决这两个问题,采取了一系列措施:通过将万向轴法兰盘螺栓孔改型的方式(图2),提高了万向轴连接螺栓的剪切强度和安全系数;合理优化了万向轴的结构尺寸,使万向轴内外齿部分从环境复杂的二冷室改造到常温的大气中,大幅度改善了万向轴的工作环境,有效避免了杂质进入到万向轴内,降低了万向轴运行阻力.

图2 万向轴法兰盘的孔型结构图
在万向轴上加装加油孔,并制定严格的加油周期,保证了万向轴良好的润滑状况,降低了螺栓松动的情况;通过优化驱动辊内接手结构尺寸,并将其材质由45#钢换成了42CrMn,而且采用铸渗的方法将高硬度、高稳定性的陶瓷颗粒(Al2O3、WG)复合于内接手接触面,使内接手的抗磨性得到大幅度提高,延长了内接手的使用寿命,最后使连铸机驱动辊电机电流的平均波幅从10A降低到2A,大幅度提高了连铸机传动的稳定性.
4 效果分析
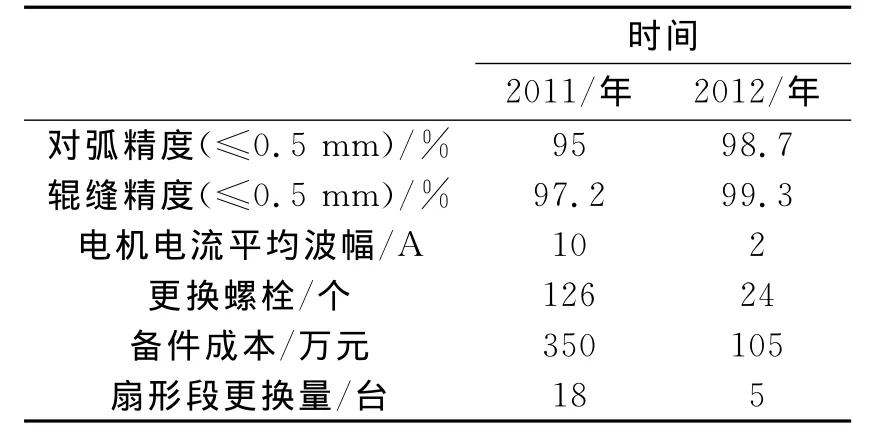
表2 改造前后效果比较
从表2中可以看到,通过一系列措施的实施,使连铸机的对弧精度≤0.5mm的比率从95%提高到98.7%,连铸机的辊缝精度≤0.5mm的比率从97.2%提高到99.3%,铸机整体精度得到大幅度提升.而且随着铸机精度的提高,备件寿命大幅度提升,扇形段每年的更换量从18台下降至5台,万向轴螺栓每年的更换量由原来的126个降低至24个,年均降低备件成本245万元,成效显著.
5 结论
1)通过调研分析,找出了扇形段的设计参数不合理这一导致连铸机精度不高的主要原因,除此之外,扇形段更换安装不规范、连铸机传动系统稳定性差,也在一定程度上进一步影响了连铸机精度;
2)通过改进扇形段材质,修订扇形段修复和在线维护规范,优化设计扇形段万向轴结构尺寸等方式,进一步提高了扇形段的修复质量和安装质量,增强了连铸机传动稳定性;
3)改造后运行效果良好,连铸机精度以及备件寿命得以大幅度提升.
[1] 刘 洋,严开勇,鲁新义.辊缝测量仪在连铸机上的应用[J].钢铁研究,2011,39(2):122-127.
[2] 王隆寿,董 涌.保证连铸机对弧精度的技术[J].冶金设备,1998,2:15-19.
[3] 姜 鹏,陈朝阳.多电机负荷分配技术在连铸机传动系统中的应用[J].安徽工业大学学报,2008,25(2):171-175.
[4] 刘 洋,王福华,严开勇,等.连铸机扇形段传动系统提高稳定性的措施[J].机械管理开发,2012,128(4):9-11.
[5] 王 覃,刁红敏.辊缝仪传感器的设计原理与应用[J].可编程控制器与工厂自动化(PLC FA),2009,(2):84-86.
猜你喜欢
山东冶金(2022年1期)2022-04-19
小学生学习指导(高年级)(2021年11期)2021-11-30
学校教育研究(2021年11期)2021-07-22
重型机械(2021年2期)2021-05-06
装备制造技术(2020年2期)2020-12-14
金属加工(热加工)(2020年12期)2020-02-06
金属世界(2019年1期)2019-03-12
———《扇形的认识》教学廖
小学教学设计(数学)(2018年10期)2018-10-20
中国科技产业(2016年2期)2016-02-09
新疆钢铁(2015年3期)2015-11-08