核电站蒸汽发生器二次侧水压试验流程及传热管焊接部分渗漏的处理工艺简介
2013-03-20 07:17刘玉涛
科技视界 2013年10期
刘玉涛
(辽宁红沿河核电有限公司,辽宁 大连116001)
0 概况
核电站的蒸汽发生器为了保证各压力边界在生产运行阶段不发生介质渗漏,需在蒸汽发生器就位安装完毕,各配套管线都完成连接后,对产生蒸汽的一侧(简称:二次侧)进行压力试验。同时验证蒸汽发生器一、二侧压力边界传热管及其密封封口焊的可靠性,确保核反应堆一回路放射性介质不会进入蒸汽回路,若该焊口发生渗漏将制定专项返修方案进行处理。
1 水压试验
1.1 水压试验装置及准备
蒸汽发生器二次侧水压试验装置主要包括以下设备:电加热水箱、循环水泵、打压泵组、蒸汽发生器手孔连接组件、蒸汽发生器顶部排气和测压组件、给水管线临时接口组件、高压软管总成、低压软管总成、电动调节阀等。水压试验装置投用前压力稳定容器进行调试,该容器制造材料为0Cr18Ni10Ti,容积为110L,其设计压力和温度均满足水压试验装置调试要求,容器上安装有法兰,与手孔连接组件、给水管线临时接口组件和蒸汽发生器顶部排气测压组件的连接法兰进行配对安装。框架平台上相应的管线接口和上述现场连接组件之间通过高压软管、低压软管进行连接,形成环路。
与蒸汽发生器二次侧一同进行水压试验的系统有主蒸汽系统、给水流量控制系统、辅助给水系统、蒸汽发生器排污系统和化学试剂注入系统。如图1所示。
蒸汽发生器二次侧水压试验技术参数:二次侧设计压力为6.9MPa、二次侧水压试验压力为12.8MPa、二次侧容积为164.4m3、连接管线容积为30m3、水压试验的最低温度要求为5℃、水压试验时蒸汽发生器筒体外表温度为30~60℃、试验升降压速度极限值为0.4MPa/min。
蒸汽发生器二次侧水压试验前需做好如下所示准备工作:①人员准备,施工人员(起重工、钳工、质检员、安全员、现场工作协调员)应经过相关的技术和管理培训,钳工和质检员要具备执行蒸汽发生器二次侧水压试验检查的能力;②设备准备,水压试验装置组装安置好并经调试可随时投入使用,系统补水装置可用,各类仪表和检查工具检验合格满足现场使用要求;③文件准备,水压试验程序和质量计划已发布生效并经QA和QC检查放行,系统流程图可用;④系统准备,补水、循环、加热系统及蒸汽发生器二次侧都已连接完毕,各边界都已实施隔离,系统内清洁满足水压试验要求;水压试验流程图内的止回阀阀芯必须拆除,蒸汽管线支架必须进行固定,蒸汽发生器二次侧上的人孔、眼孔和手孔必须已经关闭,蒸汽系统的安全阀必须安装水压试验堵头,MSIV应用额定氮气压力进行打开/关闭操作,MSIV旁路阀门要用手动操作工具锁定关闭,打开C、I侧的排水管线、下游MSIV和给水阀门;在脉冲管线中插入专用塞以代替未安装的传感器,所有射线检测孔塞必须安装;⑤环境准备,水压试验区域和所有可能经过区域都要进行检查确保安全可靠,比如:走道、平台、移动梯子,试验区域应该用警示绳隔离起来。
1.2 水压试验步骤
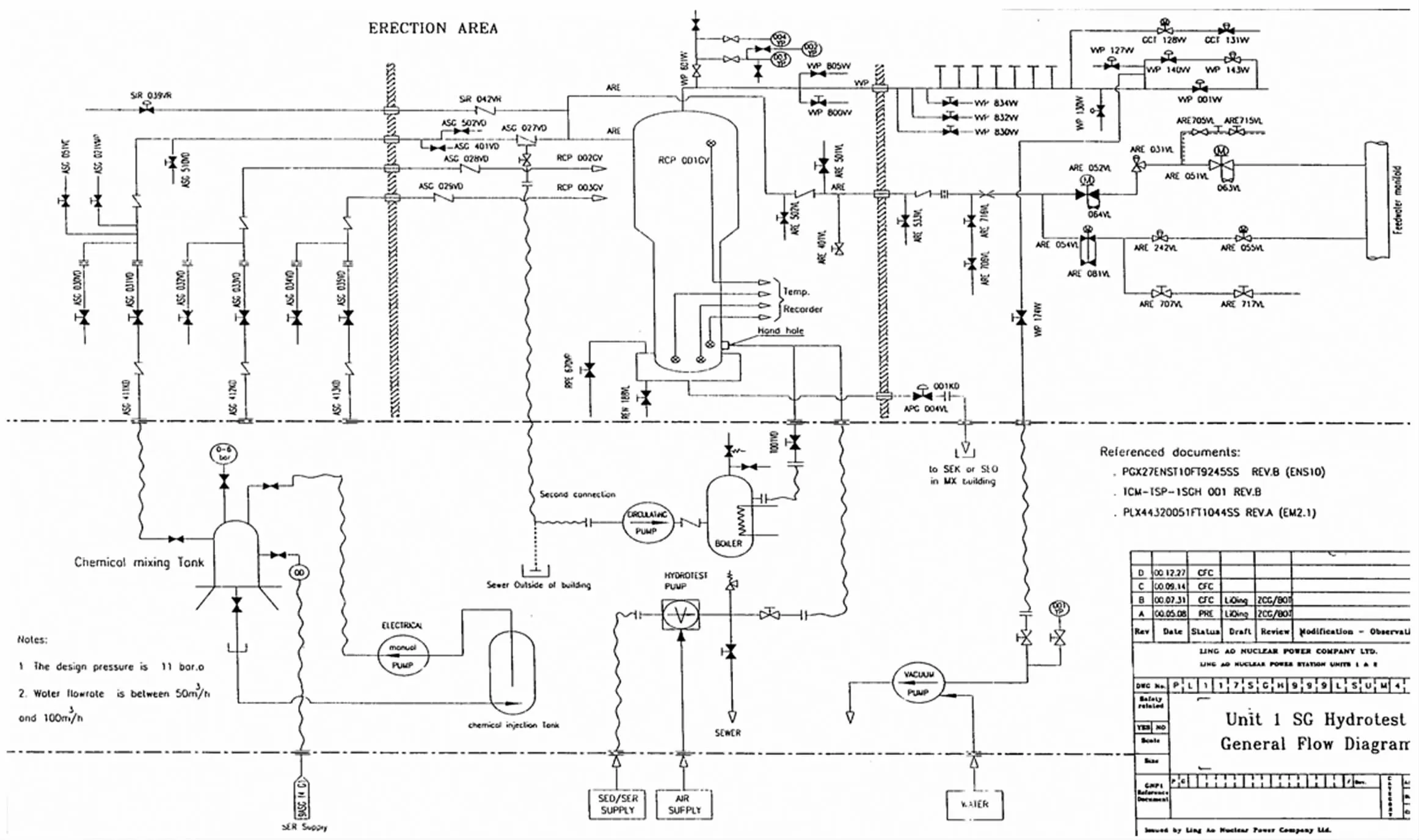
图1 水压试验流程图
蒸汽发生器二次侧水压试验步骤为:1)加热过程,对蒸汽发生器二次侧内的水进行循环加热,使水温达到50℃左右,当水温升至50℃时,停止循环泵并隔离加热系统,并在后续的升压过程中若温度过低将重新投用加热系统。2)升压过程,检查水压试验管线,使用水压试验升压泵以不大于0.4MPa/min的速度增加系统压力:①在压力到达5.8MPa时,保压至少10min,测量蒸汽发生器上部支撑环上部键安装位置和蒸汽发生器本体外表面之间的间隙,并将间隙测量值根据文件要求进行比对和记录;②5.8MPa压力平台工作结束后,升压至蒸汽发生器二次侧工作压力6.9MPa的压力平台,并保压120min,保压期间检查各管线是否发生跑冒滴漏,确保压力降在技术要求范围内,该保压平台的主要目的是保证高压水有足够的时间从蒸汽发生器传热管与蒸汽发生器一二侧隔板的胀管部位透过达到传热管管口封口焊位置,以检验传热管管口的封口焊是否会发生渗漏,该部分工作也是保证蒸汽发生器传热管封口焊不发生渗漏的最后一道检验屏障,因为根据相关文件规定,该处的渗漏将被视为核级设备不可接受;③在6.9MPa的压力平台工作完成后,启动升压泵,升压至8.6MPa的压力平台,该平台保压至少10min,期间要对蒸汽发生器水压试验回路进行全面检查,轻微泄漏只要不影响压力平台保持,均可接受;④在8.6MPa的压力平台工作完成后,启动升压泵,升压至12.8MPa的最终试验压力平台,该压力平台保压至少30min,在升压及保压期间需要加大对各试验回路的检查,保证系统压力可控,与此同时传热管管口封口焊检查点将是该压力平台检查最为关键的部位。3)降压过程,继续投用升压泵,通过开启排水阀门进行卸压,控制降压速度不得超过0.4MPa/min,当压力接近大气压时停止升压泵关闭排水阀。4)试验结束,在水压试验后进行系统排水,拆除试验装置并复位系统,使用压缩空气清楚蒸汽发生器二次侧管板上的残余水分,及时投入二次侧干燥机,确保蒸汽发生器二次侧内部不发生锈蚀。
2 水压试验结果
蒸汽发生器二次侧水压试验合格的验收标准:目检整个系统无系统破口,无密封法兰超流量泄漏,单独装置的轻微泄漏或只要不影响继续升压的有限渗漏情况,均可接受。但有一种渗漏情况较为特殊,就是本文多次提及的蒸汽发生器传热管管口封口焊部位的渗漏,虽然传热管封口焊部位的渗漏未影响整个水压试验进程和整体结果,但作为核一级设备的蒸汽发生器来说,这的缺陷这是不可接受的,若该处发生渗漏则必须进行修复并要进行最高10.2MPa压力的水压试验验证。
3 传热管渗漏成因及处理工艺
蒸汽发生器是按《RCC-M压水堆核岛机械设备设计和建造规则》进行制造,一、二次侧的隔离边界是由550mm厚的隔板(一回路侧表面堆焊因科镍材料)和约4500根传热管(因科镍)组成,其形式是在隔板上加工出约9000个与传热管相匹配的管孔,将传热管按一定顺序插入,并且用胀管机械将传热管经过隔板管孔的部分扩张(目的在于使得两者的间隙减小以防止设备运行期间的回路介质过多沉积),最后将传热管管口与隔板表面的因科镍堆焊层进行热熔合(见图2、3),确保边界彻底隔离。在制造组装过程中可能会发生传热管管口焊接控制不到位,如环境清洁度、焊接表面清理不彻底、焊接金属熔池熔合波动等等,进而造成焊缝内部存在夹杂、贯穿性气孔等缺陷。上述缺陷会在如下两种情况下被遗留下来,一是,这部分缺陷超标(大于φ2mm)而未被射线检测所覆盖,因此贯穿性缺陷在水压试验时不能承受高压水,而导致水透过气孔击穿外表极薄的氧化膜发生边界渗漏;二是,存在因缺陷位置关系,贯穿性缺陷在射线检测时显现的只是一个缺陷点,并该缺陷点是法规所允许的(小于φ2mm),进而导致不能正确判断出缺陷类型的可能,使得缺陷被遗留。

图2 传热管管口焊接
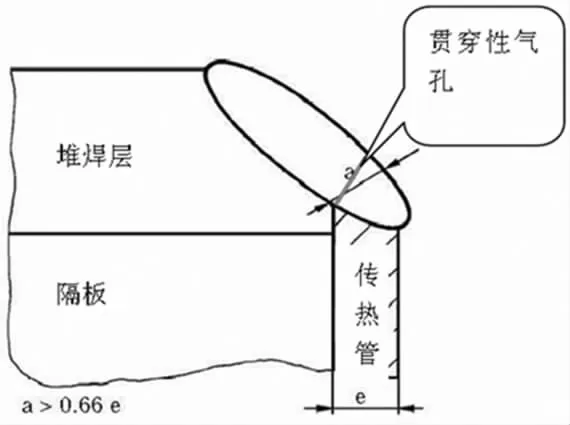
图3 传热管焊缝及缺陷示意
上述两种类型缺陷在某核电站蒸汽发生器就位后的二次侧水压试验时就都被暴露出来了,在蒸汽发生器发生渗漏后查找并比对制造厂记录文件及渗漏点结构确认,发现发生渗漏的管口一种是超标缺陷未被射线检测范围覆盖,另一种是虽被射线检测到但因未超标而未要求处理,并且后者的位置恰好在检测源与管口延长线上。图4便是无损检测未超标的发生渗漏的缺陷,虽然是贯穿性缺陷,但缺陷在检测显示下为一个未超标的点投影。
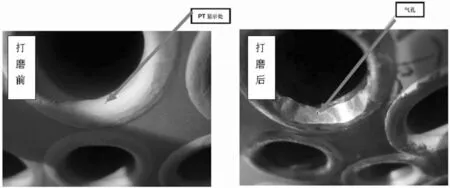
图4
当蒸汽发生器发生渗漏后需要进行渗漏原因分析 (如上所述缺陷)、制定缺陷返修处理工艺,待处理工艺得到相关部门单位(运营公司、国家核安全监管部门)同意后进行工艺实施。与此同时在蒸汽发生器水压试验结束后需立即进行排水、投入干保护装置以防止内部生锈等工作。蒸汽发生器渗漏缺陷处理流程大致为:1)根据渗漏点缺陷状况进行渗漏原因分析并制定处理工艺;2)缺陷的排查,针对该渗漏点的焊接人员及焊接设备所焊接的所有焊接位置进行缺陷排查、针对其他焊接位置按6%的范围进行缺陷排查,同时提高缺陷判定标准至φ1mm,根据排查情况进行缺陷位置确定和缺陷清除,缺陷清除时需要注意保证其他位置的清洁度,缺陷位置要做到清除彻底并圆滑过度无棱角,除此之外还需确认缺陷位置是否发生过2次以上的补焊记录,若发生过要将情况报告给蒸汽发生器设计方并取得对方的答复意见;3)在确定出所有缺陷后,对缺陷进行统计编制处理计划,并开始实施缺陷的处理工艺:①对打磨区域进行目视和尺寸检查及清洁度检查;②对需要处理管束进行预加热24小时,排除管束与厚隔板间的水分;③对需焊接区域进行目视和尺寸及清洁度检查;④进行管束的定位胀并进行目视和尺寸检查;⑤布置焊接工位;⑥按批准的焊接工艺进行手工氩弧焊接,采取逐层焊接打磨目检检查,并在最后盖面前进行液体渗透和射线检查以提高焊接质量;⑦焊后的目视、尺寸及液体渗透和射线检查;⑧对焊接区域进行清洁。
在蒸汽发生器所有缺陷点都返修处理完毕,处理结果得到了监理公司、运营公司确认后,按本文所述水压试验流程进行水压试验,最高试验压力降低到10.2MPa,在10.2MPa压力平台之前的压力平台检查和过程控制均同前。若在水压过程中未再发生传热管管口焊缝渗漏问题,则结合两次的水压试验数据,监理公司和运营公司接受蒸汽发生器水压试验结果,若仍有管束焊口发生渗漏则仍需按前述处理流程进行,直至无传热管管口焊缝渗漏现象。
4 小结
蒸汽发生器水压试验过程和传热管管口焊渗漏处理工艺并不复杂,但因受国家核安全监管部门对核级设备的监管要求,在发生渗漏后必须在24小时内进行口头上报,72小时内进行书面报告,并要将问题的根本原因分析、整改措施及缺陷处理工艺上报国家核安全监管部门,在取得对方同意后方可进行后续的处理工作,一系列的工作流程及函件往来都需要时间窗口,这都影响到核电站相关工作的进展,同时也造成了大量资源的投入和消耗,该问题也提醒我们核电站设备制造质量控制也是建造期间重要的环节。
[1]法国核岛设备设计、建造及在役检查规则协会,编.压水堆核岛机械设备设计和建造规则(RCC-M 2000版+2002补遗)[S].中科华核电技术研究院有限公司,译.上海科学技术文献出版社,2010,10 ISBN 978-7-5439 4381-0.
猜你喜欢
科学大众(2020年12期)2020-08-13
当代陕西(2019年10期)2019-06-03
电子测试(2018年10期)2018-06-26
时代农机(2018年5期)2018-02-01
飞魔幻A(2017年11期)2017-12-20
水利技术监督(2017年6期)2017-12-19
中国港湾建设(2017年11期)2017-12-19
山东工业技术(2016年15期)2016-12-01
石家庄铁道大学学报(自然科学版)(2015年3期)2015-02-28
中国民族民间医药(2012年13期)2012-04-18